Вам также может понравиться
- Adiabatic Shear Localization: Frontiers and AdvancesОт EverandAdiabatic Shear Localization: Frontiers and AdvancesBradley DoddОценок пока нет
- General Level-II QuestionsДокумент4 страницыGeneral Level-II QuestionsGomathi SankarОценок пока нет
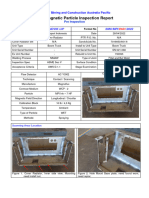
- 109.8181.MPI - Pre.Unit.730395.Cover RadiatorДокумент2 страницы109.8181.MPI - Pre.Unit.730395.Cover RadiatorHerr Ddiman100% (1)
- Defects in Castings: Book: Foundry Technology by Peter Beeley (Class Slides Are Sufficient)Документ13 страницDefects in Castings: Book: Foundry Technology by Peter Beeley (Class Slides Are Sufficient)HarisankarОценок пока нет
- Casting DefectsДокумент5 страницCasting DefectsGurjinder SinghОценок пока нет
- EWF IAB 348r1 17 SV00 E IMORWP Eur Inter Mechanized Orbital Robot Welding Personnel Short VersionДокумент14 страницEWF IAB 348r1 17 SV00 E IMORWP Eur Inter Mechanized Orbital Robot Welding Personnel Short VersiontaichiОценок пока нет
- Gas Cutting WLDNG Process - 06 - Module 6Документ100 страницGas Cutting WLDNG Process - 06 - Module 6sskiitb100% (1)
- InteractiveFormQB 482Документ1 страницаInteractiveFormQB 482Afriadi Budi PrasetyoОценок пока нет
- IWE4-3 - Residual StressesДокумент16 страницIWE4-3 - Residual StressesIrmantas ŠakysОценок пока нет
- Manual Del Proyector 660 (Apr 2008)Документ86 страницManual Del Proyector 660 (Apr 2008)Victor ArcigaОценок пока нет
- Material SpecificationДокумент2 страницыMaterial SpecificationmasrooorОценок пока нет
- Quiz FundiciónДокумент5 страницQuiz FundiciónJeankCantorОценок пока нет
- PW3Документ49 страницPW3Mujaffar ShaikhОценок пока нет
- DUZS IAB 001r4 10 Rules Implementation IIW GuidelinesДокумент50 страницDUZS IAB 001r4 10 Rules Implementation IIW GuidelinesmilovanmОценок пока нет
- Replica PDFДокумент10 страницReplica PDFssoares1989Оценок пока нет
- Ingot Crack: Presentation By: Sudipta DasДокумент19 страницIngot Crack: Presentation By: Sudipta Dassudipta dasОценок пока нет
- IQI Standards of RTДокумент1 страницаIQI Standards of RTHiren Panchal100% (1)
- 111 - Atom Isi Wps3Документ1 страница111 - Atom Isi Wps3burakОценок пока нет
- Cswip Questions and AnswerДокумент4 страницыCswip Questions and Answerenels770% (2)
- Multiple Choice 11 Stainless SteelДокумент3 страницыMultiple Choice 11 Stainless SteelThomas TuckerОценок пока нет
- General Principles of Radiography BSEN 444 PDFДокумент17 страницGeneral Principles of Radiography BSEN 444 PDFThe Normal HeartОценок пока нет
- Casting DefectДокумент8 страницCasting DefectlabregopalОценок пока нет
- Minimum Requirements For The Education, Training, Examination and QualificationДокумент41 страницаMinimum Requirements For The Education, Training, Examination and QualificationAntónio PintoОценок пока нет
- BS en Iso 14731-2019Документ20 страницBS en Iso 14731-2019Hüseyin BuğdaycıОценок пока нет
- Multiple Choice 7 Mechanical TestingДокумент5 страницMultiple Choice 7 Mechanical TestingChandra MohanОценок пока нет
- 4.3. Residual Stresses and Distortion in WeldmentsДокумент11 страниц4.3. Residual Stresses and Distortion in WeldmentsprokulisОценок пока нет
- IAB 252r8-07Документ24 страницыIAB 252r8-07Jayanta82Оценок пока нет
- The Critical Casting Defect in Cast Iron Sand Inclusion PDFДокумент13 страницThe Critical Casting Defect in Cast Iron Sand Inclusion PDFsupendiОценок пока нет
