Вам также может понравиться
- Buoy Installation ProcedureДокумент26 страницBuoy Installation ProcedureFadliAnanda100% (1)
- MS-01-179 Tubing Tools and AccessoriesДокумент12 страницMS-01-179 Tubing Tools and AccessoriesJacques StrappeОценок пока нет
- Long Son - Instrument EngineerДокумент1 страницаLong Son - Instrument EngineerKhanh PhamОценок пока нет
- Flange Insulating Flange KitДокумент8 страницFlange Insulating Flange Kitim4uim4uim4uim4uОценок пока нет
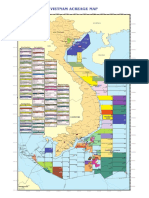
- Bản Đồ Dầu Khí VN 2016Документ1 страницаBản Đồ Dầu Khí VN 2016Khanh Pham100% (1)
- ABS - Single Point MooringДокумент92 страницыABS - Single Point MooringIbrahim Rahmatullah100% (1)
- NEK-606-Cable StandardДокумент41 страницаNEK-606-Cable StandardKhanh Pham100% (1)
- Klinger Catalogue 2013Документ296 страницKlinger Catalogue 2013pandiangvОценок пока нет
- HLK-31020 Water Jet PumpДокумент1 страницаHLK-31020 Water Jet PumpKhanh PhamОценок пока нет
- ANSI HI 10.6-2010 Air Operated Pump Tests PDFДокумент28 страницANSI HI 10.6-2010 Air Operated Pump Tests PDFKhanh PhamОценок пока нет
- STFFD-P1-007003-R09-1001 RevA-Hydrostatic or Pneumatic Test Certificate - Code 1Документ6 страницSTFFD-P1-007003-R09-1001 RevA-Hydrostatic or Pneumatic Test Certificate - Code 1Khanh PhamОценок пока нет
- Leakage Flow Calculation: HT Energy Joint Stock Company (HT Enegy)Документ1 страницаLeakage Flow Calculation: HT Energy Joint Stock Company (HT Enegy)Khanh PhamОценок пока нет
- Pressure Safety Valve Process Calculation NoteДокумент14 страницPressure Safety Valve Process Calculation NoteKhanh PhamОценок пока нет
- BN MLS 21 M007 102011 - Rev03 Datasheet For PSV - Code 1Документ20 страницBN MLS 21 M007 102011 - Rev03 Datasheet For PSV - Code 1Khanh PhamОценок пока нет
- Technis Reliability Study 18llДокумент8 страницTechnis Reliability Study 18llKhanh PhamОценок пока нет
- Miniproject-MRC602: Mobile Radio Communications 602 (11333 v.4) (Semester 2, 2010)Документ22 страницыMiniproject-MRC602: Mobile Radio Communications 602 (11333 v.4) (Semester 2, 2010)Khanh PhamОценок пока нет
- PCV SizingДокумент8 страницPCV SizingKhanh PhamОценок пока нет
- Vapor Pressures and Boiling Points of Sixty API-NBS HydrocarbonsДокумент9 страницVapor Pressures and Boiling Points of Sixty API-NBS HydrocarbonsKhanh PhamОценок пока нет
- Open Drain Caisson Pump Suction Lift Test FAT SheetДокумент1 страницаOpen Drain Caisson Pump Suction Lift Test FAT SheetKhanh PhamОценок пока нет
- Datasheet Polystone P CopolymerДокумент1 страницаDatasheet Polystone P CopolymerKhanh PhamОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5784)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Engine spare parts catalogue section and part codesДокумент185 страницEngine spare parts catalogue section and part codespgerbzmОценок пока нет
- 2016 Fluid Seals and Packings Hydraulic and Pneumatic Seals CatalogueДокумент372 страницы2016 Fluid Seals and Packings Hydraulic and Pneumatic Seals Cataloguehebert perezОценок пока нет
