Вам также может понравиться
- Installation Technology For Foundation FieldbusДокумент28 страницInstallation Technology For Foundation Fieldbusjanusz_1025Оценок пока нет
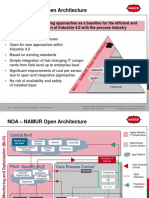
- NOA - NAMUR Open ArchitectureДокумент5 страницNOA - NAMUR Open ArchitectureudhaiiОценок пока нет
- Ethernet Industrial - Explicativo de Phoenix ContactДокумент48 страницEthernet Industrial - Explicativo de Phoenix Contactluk@_sОценок пока нет
- WDM Technologies: Passive Optical ComponentsОт EverandWDM Technologies: Passive Optical ComponentsAchyut K. DuttaОценок пока нет
- The Rise of Single Pair Ethernet IlotДокумент8 страницThe Rise of Single Pair Ethernet IlotJohn StewardОценок пока нет
- Understanding UMTS Radio Network Modelling, Planning and Automated Optimisation: Theory and PracticeОт EverandUnderstanding UMTS Radio Network Modelling, Planning and Automated Optimisation: Theory and PracticeMaciej NawrockiОценок пока нет
- Trajectory PredictionДокумент16 страницTrajectory PredictionAlberto CastilloОценок пока нет
- Distributed Computer Control Systems 1981: Proceedings of the Third IFAC Workshop, Beijing, China, 15-17 August 1981От EverandDistributed Computer Control Systems 1981: Proceedings of the Third IFAC Workshop, Beijing, China, 15-17 August 1981Оценок пока нет
- Wireless Technology LTEДокумент21 страницаWireless Technology LTEArun KumarОценок пока нет
- EtherNet IP Industrial ProtocolДокумент10 страницEtherNet IP Industrial Protocolamhosny64Оценок пока нет
- Quantum Well LasersОт EverandQuantum Well LasersPeter S. Zory Jr.Оценок пока нет
- SPC700 Spc700 Controller ModuleДокумент1 страницаSPC700 Spc700 Controller ModuleIlangoОценок пока нет
- Geophones Brochure Sercel PDFДокумент16 страницGeophones Brochure Sercel PDFAndrés FelipeОценок пока нет
- Final EIA Project Report For 2d Seismic Survey in Block 13tДокумент205 страницFinal EIA Project Report For 2d Seismic Survey in Block 13tEzzadin BabanОценок пока нет
- Bluetooth Based Smart Sensor NetworksДокумент10 страницBluetooth Based Smart Sensor NetworksSaugat PradhanОценок пока нет
- Analog and Digital MEMS Microphone Design Considerations6Документ7 страницAnalog and Digital MEMS Microphone Design Considerations6aragon1974Оценок пока нет
- 6G Wireless Communication Systems-3Документ23 страницы6G Wireless Communication Systems-3Rahul RОценок пока нет
- 5.Eng-Peak Cancellation Crest Factor-VINAY REDDY NДокумент10 страниц5.Eng-Peak Cancellation Crest Factor-VINAY REDDY NImpact JournalsОценок пока нет
- Fiber To Home Micro ProjectДокумент17 страницFiber To Home Micro ProjectPranil KambleОценок пока нет
- MemsДокумент30 страницMemsYuvaraj RangarajОценок пока нет
- 5g Architicture PDFДокумент12 страниц5g Architicture PDFOsman AlbahiОценок пока нет
- Optical Data SecurityДокумент25 страницOptical Data SecurityAnish Gupta50% (2)
- Plum Consulting Valuation of Public Mobile Spectrum at 825 845 MHZ and 870 890 MHZДокумент29 страницPlum Consulting Valuation of Public Mobile Spectrum at 825 845 MHZ and 870 890 MHZsanjeevk05Оценок пока нет
- BlockChain For IoT Security and ManagemeДокумент9 страницBlockChain For IoT Security and ManagemeWani Zahoor100% (1)
- Technical Seminar Topic Name 6G Mobile Technology: Seminar By: Karthik Rajaram (1BH17CS028) Sem: VIII Department of CSEДокумент9 страницTechnical Seminar Topic Name 6G Mobile Technology: Seminar By: Karthik Rajaram (1BH17CS028) Sem: VIII Department of CSEYATHISH M GОценок пока нет
- Design of IMAR Using Proxy Servers in Wireless NetworkДокумент5 страницDesign of IMAR Using Proxy Servers in Wireless NetworkNehru Veerabatheran100% (1)
- 4G TechnologyДокумент60 страниц4G TechnologyGaurav80% (5)
