Вам также может понравиться
- Heat Olevel NotesДокумент42 страницыHeat Olevel NoteskimbugweОценок пока нет
- Steam Consumption Shape MouldingДокумент57 страницSteam Consumption Shape MouldingNurettinAlp100% (1)
- Leistritz Extrusionstechnik GMBH PDFДокумент28 страницLeistritz Extrusionstechnik GMBH PDFchinmoyd1100% (1)
- A406 - Manuale Cappa e BruciatoriДокумент478 страницA406 - Manuale Cappa e BruciatoriLuis Cruz100% (1)
- Solution Manual For Modern Semiconductor Devices For Integrated Circuits 1st Ed - Chenming C. HuДокумент18 страницSolution Manual For Modern Semiconductor Devices For Integrated Circuits 1st Ed - Chenming C. Hu일팔일공일오이오 윤현서0% (1)
- N2-GEN® T Series Nitrogen Generator - South-Tek SystemsДокумент1 страницаN2-GEN® T Series Nitrogen Generator - South-Tek SystemsSouth-Tek SystemsОценок пока нет
- Pinch Spreadsheet Nov06 Final 1Документ102 страницыPinch Spreadsheet Nov06 Final 1ABDUL RAFEYОценок пока нет
- Hy-Andritz Centrifugal Pump IsoДокумент6 страницHy-Andritz Centrifugal Pump IsoShaheen S. RatnaniОценок пока нет
- AccumulatorsДокумент11 страницAccumulatorsRufus D SОценок пока нет
- Note - All Yellow Cells Are Manditory To Be FilledДокумент2 страницыNote - All Yellow Cells Are Manditory To Be FilledPrashant SinghОценок пока нет
- Energy For ProductivityДокумент65 страницEnergy For ProductivityNurettinAlpОценок пока нет
- 01.01 - Fan Vre PDFДокумент88 страниц01.01 - Fan Vre PDFthamirislopesОценок пока нет
- Plant LayoutДокумент59 страницPlant LayoutNurettinAlpОценок пока нет
- Air ElectricityДокумент74 страницыAir ElectricityNurettinAlp100% (1)
- Shellmax Boiler Design CalculationДокумент2 страницыShellmax Boiler Design Calculationrahult19Оценок пока нет
- Block - eДокумент36 страницBlock - eNurettinAlp100% (1)
- Block - eДокумент36 страницBlock - eNurettinAlp100% (1)
- Energy Consumption ReferenceДокумент63 страницыEnergy Consumption ReferenceKumar SwamiОценок пока нет
- LTH ComparisonДокумент35 страницLTH ComparisonNurettinAlpОценок пока нет
- LTH ComparisonДокумент35 страницLTH ComparisonNurettinAlpОценок пока нет
- Methods of Estimating Steam ConsumptionДокумент7 страницMethods of Estimating Steam Consumptionchem352Оценок пока нет
- 06fuller CPMДокумент38 страниц06fuller CPMhartОценок пока нет
- HeavyOil WorksheetДокумент320 страницHeavyOil Worksheetrodrigo100% (1)
- Fluid Mechanics For Engineers, Ibrahim Saleh and M Galal Rabie - May - 2023Документ173 страницыFluid Mechanics For Engineers, Ibrahim Saleh and M Galal Rabie - May - 2023Galal RabieОценок пока нет
- Styropor Processing Guide - Rev3Документ3 страницыStyropor Processing Guide - Rev3NurettinAlpОценок пока нет
- Block Mold Air and Steam CurrentДокумент38 страницBlock Mold Air and Steam CurrentNurettinAlpОценок пока нет
- Chimedza W: Boiler Blowdown Heat Recovery ProjectДокумент34 страницыChimedza W: Boiler Blowdown Heat Recovery ProjectBlessed ZiyambeОценок пока нет
- Gaga 2006 MKZM Drum SieveДокумент6 страницGaga 2006 MKZM Drum SievelrbolОценок пока нет
- From Fossil-To Bio-Based Refineries: Case Study Biorefinery LeunaДокумент15 страницFrom Fossil-To Bio-Based Refineries: Case Study Biorefinery Leunasslome@nexant.comОценок пока нет
- K 542Документ2 страницыK 542igbnsОценок пока нет
- Sunfire Factsheet HyLink SOEC 20210303Документ2 страницыSunfire Factsheet HyLink SOEC 20210303Amin AhmadiОценок пока нет
- Ca0536 Bro Cascade GBR 10-04Документ2 страницыCa0536 Bro Cascade GBR 10-04geoteg2011Оценок пока нет
- Corporate Presentation - March 09Документ58 страницCorporate Presentation - March 09raj_shekhar72Оценок пока нет
