Вам также может понравиться
- Disclosure To Promote The Right To InformationДокумент12 страницDisclosure To Promote The Right To InformationdombipinОценок пока нет
- Is 101 6 5 1997 PDFДокумент23 страницыIs 101 6 5 1997 PDFdombipinОценок пока нет
- Disclosure To Promote The Right To InformationДокумент5 страницDisclosure To Promote The Right To InformationdombipinОценок пока нет
- Disclosure To Promote The Right To InformationДокумент9 страницDisclosure To Promote The Right To InformationdombipinОценок пока нет
- Is 101 5 2 1988 PDFДокумент23 страницыIs 101 5 2 1988 PDFdombipinОценок пока нет
- Is 101 2 1 1988 PDFДокумент6 страницIs 101 2 1 1988 PDFdombipinОценок пока нет
- Is 101 4 1 1988 PDFДокумент10 страницIs 101 4 1 1988 PDFdombipinОценок пока нет
- Is 101 1 6 1987 PDFДокумент6 страницIs 101 1 6 1987 PDFdombipinОценок пока нет
- Disclosure To Promote The Right To InformationДокумент6 страницDisclosure To Promote The Right To InformationdombipinОценок пока нет
- Disclosure To Promote The Right To InformationДокумент14 страницDisclosure To Promote The Right To InformationdombipinОценок пока нет
- Disclosure To Promote The Right To InformationДокумент8 страницDisclosure To Promote The Right To InformationdombipinОценок пока нет
- Disclosure To Promote The Right To InformationДокумент8 страницDisclosure To Promote The Right To InformationdombipinОценок пока нет
- Transformer Training Inputs JMD 26 8 2015Документ14 страницTransformer Training Inputs JMD 26 8 2015dombipinОценок пока нет
- Painting: Prepared by K.SivakumarДокумент47 страницPainting: Prepared by K.SivakumardombipinОценок пока нет
- Disclosure To Promote The Right To InformationДокумент5 страницDisclosure To Promote The Right To InformationdombipinОценок пока нет
- Disclosure To Promote The Right To InformationДокумент8 страницDisclosure To Promote The Right To InformationdombipinОценок пока нет
- ASTM F36-15 - Test Method For Compressibility and Recovery of Gasket MaterialsДокумент4 страницыASTM F36-15 - Test Method For Compressibility and Recovery of Gasket Materialsdombipin100% (2)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- ATR - Throttle - Calibration - Quick - Guide v2023 - 04 - 24Документ3 страницыATR - Throttle - Calibration - Quick - Guide v2023 - 04 - 24José A. Montiel QuirósОценок пока нет
- Objective QuestionsДокумент16 страницObjective QuestionsBhardwaj Rajinder Sippy100% (2)
- ZF ASTronic Error CodesДокумент16 страницZF ASTronic Error Codesahmedkhl87% (109)
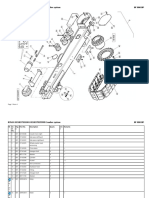
- 839.01 821837931001 821837939999 Crawler System BF 800 BP: Page 1 From 4Документ4 страницы839.01 821837931001 821837939999 Crawler System BF 800 BP: Page 1 From 4eshopmanual EnamОценок пока нет
- Right Angle Reduction Gears PDC Series in Line Reduction Gears PDL SeriesДокумент2 страницыRight Angle Reduction Gears PDC Series in Line Reduction Gears PDL SeriesMarcelo Walesko de MacedoОценок пока нет
- Operator'S Manual AND Set-Up Instructions For The: WDL-2070-FAДокумент49 страницOperator'S Manual AND Set-Up Instructions For The: WDL-2070-FAМаксим ЛитвинОценок пока нет
- RepairStats NEF67 MechEngines Mar05 PDFДокумент20 страницRepairStats NEF67 MechEngines Mar05 PDFmanuel segoviaОценок пока нет
- Twisted Pair - WikipediaДокумент6 страницTwisted Pair - WikipediaShubhanshu DwivediОценок пока нет
- Lista Standarde ASME B18-In VigoareДокумент8 страницLista Standarde ASME B18-In Vigoare2601220150379Оценок пока нет
- Piaggio MP3 LT 250 I.E.Документ346 страницPiaggio MP3 LT 250 I.E.ManuallesОценок пока нет
- Fgwilson Compass v2008b - Mgb062011 Perkins EngineДокумент347 страницFgwilson Compass v2008b - Mgb062011 Perkins EngineGiapy Phuc TranОценок пока нет
- Manual SD100Документ167 страницManual SD100MiguelEnriqueCastillo91% (34)
- Piston & Crankshaft - S130Документ4 страницыPiston & Crankshaft - S130mnvijaybabuОценок пока нет
- Sierra Corta PechoДокумент20 страницSierra Corta Pechoramfuentes869Оценок пока нет
- Agt-Usb 72 27Документ145 страницAgt-Usb 72 27Facundo LancioniОценок пока нет
- Kawasaki Vn1500!87!99 Service ManualДокумент20 страницKawasaki Vn1500!87!99 Service Manualstephanie100% (54)
- OEM Approval GuideДокумент8 страницOEM Approval GuideEsteban Fernando Meza IbacetaОценок пока нет
- Combustion EngineДокумент27 страницCombustion EnginePierce HardinОценок пока нет
- Calibracion de Valvulas Toyota 1nz YarisДокумент11 страницCalibracion de Valvulas Toyota 1nz Yariscpaolinod100% (3)
- Gi Accessories CatalogueДокумент24 страницыGi Accessories CataloguesultanprinceОценок пока нет
- VW Passat B6 2005 - Steering, Torque SpecificationsДокумент1 страницаVW Passat B6 2005 - Steering, Torque SpecificationsNPОценок пока нет
- Parts Manual Parts Manual Parts Manual Parts Manual: Mfg. No: 09T502-0111-B1Документ19 страницParts Manual Parts Manual Parts Manual Parts Manual: Mfg. No: 09T502-0111-B1GaborОценок пока нет
- 350/290 HP Engine (19355658 Base) Long Block Specifications: I-Sheet Part Number 19172591Документ21 страница350/290 HP Engine (19355658 Base) Long Block Specifications: I-Sheet Part Number 19172591Bladimir Luna campagneОценок пока нет
- Shop Manual Mustang 65Документ25 страницShop Manual Mustang 65SAúl Guth N40% (5)
- Manuale Officina x8 - 125Документ287 страницManuale Officina x8 - 125Maurizio MonacelliОценок пока нет
- Repair Parts ManualДокумент24 страницыRepair Parts ManualManuel Fernandez MoraОценок пока нет
- Parts Manual TL26 PT5-101Z5-1 (2620002 )Документ268 страницParts Manual TL26 PT5-101Z5-1 (2620002 )ws253294388Оценок пока нет
- Rolling Element Bearings Childs2014Документ53 страницыRolling Element Bearings Childs2014joshuaОценок пока нет
- FJM Remocon Module IM EN DB98-33102A-03 170105-1 PDFДокумент1 страницаFJM Remocon Module IM EN DB98-33102A-03 170105-1 PDFGuzman MorenoОценок пока нет
- Arctic Silver 95RE Recumbent Bike-PmДокумент22 страницыArctic Silver 95RE Recumbent Bike-PmMetin MatemaoramaОценок пока нет