- 9853 6795 20 Spare Parts Catalogue New Cylinders PDFДокумент42 страницы9853 6795 20 Spare Parts Catalogue New Cylinders PDFHercules StyliarasОценок пока нет
- HB 3100, 3100 DP: Spare Parts ListДокумент52 страницыHB 3100, 3100 DP: Spare Parts ListElizabeth OctagonОценок пока нет
- Spare Parts Manual (HB 7000-7000DP)Документ36 страницSpare Parts Manual (HB 7000-7000DP)drmassterОценок пока нет
- Martillo hb3600 Atlas CopcoДокумент44 страницыMartillo hb3600 Atlas CopcoAbdul Zapata Escobar100% (2)
- Bake Chamber Type 30Документ222 страницыBake Chamber Type 30Luis Eduardo Albarracin RugelesОценок пока нет
- OUTER MAST (Figure 10-1) : Two Stage Limited Free-LiftДокумент14 страницOUTER MAST (Figure 10-1) : Two Stage Limited Free-LiftMelwyn FernandesОценок пока нет
- SS3100 2.375 DHSIT Valve Maintenance Manual Rev 7 10010661Документ54 страницыSS3100 2.375 DHSIT Valve Maintenance Manual Rev 7 10010661Eduardo Oyarzun0% (1)
- 880 Service Manual 204.160.008Документ188 страниц880 Service Manual 204.160.008Евгений ЕвсеевОценок пока нет
- Nstruction Anual: Ydraulic Nstallation OolsДокумент24 страницыNstruction Anual: Ydraulic Nstallation OolsrodrigoОценок пока нет
- KCP M37RДокумент141 страницаKCP M37RsofianeОценок пока нет
- Komatsu Parts in Stock - COSTEX 080818Документ40 страницKomatsu Parts in Stock - COSTEX 080818Agropartes SAОценок пока нет
- SteeringДокумент20 страницSteeringFernandoОценок пока нет
- UYIДокумент164 страницыUYIMohd NazriОценок пока нет
- Parts Manual: CascadeДокумент16 страницParts Manual: CascadeNizar BrahamОценок пока нет
- Push Pull (Cascade) DespieceДокумент20 страницPush Pull (Cascade) DespieceAntonio Vargas ZarateОценок пока нет
- 21 MPДокумент3 страницы21 MPWalker SkyОценок пока нет
- 7-9 Arme y Desarme CilindrosДокумент19 страниц7-9 Arme y Desarme Cilindroslevinton jose tobias genesОценок пока нет
- Compresión O-Rings PDFДокумент12 страницCompresión O-Rings PDFEdwin Patricio Taco ChuseteОценок пока нет
- 55D MT Triple Mast Parts List: 1900 North Street Marysville, Kansas 66508 (785) 562-5381Документ66 страниц55D MT Triple Mast Parts List: 1900 North Street Marysville, Kansas 66508 (785) 562-5381Christian BedoyaОценок пока нет
- 8991 3603 00 List of PartsДокумент29 страниц8991 3603 00 List of PartsNilton Manrique CossioОценок пока нет
- Townsend Type 82 (Besmindo)Документ21 страницаTownsend Type 82 (Besmindo)Boedi SyafiqОценок пока нет
- BOPC Parts Catalog Rev 090809Документ113 страницBOPC Parts Catalog Rev 090809Tito RodriguezОценок пока нет
- Bucket Cylinder AssemblyДокумент4 страницыBucket Cylinder AssemblyReyes VargasОценок пока нет
- PARTS LISTДокумент56 страницPARTS LISTnc341354Оценок пока нет
- 2100103-Tilt CylindersДокумент17 страниц2100103-Tilt CylindersFrancisco DiazОценок пока нет
- Manual de Operacion y Mantto ValvulasДокумент23 страницыManual de Operacion y Mantto Valvulasosenlop100% (1)
- OUTER MAST (Figure 11-1) : Two Stage Full Free-LiftДокумент16 страницOUTER MAST (Figure 11-1) : Two Stage Full Free-LiftMelwyn FernandesОценок пока нет
- 2500 Series SchematicДокумент2 страницы2500 Series Schematicab5951Оценок пока нет