- Dinnissen Celebrates 25 Years of The Pegasus® Vacuum CoaterДокумент2 страницыDinnissen Celebrates 25 Years of The Pegasus® Vacuum CoaterInternational Aquafeed magazineОценок пока нет
- EPD H2O2-Eka ChemicalsДокумент4 страницыEPD H2O2-Eka ChemicalsnhangocОценок пока нет
- Disc DryerДокумент2 страницыDisc DryerkosmcОценок пока нет
- A Guide To Assist in Evaluating Liquid Fuel FlamesДокумент16 страницA Guide To Assist in Evaluating Liquid Fuel FlamestinuvalsapaulОценок пока нет
- EconomiserДокумент19 страницEconomiserGaurav KumarОценок пока нет
- Material Balance Ammonium SulphateДокумент3 страницыMaterial Balance Ammonium SulphateAnkush singhОценок пока нет
- Design Guide For Air Slide PDFДокумент2 страницыDesign Guide For Air Slide PDFAhmedRizk100% (1)
- Army Welfare Trust Nizampur Cement Plant: Electrical DepartmentДокумент18 страницArmy Welfare Trust Nizampur Cement Plant: Electrical Departmentshani5573Оценок пока нет
- InputCOIL PDFДокумент9 страницInputCOIL PDFneelОценок пока нет
- Brochure Belt Drive MDDK enДокумент2 страницыBrochure Belt Drive MDDK enmuhamad.badar9285100% (1)
- NHsoft VPДокумент5 страницNHsoft VPBASEM NOMAN ALI MOHAMMEDОценок пока нет
- PVI Aerzen Screw Compressors (Old) (En)Документ32 страницыPVI Aerzen Screw Compressors (Old) (En)pitichai_pОценок пока нет
- InvДокумент4 страницыInvJobJobОценок пока нет
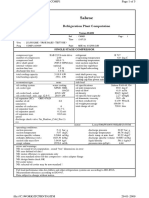
- Sabroe Marine Condensing UnitДокумент2 страницыSabroe Marine Condensing UnitStipe Vučetić0% (1)
- DheerajДокумент7 страницDheerajSaksham KakarОценок пока нет
- Sodium Bicarbonate For Flue Gas TreatmentДокумент12 страницSodium Bicarbonate For Flue Gas Treatmentblabla21Оценок пока нет
- Davi-BARCODE-MCB-FOUR ROLLДокумент12 страницDavi-BARCODE-MCB-FOUR ROLLبازرگانی راهیان کار و دانشОценок пока нет
- Packed Towers: 12.1 Device TypeДокумент10 страницPacked Towers: 12.1 Device TypeSagar BhavsarОценок пока нет
- LMF-GP LX15-8 - 10 - 13Документ2 страницыLMF-GP LX15-8 - 10 - 13MAZEN0% (1)
- Boldrocchi CatalogueДокумент19 страницBoldrocchi Catalogueamitjoshi2002Оценок пока нет
- Ultradryer HreДокумент3 страницыUltradryer HreDiego MorenoОценок пока нет
- Best Seller Pure Water Line 3000-5000BPH PDFДокумент30 страницBest Seller Pure Water Line 3000-5000BPH PDFSandra DíazОценок пока нет
- PH and Conductivity Measurements For ScrubbersДокумент4 страницыPH and Conductivity Measurements For ScrubbersAlberto GutierrezОценок пока нет
- Witte Poly PumpsДокумент5 страницWitte Poly Pumpsy.s.6saputroОценок пока нет
- 1996 - Misplon - Pinhole Grate Conversions ofДокумент4 страницы1996 - Misplon - Pinhole Grate Conversions ofmchoi23Оценок пока нет
- Prodsheet Pb50 en 01Документ2 страницыProdsheet Pb50 en 01Amândio PintoОценок пока нет
- CFN Briquette Press Solutions EnglishДокумент2 страницыCFN Briquette Press Solutions EnglishBorko CicovicОценок пока нет
- Rotary Dryer Start UpДокумент2 страницыRotary Dryer Start UpherwinОценок пока нет
- Calculation of Pulverizer Minimum Primary Airflow and Proper Air To Fuel RelationshipДокумент2 страницыCalculation of Pulverizer Minimum Primary Airflow and Proper Air To Fuel Relationshipank_mehraОценок пока нет
- GasifikasiДокумент29 страницGasifikasiMartha GamalОценок пока нет
- Igc Power Plant For Biomass UtilizationДокумент7 страницIgc Power Plant For Biomass UtilizationPelita HidupОценок пока нет
- Fossil Fuel Hydrogen: Technical, Economic and Environmental PotentialОт EverandFossil Fuel Hydrogen: Technical, Economic and Environmental PotentialОценок пока нет
- Technical Leaflet in Neopor (KN Series)Документ2 страницыTechnical Leaflet in Neopor (KN Series)NurettinAlpОценок пока нет
- Styropor F 15 SeriesДокумент2 страницыStyropor F 15 SeriesNurettinAlp100% (1)
