Вам также может понравиться
- Advance Bio-Photon Analyzer ABPA A2 Home PageДокумент5 страницAdvance Bio-Photon Analyzer ABPA A2 Home PageStellaEstel100% (1)
- Drilling Bits: Dr. Gaurav Pandey Assistant Professor UpesДокумент78 страницDrilling Bits: Dr. Gaurav Pandey Assistant Professor UpeshassanОценок пока нет
- ASME Y14.6-2001 (R2007), Screw Thread RepresentationДокумент27 страницASME Y14.6-2001 (R2007), Screw Thread RepresentationDerekОценок пока нет
- CSEC IT Fundamentals of Hardware and SoftwareДокумент2 страницыCSEC IT Fundamentals of Hardware and SoftwareR.D. Khan100% (1)
- Pete321 Chapter4Документ20 страницPete321 Chapter4Jessica Cecilia Silva AnguloОценок пока нет
- Production Technology Lab FileДокумент45 страницProduction Technology Lab FileSakshi RoyОценок пока нет
- Gears, Types and ItsДокумент22 страницыGears, Types and ItsBravo VermaОценок пока нет
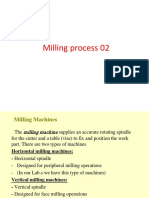
- Milling Process02Документ83 страницыMilling Process02Ben AhmedОценок пока нет
- How Does A Drill Bit WorkДокумент2 страницыHow Does A Drill Bit WorkrajasekharboОценок пока нет
- Drilling ProcessДокумент15 страницDrilling ProcessAl Fredo95% (21)
- Category and Selection of Roller BitДокумент23 страницыCategory and Selection of Roller BitEyanya MtilaОценок пока нет
- Drilling MachineДокумент30 страницDrilling MachineNitinManjeraОценок пока нет
- Unit 2 - Drilling 29Документ41 страницаUnit 2 - Drilling 29normanjames966Оценок пока нет
- Types of Angles in Drill BitsДокумент2 страницыTypes of Angles in Drill BitsAbdul AhadОценок пока нет
- Fea Stress Analysis of Drill BitДокумент40 страницFea Stress Analysis of Drill BitjagadeeshОценок пока нет
- Magnetic and Fravity ToolfaceДокумент17 страницMagnetic and Fravity Toolfacemadonnite3781100% (1)
- Machine MouldingДокумент3 страницыMachine MouldingDr.S.Ravi CITОценок пока нет
- Lathe and Capstan & TurretДокумент13 страницLathe and Capstan & TurretNishit Parmar100% (1)
- LatheДокумент14 страницLatheHimanshu ModiОценок пока нет
- Workshop Practice II (MEng4191)Документ35 страницWorkshop Practice II (MEng4191)Tesema TeshomeОценок пока нет
- Drilling MachineДокумент9 страницDrilling MachineAqib ZamanОценок пока нет
- Drill BitДокумент21 страницаDrill Bitchris loubakiОценок пока нет
- Drilling Machine Types GuideДокумент42 страницыDrilling Machine Types GuideSomenath RahaОценок пока нет
- Drilling SRM UniviersityДокумент27 страницDrilling SRM UniviersityBhavin Desai100% (2)
- Taxation of interest income paid to foreign corporationsДокумент1 страницаTaxation of interest income paid to foreign corporationsCass CataloОценок пока нет
- Drilling Machine Types and Operations GuideДокумент71 страницаDrilling Machine Types and Operations Guideravi upadhyayОценок пока нет
- Finishing Operations GuideДокумент27 страницFinishing Operations GuideAnnieMalik100% (1)
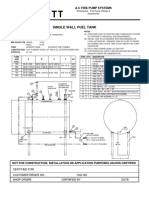
- Single Wall Fuel Tank: FP 2.7 A-C Fire Pump SystemsДокумент1 страницаSingle Wall Fuel Tank: FP 2.7 A-C Fire Pump Systemsricardo cardosoОценок пока нет
- Milling OperationsДокумент4 страницыMilling Operationsinboxsweets100% (1)
- Lab MannualsДокумент15 страницLab MannualsJatin PahujaОценок пока нет
- Name of The Experiment:: Study and Operation Bench Drilling MachineДокумент5 страницName of The Experiment:: Study and Operation Bench Drilling MachinemadОценок пока нет
- Safety tips for shaper machinesДокумент9 страницSafety tips for shaper machinesFayyaz NadeemОценок пока нет
- Slotting MachineДокумент30 страницSlotting MachineUsman Zubair100% (1)
- Non Chip FormingДокумент33 страницыNon Chip FormingNur AmirahОценок пока нет
- Drilling Process GuideДокумент61 страницаDrilling Process GuideAjay RanaОценок пока нет