- Solution To Charging and Billing in 4G Network VITДокумент55 страницSolution To Charging and Billing in 4G Network VITRakesh RanjanОценок пока нет
- IEEE Final Paper Format 1Документ6 страницIEEE Final Paper Format 1Widyawardana AdiprawitaОценок пока нет
- Introduction LTEДокумент40 страницIntroduction LTEMarco SignoriniОценок пока нет
- EEE4121F - Solution Totutorial - 1 - 2019Документ3 страницыEEE4121F - Solution Totutorial - 1 - 2019ObusitseОценок пока нет
- Gpon Vs EponДокумент17 страницGpon Vs Eponkflim100% (1)
- Block Chain Technology Unit-IДокумент20 страницBlock Chain Technology Unit-IsriniefsОценок пока нет
- Ultra Wide BandДокумент34 страницыUltra Wide Bandapi-19937584Оценок пока нет
- IoT Hasan Derhamy Print IVДокумент302 страницыIoT Hasan Derhamy Print IVA.n. Mukunda RaoОценок пока нет
- Fiber Optic SensorsДокумент11 страницFiber Optic SensorsRahul KumarОценок пока нет
- UAV Communications For 5G and Beyond Recent Advances and Future Trends PDFДокумент23 страницыUAV Communications For 5G and Beyond Recent Advances and Future Trends PDFWaleed AlmarshediОценок пока нет
- XG PON YanquiLuo HuaweiДокумент20 страницXG PON YanquiLuo HuaweiangelpyОценок пока нет
- RF Energy Harvesting System For Charging Mobile PhonesДокумент15 страницRF Energy Harvesting System For Charging Mobile PhonesSeun FratobsОценок пока нет
- A New Convolutional Neural Network Based Data-Driven Fault Diagnosis MethodДокумент9 страницA New Convolutional Neural Network Based Data-Driven Fault Diagnosis Methodhachan100% (1)
- T0000598REFTRGiDX 33RevG01052017 PDFДокумент286 страницT0000598REFTRGiDX 33RevG01052017 PDFThanhОценок пока нет
- 76.multi Sensor-Smoke, Fire, Temperature, Gas, Metal and Intruder Based Security Robot Using ZigbeeДокумент4 страницы76.multi Sensor-Smoke, Fire, Temperature, Gas, Metal and Intruder Based Security Robot Using ZigbeeAnil Kumar0% (2)
- SW UMS302 MaintenanceGuide10Документ51 страницаSW UMS302 MaintenanceGuide10rafik_farhat9997Оценок пока нет
- Netsim Experiment Manual - 1Документ163 страницыNetsim Experiment Manual - 1Rajiv PathakОценок пока нет
- Wireless Networks Seminar Report and TopicДокумент32 страницыWireless Networks Seminar Report and TopicAnkit KumarОценок пока нет
- Towards 6G Wireless Communication Networks: Vision, Enabling Technologies, and New Paradigm ShiftsДокумент75 страницTowards 6G Wireless Communication Networks: Vision, Enabling Technologies, and New Paradigm ShiftsMirela CimpanuОценок пока нет
- Wireless Communication With WIBREДокумент8 страницWireless Communication With WIBRESatishreddy MariyalaОценок пока нет
- AN5506!01!02 Series GPON Remote Terminal Product ManualДокумент78 страницAN5506!01!02 Series GPON Remote Terminal Product Manual32362292Оценок пока нет
- Logic Manager Specification and Technical Data: DetergantДокумент16 страницLogic Manager Specification and Technical Data: Deterganttimsar1357Оценок пока нет
- Passive Survey Survey Report ExampleДокумент19 страницPassive Survey Survey Report Examplemuslim1234Оценок пока нет
- Best Practices For IEEE 1588/ PTP Network DeploymentДокумент7 страницBest Practices For IEEE 1588/ PTP Network DeploymentarzeszutОценок пока нет
- An Area Efficient Universal Cryptography Processor For Smart CardsДокумент87 страницAn Area Efficient Universal Cryptography Processor For Smart Cardsnagaharika25930% (1)
- IotДокумент17 страницIotshwetasharma23Оценок пока нет
- Project ProposalДокумент28 страницProject ProposalEmily PierisОценок пока нет
- Abi Research LpwansДокумент16 страницAbi Research Lpwanstestuser5791Оценок пока нет