- Hydrogen Induced Cracking PDFДокумент254 страницыHydrogen Induced Cracking PDFAnas PratamaОценок пока нет
- Twi Training & Certification (S.E. Asia) SDN - BHDДокумент1 страницаTwi Training & Certification (S.E. Asia) SDN - BHDjasminneeОценок пока нет
- Duplex IQI To en 462Документ1 страницаDuplex IQI To en 462Jhordy Moises Pinedo CàrdenasОценок пока нет
- Defect Catalogue - Galva .Документ45 страницDefect Catalogue - Galva .Suvro ChakrabortyОценок пока нет
- Phased Array Lab ExercisesДокумент28 страницPhased Array Lab Exercisesnathaniel ekaikoОценок пока нет
- Manual For Liquid Penetrant Testing at Level-2: March, 2017Документ123 страницыManual For Liquid Penetrant Testing at Level-2: March, 2017safeer ahmadОценок пока нет
- Focal SpotДокумент1 страницаFocal SpotHappy2021Оценок пока нет
- International StandardДокумент12 страницInternational StandardRajesh ThakurОценок пока нет
- Types of Casting Defects: Admin November 23, 2017 Casting Defect1Документ5 страницTypes of Casting Defects: Admin November 23, 2017 Casting Defect1Nasir SoudagarОценок пока нет
- Surface Roughness TesterДокумент6 страницSurface Roughness TesterLingga SetiawanОценок пока нет
- 16mo3 MıgMagДокумент4 страницы16mo3 MıgMagKerem İnanОценок пока нет
- Sep 1922 enДокумент7 страницSep 1922 enIngo Becker100% (2)
- ISF Aachen Welding Technology Part II PDFДокумент140 страницISF Aachen Welding Technology Part II PDFscott2355Оценок пока нет
- Foundry NoteДокумент42 страницыFoundry NotetaridanОценок пока нет
- Internal Concavity Undercut Suck BackДокумент2 страницыInternal Concavity Undercut Suck Backlram70100% (1)
- ISO 9916 1991 Aluminium and Magnesium Alloy Castings - Liquid Penetrant TestingДокумент9 страницISO 9916 1991 Aluminium and Magnesium Alloy Castings - Liquid Penetrant TestingJOSUE RIOSОценок пока нет
- Welding PositionДокумент6 страницWelding Positionenels77Оценок пока нет
- Aditivos para Arena en VerdeДокумент116 страницAditivos para Arena en VerdeJOSE JUAN AQUINO OLAZO100% (1)
- Electron Beam Welding Process - Equipment's, Working Principle With DiagramДокумент7 страницElectron Beam Welding Process - Equipment's, Working Principle With DiagramDr.S.Ravi CITОценок пока нет
- Test Report 11 Pcs Padeyes THR Room GCIIIДокумент6 страницTest Report 11 Pcs Padeyes THR Room GCIIIJurand Juri100% (1)
- MartensiteДокумент2 страницыMartensitemp87_ingОценок пока нет
- Surface QualityДокумент38 страницSurface QualityJerry PraweenОценок пока нет
- DefectsДокумент26 страницDefectsbobblytastic100% (1)
- Forging DefectsДокумент1 страницаForging DefectsNDTInstructor0% (1)
- Me QSДокумент8 страницMe QSSaket MishraОценок пока нет
- Question PaperДокумент2 страницыQuestion PapercahatarОценок пока нет
- ImperfectionДокумент13 страницImperfectionShanawas Abdul RazakОценок пока нет
- 51-42-00 - 2 Chapter ManualДокумент18 страниц51-42-00 - 2 Chapter ManualRobert KrižanovićОценок пока нет
- ForgingДокумент2 страницыForgingsagarpatil0Оценок пока нет
- Casting DefectsДокумент39 страницCasting DefectsAnup Tigga100% (3)
- Press Tool MCQДокумент6 страницPress Tool MCQMahesh Dalavi90% (10)
- SIA 3 Mechanical PropertiesДокумент22 страницыSIA 3 Mechanical PropertiesSrinivas RallabandiОценок пока нет
- Chapter 6Документ27 страницChapter 6E Cos LopezОценок пока нет
- Duaso T1-8Документ48 страницDuaso T1-8Nelson Naval Cabingas100% (3)
- Effect of Frequency On FatigueДокумент10 страницEffect of Frequency On FatigueMahadevan RОценок пока нет