- Drilling Bit Introduction and Bit Selection (Part 2)Документ32 страницыDrilling Bit Introduction and Bit Selection (Part 2)Ali AlakariОценок пока нет
- Rolling ProcessДокумент17 страницRolling ProcessRavichandran GОценок пока нет
- Drill Press Function, Safety and Operation GuideДокумент3 страницыDrill Press Function, Safety and Operation GuideKhairuleIdhamОценок пока нет
- Difference Between Up and Down MillingДокумент4 страницыDifference Between Up and Down MillingT. VeerabhadraiahОценок пока нет
- Cutting ToolsДокумент25 страницCutting ToolsjaiswalsiddharthОценок пока нет
- Machining Science Sybtech Prod by DV ShirbhateДокумент121 страницаMachining Science Sybtech Prod by DV ShirbhateDIPAK VINAYAK SHIRBHATEОценок пока нет
- Manufacturing Technology Lab Manual Safety RulesДокумент34 страницыManufacturing Technology Lab Manual Safety RulesSamuelPannierselvamShirleyОценок пока нет
- Machine Tools: Shaper Machine GuideДокумент62 страницыMachine Tools: Shaper Machine GuideFaisal MaqsoodОценок пока нет
- Drilling, Tapping & ReamingДокумент5 страницDrilling, Tapping & ReamingAayush AgrawalОценок пока нет
- Garniture de ForageДокумент23 страницыGarniture de ForageRøm ËøОценок пока нет
- Boring ToolДокумент15 страницBoring ToolmuneiahОценок пока нет
- Drilling & BoringДокумент14 страницDrilling & BoringDanur M' PahleviОценок пока нет
- Drilling MethodsДокумент2 страницыDrilling MethodsAndi FirdausОценок пока нет
- Core Drilling and Coring Tools: F Conventional Coring F Wireline (WL) - Coring F New Coring TechniqueДокумент10 страницCore Drilling and Coring Tools: F Conventional Coring F Wireline (WL) - Coring F New Coring TechniqueMarcos SobreiroОценок пока нет
- Magnetic and Gravity Toolface OrientationДокумент15 страницMagnetic and Gravity Toolface OrientationAdin PraviMoški PartAdis0% (1)
- 06 TESME DrillingДокумент7 страниц06 TESME Drillingsoftminestudio100% (1)
- Work HoldingДокумент5 страницWork HoldingKANDALA RAJASHEKAR REDDYОценок пока нет
- Shaping Machine Operations GuideДокумент25 страницShaping Machine Operations Guidekatakamharish100% (1)
- OCTG RangeДокумент4 страницыOCTG RangeDuy NguyenОценок пока нет
- Automats and Tool LayoutsДокумент20 страницAutomats and Tool LayoutsAyesha IshuОценок пока нет
- Casing Design 2Документ37 страницCasing Design 2Lokman DridahОценок пока нет
- Milling: VFT RPM DinДокумент3 страницыMilling: VFT RPM Dinhammada1001Оценок пока нет
- Lathe ExperimentДокумент7 страницLathe ExperimentMd Sajib SheikhОценок пока нет
- A Milling MachineДокумент8 страницA Milling MachinepedjaОценок пока нет
- Lab Sheet MillingДокумент5 страницLab Sheet MillingLalang Laut BestОценок пока нет
- Milling MachineДокумент10 страницMilling MachineNEF RIDERSОценок пока нет
- DrillingДокумент3 страницыDrillingHilario PongaronОценок пока нет
- Gear CuttingДокумент3 страницыGear CuttingBarun DeОценок пока нет
- AAAAAAAAAAAAAAДокумент13 страницAAAAAAAAAAAAAAArslanОценок пока нет
- Unit 5Документ8 страницUnit 5Narendra YadavОценок пока нет
- Heat Lab Exp 4Документ1 страницаHeat Lab Exp 4Amanda LamОценок пока нет
- ICEB 212 w1Документ14 страницICEB 212 w1Amanda LamОценок пока нет
- Mechanics II Dynamics: Ball Velocity & Penetration DepthДокумент1 страницаMechanics II Dynamics: Ball Velocity & Penetration DepthAmanda LamОценок пока нет
- EEEB113 Test 2 Sem 1 1516 SolnДокумент15 страницEEEB113 Test 2 Sem 1 1516 SolnAmanda LamОценок пока нет
- Tutorial 1 (Chp 2.5 - 2.6) 1.0 Determine the coordinate direction angle γ for F2 and the resultant force acting on the bracket as shown in Figure 1Документ1 страницаTutorial 1 (Chp 2.5 - 2.6) 1.0 Determine the coordinate direction angle γ for F2 and the resultant force acting on the bracket as shown in Figure 1Amanda LamОценок пока нет