- 4g Mobile Communication System A Seminar Report (1) Computer Science Seminar TopicsДокумент7 страниц4g Mobile Communication System A Seminar Report (1) Computer Science Seminar TopicsfinitehourabyssОценок пока нет
- BAJA RULES 2020 Rev B 2020-01-26Документ129 страницBAJA RULES 2020 Rev B 2020-01-26baja100% (2)
- Paccar PX 8 Spec SheetДокумент6 страницPaccar PX 8 Spec SheetCarlos Alberto Gutierrez Lopez0% (1)
- AmarnathДокумент26 страницAmarnathsandeshasОценок пока нет
- Unit - 2 Diff Amp Objective QuestionsДокумент3 страницыUnit - 2 Diff Amp Objective QuestionsRaviОценок пока нет
- Web Pacs Viewer 2008Документ68 страницWeb Pacs Viewer 2008Devair VieiraОценок пока нет
- Frs 3.4.0f 05-31-11Документ467 страницFrs 3.4.0f 05-31-11SRKОценок пока нет
- Nokia 5310 Service Manual Level 1 and 2Документ16 страницNokia 5310 Service Manual Level 1 and 2adybosss100% (1)
- A Project Report On Financial Performance Evaluation With Key Ratios at Vasavadatta Cement Kesoram Industries LTD Sedam Gulbarga PDFДокумент82 страницыA Project Report On Financial Performance Evaluation With Key Ratios at Vasavadatta Cement Kesoram Industries LTD Sedam Gulbarga PDFK Sagar Kondolla100% (1)
- @ RhinoДокумент29 страниц@ RhinoHimanshu PatelОценок пока нет
- Cooling Load Pasig GymnasiumДокумент62 страницыCooling Load Pasig GymnasiumHenry San PedroОценок пока нет
- BSi-Water Cooling Towers.Документ34 страницыBSi-Water Cooling Towers.FIRSON ANDRES Serrano100% (1)
- Fighting To Win - Tank in Australian ArmyДокумент38 страницFighting To Win - Tank in Australian ArmyLeo Purdy100% (1)
- Ponds and Aerated LagoonsДокумент24 страницыPonds and Aerated LagoonsGabriella AngОценок пока нет
- Breakwater Vertical BarriersДокумент10 страницBreakwater Vertical BarriersAlbert PranataОценок пока нет
- Parts Catalog: This Catalog Gives The Numbers and Names of Parts On This MachineДокумент39 страницParts Catalog: This Catalog Gives The Numbers and Names of Parts On This MachinePericoОценок пока нет
- HK102H To-92Документ3 страницыHK102H To-92The FatherОценок пока нет
- Explosive Materials 1907Документ188 страницExplosive Materials 1907kgrhoads100% (1)
- Pivot PointДокумент22 страницыPivot Pointjanderclanderpeich100% (1)
- Shear StressДокумент8 страницShear StressRommel Carlo LargadoОценок пока нет
- Security Door InstallationДокумент15 страницSecurity Door InstallationHugo TrindadeОценок пока нет
- Backhoe Loaders: 820 860 SX 860 Elite 970 Elite 880 SX 880 Elite 980 EliteДокумент4 страницыBackhoe Loaders: 820 860 SX 860 Elite 970 Elite 880 SX 880 Elite 980 EliteJuan Carranza LeonОценок пока нет
- East West Pipe Rack For Piping Project J-80: Sendan International Company LTDДокумент25 страницEast West Pipe Rack For Piping Project J-80: Sendan International Company LTDFarrukh Javed100% (1)
- Bill of Engineering Measurement and Evaluation (Beme) For One Storey Mini-Shopping ComplexДокумент10 страницBill of Engineering Measurement and Evaluation (Beme) For One Storey Mini-Shopping ComplexANAYO EZE100% (1)
- BVA Cylinder Accessories CatalogДокумент1 страницаBVA Cylinder Accessories CatalogTitanplyОценок пока нет
- WPT PresentationДокумент23 страницыWPT PresentationSyed Safiur RahmanОценок пока нет
- Presentation of DC Power System in Telecom by Muhammad QasimДокумент42 страницыPresentation of DC Power System in Telecom by Muhammad QasimMuhammad Qasim100% (1)
- Elegant InteriorsДокумент38 страницElegant Interiorsalka dsouzaОценок пока нет
- Kick Off MPPTCL-TR-108Документ15 страницKick Off MPPTCL-TR-108Akd DeshmukhОценок пока нет
- 99929Документ20 страниц99929Tamer Moustafa100% (2)
- New Build Snagging List TemplateДокумент13 страницNew Build Snagging List TemplatekekerodeОценок пока нет