- Stimulation of Three Point Bending Test For AluminumДокумент12 страницStimulation of Three Point Bending Test For Aluminumabdul rahmanОценок пока нет
- Remington 300Документ72 страницыRemington 300akhenhatonОценок пока нет
- Experiment NO:6 Compression Test For Anisotropic MaterialДокумент6 страницExperiment NO:6 Compression Test For Anisotropic MaterialAraragi KoyomiОценок пока нет
- Li2018 PDFДокумент27 страницLi2018 PDFhot coegОценок пока нет
- Advanced Honeycomb Designs For Improving Mechanical Properties A Review (19-24)Документ6 страницAdvanced Honeycomb Designs For Improving Mechanical Properties A Review (19-24)LUIS CAMILO INGUILÁN RODRÍGUEZОценок пока нет
- LRFD Bridge Design ManualДокумент26 страницLRFD Bridge Design Manualrec serranoОценок пока нет
- FEMA Report Weld-InspectionДокумент198 страницFEMA Report Weld-InspectionJim Gray100% (1)
- Adhesive Bond FailuresДокумент15 страницAdhesive Bond Failuresw824rg2Оценок пока нет
- Fracture Problems With ANSYS PDFДокумент18 страницFracture Problems With ANSYS PDFcasanovavnОценок пока нет
- Catalog of NIMS Creep Data Sheets: Science and Technology of Advanced MaterialsДокумент31 страницаCatalog of NIMS Creep Data Sheets: Science and Technology of Advanced MaterialsTrushar ParmarОценок пока нет
- Civil Projects - Road ProjectsДокумент1 страницаCivil Projects - Road Projectstapiwanaishe maunduОценок пока нет
- Polypropylene Practical GuideДокумент40 страницPolypropylene Practical Guidejotadislexia100% (1)
- Lec1 Steel Design 2nd Sem 2011 12Документ6 страницLec1 Steel Design 2nd Sem 2011 12Mohan ManickamОценок пока нет
- Applicability of Using GIN Method, by ConsideringДокумент18 страницApplicability of Using GIN Method, by Considering张三疯Оценок пока нет
- How To Use Damage MechanicsДокумент13 страницHow To Use Damage MechanicsAnthony GómezОценок пока нет
- TN 76Документ6 страницTN 76Hussein BeqaiОценок пока нет
- Richard M. Beldyk, PE, NSPE AWS Certified Welding Engineer AFE Certified Plant EngineerДокумент80 страницRichard M. Beldyk, PE, NSPE AWS Certified Welding Engineer AFE Certified Plant EngineerScott K.L LeeОценок пока нет
- Highway With AnswersДокумент22 страницыHighway With AnswersMANJU100% (1)
- Failure Analysis of Runner Blades in A Francis Hydraulic Turbine Case Study PDFДокумент12 страницFailure Analysis of Runner Blades in A Francis Hydraulic Turbine Case Study PDFRanjeetTwaynaОценок пока нет
- Classification of Engg - MaterialsДокумент21 страницаClassification of Engg - MaterialsRajat GoelОценок пока нет
- Automation Defect Detection System ReportДокумент38 страницAutomation Defect Detection System ReportDaisyОценок пока нет
- FEA - Best - Pract - 19Документ158 страницFEA - Best - Pract - 19Fredy Alexander Roldan FigueredoОценок пока нет
- Fractography of Ceramics and GlassesДокумент4 страницыFractography of Ceramics and Glassesapi-3723333Оценок пока нет
- Light Rails: National Standard of The People's Republic of ChinaДокумент13 страницLight Rails: National Standard of The People's Republic of ChinaBaoОценок пока нет
- Report On Design Methods With BS-En-SABS For Water Retaining StructuresДокумент93 страницыReport On Design Methods With BS-En-SABS For Water Retaining StructuresSanjeev BundhunОценок пока нет
- International Society For Rock Mechanics Commission On Testing MethodsДокумент26 страницInternational Society For Rock Mechanics Commission On Testing MethodsDavid Almanza PerezОценок пока нет