- GoodДокумент1 страницаGoodAmanda LamОценок пока нет
- BadДокумент1 страницаBadAmanda LamОценок пока нет
- 2006-07 (Supercupa) AC Milan-FC SevillaДокумент24 страницы2006-07 (Supercupa) AC Milan-FC SevillavasiliscОценок пока нет
- 2JA5K2 FullДокумент22 страницы2JA5K2 FullLina LacorazzaОценок пока нет
- NAC Case Study AnalysisДокумент25 страницNAC Case Study AnalysisSushma chhetriОценок пока нет
- An Overview of National Ai Strategies and Policies © Oecd 2021Документ26 страницAn Overview of National Ai Strategies and Policies © Oecd 2021wanyama DenisОценок пока нет
- Bernardo Corporation Statement of Financial Position As of Year 2019 AssetsДокумент3 страницыBernardo Corporation Statement of Financial Position As of Year 2019 AssetsJean Marie DelgadoОценок пока нет
- Ju Complete Face Recovery GAN Unsupervised Joint Face Rotation and De-Occlusion WACV 2022 PaperДокумент11 страницJu Complete Face Recovery GAN Unsupervised Joint Face Rotation and De-Occlusion WACV 2022 PaperBiponjot KaurОценок пока нет
- Circular 09/2014 (ISM) : SubjectДокумент7 страницCircular 09/2014 (ISM) : SubjectDenise AhrendОценок пока нет
- Janapriya Journal of Interdisciplinary Studies - Vol - 6Документ186 страницJanapriya Journal of Interdisciplinary Studies - Vol - 6abiskarОценок пока нет
- 3838 Chandra Dev Gurung BSBADM502 Assessment 2 ProjectДокумент13 страниц3838 Chandra Dev Gurung BSBADM502 Assessment 2 Projectxadow sahОценок пока нет
- Pig PDFДокумент74 страницыPig PDFNasron NasirОценок пока нет
- Chapter 1 Qus OnlyДокумент28 страницChapter 1 Qus OnlySaksharОценок пока нет
- Laundry & Home Care: Key Financials 1Документ1 страницаLaundry & Home Care: Key Financials 1Catrinoiu PetreОценок пока нет
- Internship Report Recruitment & Performance Appraisal of Rancon Motorbikes LTD, Suzuki Bangladesh BUS 400Документ59 страницInternship Report Recruitment & Performance Appraisal of Rancon Motorbikes LTD, Suzuki Bangladesh BUS 400Mohammad Shafaet JamilОценок пока нет
- Instrumentos de Medición y Herramientas de Precisión Starrett DIAl TEST INDICATOR 196 A1ZДокумент24 страницыInstrumentos de Medición y Herramientas de Precisión Starrett DIAl TEST INDICATOR 196 A1Zmicmarley2012Оценок пока нет
- ADSLADSLADSLДокумент83 страницыADSLADSLADSLKrishnan Unni GОценок пока нет
- Introduction To Elective DesignДокумент30 страницIntroduction To Elective Designabdullah 3mar abou reashaОценок пока нет
- Death Without A SuccessorДокумент2 страницыDeath Without A Successorilmanman16Оценок пока нет
- Usa Easa 145Документ31 страницаUsa Easa 145Surya VenkatОценок пока нет
- Haul Cables and Care For InfrastructureДокумент11 страницHaul Cables and Care For InfrastructureSathiyaseelan VelayuthamОценок пока нет
- 3) Stages of Group Development - To StudsДокумент15 страниц3) Stages of Group Development - To StudsDhannesh SweetAngelОценок пока нет
- Mapping Groundwater Recharge Potential Using GIS-Based Evidential Belief Function ModelДокумент31 страницаMapping Groundwater Recharge Potential Using GIS-Based Evidential Belief Function Modeljorge “the jordovo” davidОценок пока нет
- Planning For Network Deployment in Oracle Solaris 11.4: Part No: E60987Документ30 страницPlanning For Network Deployment in Oracle Solaris 11.4: Part No: E60987errr33Оценок пока нет
- Debentures Issued Are SecuritiesДокумент8 страницDebentures Issued Are Securitiesarthimalla priyankaОценок пока нет
- Assignment-2: MCA204 Financial Accounting and ManagementДокумент6 страницAssignment-2: MCA204 Financial Accounting and ManagementrashОценок пока нет
- Gerhard Budin PublicationsДокумент11 страницGerhard Budin Publicationshnbc010Оценок пока нет