- Neopor TMДокумент2 страницыNeopor TMNurettinAlpОценок пока нет
- Styropor MF312 TLДокумент2 страницыStyropor MF312 TLNurettinAlpОценок пока нет
- Styropor MF262 TLДокумент2 страницыStyropor MF262 TLNurettinAlpОценок пока нет
- Block Mold Air and Steam CurrentДокумент38 страницBlock Mold Air and Steam CurrentNurettinAlpОценок пока нет
- Chapter 1 Soil Testing For Engineers GK Mittal - pdf.bWxScTwgqFkdRRQFaW6qCx8JCQyZDP0iДокумент11 страницChapter 1 Soil Testing For Engineers GK Mittal - pdf.bWxScTwgqFkdRRQFaW6qCx8JCQyZDP0iNikita GonnadeОценок пока нет
- D2162-06 Calibrations ViscosimeterДокумент7 страницD2162-06 Calibrations Viscosimeterhesigu73Оценок пока нет
- Separator Design-1Документ12 страницSeparator Design-1vela vanОценок пока нет
- Lesson 1 Mass Density Osunero, Kim John S. BSED 2D SCIE 4Документ7 страницLesson 1 Mass Density Osunero, Kim John S. BSED 2D SCIE 4Kim John OsuneroОценок пока нет
- Nama: Ichan M Maulana Nim: 2111141079 Kelas: S1-B Tugas Teknik Manufaktur 3Документ6 страницNama: Ichan M Maulana Nim: 2111141079 Kelas: S1-B Tugas Teknik Manufaktur 3Ichan M MaulanaОценок пока нет
- Module 1 Types of Fluid and Its PropertiesДокумент11 страницModule 1 Types of Fluid and Its PropertiesAragones, Trisha Marie CОценок пока нет
- MCQ CH Gravitation 9Документ8 страницMCQ CH Gravitation 9lembdaОценок пока нет
- Exer. 1Документ7 страницExer. 1SureshОценок пока нет
- EA-10-18 BalanzasДокумент94 страницыEA-10-18 BalanzasFrosan Adolfo Rodriguez GamboaОценок пока нет
- Development of Sustainable Alkali-Activated Bricks Using Industrial WastesДокумент12 страницDevelopment of Sustainable Alkali-Activated Bricks Using Industrial WastesMarco Andrè C LОценок пока нет
- Chapter 5 Chem101 YhДокумент161 страницаChapter 5 Chem101 YhmmmОценок пока нет
- Calculation of Loads: 1. Self Weight of BoxДокумент6 страницCalculation of Loads: 1. Self Weight of BoxAshwani BindalОценок пока нет
- Technical Data Sheet Therminol® Vp-1 Heat Transfer FluidДокумент2 страницыTechnical Data Sheet Therminol® Vp-1 Heat Transfer FluidArifОценок пока нет
- Astm D 4254Документ9 страницAstm D 4254safak kahramanОценок пока нет
- Solid State ChemistryДокумент8 страницSolid State Chemistrynwn_xyz67% (3)
- 5054 s12 QP 12Документ16 страниц5054 s12 QP 12Monsur MonsurОценок пока нет
- 835716Документ15 страниц835716Dani AlmeidaОценок пока нет
- Fluid Statics and DynamicsДокумент34 страницыFluid Statics and DynamicsBiprodeep14Оценок пока нет
- 9702 s13 QP 13Документ6 страниц9702 s13 QP 13samiullahОценок пока нет
- Effect of Particle Shape On Liquid - Uidized Beds of Binary (And Ternary) Solids Mixtures: Segregation vs. MixingДокумент12 страницEffect of Particle Shape On Liquid - Uidized Beds of Binary (And Ternary) Solids Mixtures: Segregation vs. MixingAlmir Guilherme RittaОценок пока нет
- Exam Set 09Документ1 страницаExam Set 09allovidОценок пока нет
- NA (Lec-11 12)Документ16 страницNA (Lec-11 12)Muhammad AliОценок пока нет
- Assignment 3Документ1 страницаAssignment 3Wolfgang HoofmeisterОценок пока нет
- The Flow of Granular Solids Through Orifices: ChemicalДокумент10 страницThe Flow of Granular Solids Through Orifices: ChemicalBelkis Brillid Arias CastellanosОценок пока нет
- ASGN01 - Flow Measurement TechniquesДокумент8 страницASGN01 - Flow Measurement TechniquesPhemi2580Оценок пока нет
- STP24222S Effect of Aggregate Size and Other Factors On Refusal Density of Asphalt Concrete by Vibratory CompactionДокумент13 страницSTP24222S Effect of Aggregate Size and Other Factors On Refusal Density of Asphalt Concrete by Vibratory Compactionanant11235Оценок пока нет