Вам также может понравиться
- Mpob Grading Manual NEW2 PDFДокумент47 страницMpob Grading Manual NEW2 PDFShivaram Suppiah100% (2)
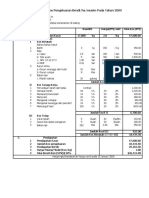
- Cash Flow BendiДокумент1 страницаCash Flow BendiShivaram SuppiahОценок пока нет
- Pending Work As of May 2017Документ1 страницаPending Work As of May 2017Shivaram SuppiahОценок пока нет
- Foam PDFДокумент15 страницFoam PDFShivaram SuppiahОценок пока нет
- Foaming of MesДокумент11 страницFoaming of MesShivaram SuppiahОценок пока нет
- Rheology Mud CalculatorДокумент9 страницRheology Mud CalculatorShivaram SuppiahОценок пока нет
- Drilling Fluids ManualДокумент444 страницыDrilling Fluids ManualShivaram Suppiah100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Buckling Instability of StructuresДокумент17 страницBuckling Instability of StructuresPeter IyereОценок пока нет
- Geogrid Standard Material SpecificationДокумент2 страницыGeogrid Standard Material SpecificationBriccioОценок пока нет
- Chapter1 Fiber IntroДокумент24 страницыChapter1 Fiber IntroSai Indrakaran Reddy CherabuddiОценок пока нет
- Diagram MeДокумент22 страницыDiagram MeAkira SaidОценок пока нет
- Ianswer: Bps 4125/Chm 4123 Medicinal Chemistry Midterm 1 (October 5, 2018)Документ7 страницIanswer: Bps 4125/Chm 4123 Medicinal Chemistry Midterm 1 (October 5, 2018)Halima AdenОценок пока нет
- Stoeber (2012) Effects of Maximum Particle Size and Sample Scaling On The MEchanical Behavior of Mine Waste Rock A Critical State ApproachДокумент300 страницStoeber (2012) Effects of Maximum Particle Size and Sample Scaling On The MEchanical Behavior of Mine Waste Rock A Critical State ApproachJustin StoeberОценок пока нет
- Power Plant Familiarisation V III+ AllfreesharezДокумент283 страницыPower Plant Familiarisation V III+ AllfreesharezGanesh Dasara100% (1)
- TM422Документ34 страницыTM422karamisin4274100% (1)
- Materials Science - Crystal StructureДокумент24 страницыMaterials Science - Crystal StructureNikhil GuptaОценок пока нет
- Scientific NotationДокумент91 страницаScientific NotationOthoniel EchagarrugaОценок пока нет
- Manual Tissue ProcessingДокумент48 страницManual Tissue ProcessingKim RuizОценок пока нет
- Mercury Poisoning in PetsДокумент3 страницыMercury Poisoning in PetsTINALEETNT723Оценок пока нет
- Sulfadiazine OralДокумент1 страницаSulfadiazine OralMariatul KiptiahОценок пока нет
- fsd35 Technical Information 6845 PDFДокумент6 страницfsd35 Technical Information 6845 PDFAndani RafikaОценок пока нет
- Motor Vehicle Air Conditioning (MVAC) : System Operation and The Refrigerant CycleДокумент49 страницMotor Vehicle Air Conditioning (MVAC) : System Operation and The Refrigerant CycleramsiОценок пока нет
- Fiber Optic Cables and Installation StandardДокумент72 страницыFiber Optic Cables and Installation StandardAmol Patki33% (3)
- MetallurgyДокумент2 страницыMetallurgygjabyОценок пока нет
- DocumentДокумент89 страницDocumentRajeev Sharma100% (1)
- Engine Performance and Exhaust Gas Emissions of Methanol and Ethanol-Diesel Blends - Cenk SayinДокумент6 страницEngine Performance and Exhaust Gas Emissions of Methanol and Ethanol-Diesel Blends - Cenk SayinTan Khai HeanОценок пока нет
- What Is A BatteryДокумент2 страницыWhat Is A Batteryshahzad444Оценок пока нет
- Isotropic Electrical Sheet Steel Under GOST 21427.2-83, ASTM A677A677M-89, EN 10106-96Документ2 страницыIsotropic Electrical Sheet Steel Under GOST 21427.2-83, ASTM A677A677M-89, EN 10106-96mindphaserОценок пока нет
- Handbook of Research On Nanoscience, Nanotechnology, and Advanced Materials (2014) PDFДокумент642 страницыHandbook of Research On Nanoscience, Nanotechnology, and Advanced Materials (2014) PDFJae Choi100% (1)
- Solderability of Metallic-Coated Products: Standard Test Method ForДокумент3 страницыSolderability of Metallic-Coated Products: Standard Test Method Forr.hangaiОценок пока нет
- IEPR Session 1 Part 2Документ14 страницIEPR Session 1 Part 2Vaidhyanathan ViswanathanОценок пока нет
- Northern Black Polished Ware in IndiaДокумент19 страницNorthern Black Polished Ware in IndiaMohit Sony100% (1)
- Problem No. 2-2 (Compression)Документ3 страницыProblem No. 2-2 (Compression)Jhun Michael LocusОценок пока нет
- What Is 21 CFR Part 11Документ26 страницWhat Is 21 CFR Part 11chemtabОценок пока нет
- Aloe Vera Apparels For Fit, and Youthful LifeДокумент2 страницыAloe Vera Apparels For Fit, and Youthful LifeJakariya NugrahaОценок пока нет
- Geochemistry - 04 - Solutions Multicomponent SystemДокумент11 страницGeochemistry - 04 - Solutions Multicomponent SystemRon TiptonОценок пока нет
- Review in Clinical MicrosДокумент103 страницыReview in Clinical MicrosSyvelmarie Tinte100% (1)