Вам также может понравиться
- ABSTRACTДокумент1 страницаABSTRACTPavan Kalyan SuryavamshiОценок пока нет
- A Major Project Report On Design and Fabrication of Multi Nut RemoverДокумент43 страницыA Major Project Report On Design and Fabrication of Multi Nut RemoverPavan Kalyan Suryavamshi100% (1)
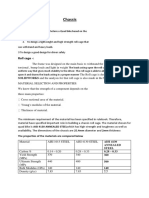
- Function of ChassДокумент8 страницFunction of ChassPavan Kalyan SuryavamshiОценок пока нет
- St. Martin'S Engineering College: Professional Communication in EnglishДокумент2 страницыSt. Martin'S Engineering College: Professional Communication in EnglishPavan Kalyan SuryavamshiОценок пока нет
- Short 1 PDFДокумент14 страницShort 1 PDFPavan Kalyan SuryavamshiОценок пока нет
- MOS Lab Manual - NewДокумент41 страницаMOS Lab Manual - NewPavan Kalyan SuryavamshiОценок пока нет
- Engine Procurement GuidelinesДокумент2 страницыEngine Procurement GuidelinesPavan Kalyan SuryavamshiОценок пока нет
- Reasoning Your Way Through The FSAE Design Process Fsaeforums 20150503Документ9 страницReasoning Your Way Through The FSAE Design Process Fsaeforums 20150503Pavan Kalyan SuryavamshiОценок пока нет
- Engine Procurement GuidelinesДокумент2 страницыEngine Procurement GuidelinesPavan Kalyan SuryavamshiОценок пока нет
- Carroll Smith - Engineer in Your Pocket PDFДокумент36 страницCarroll Smith - Engineer in Your Pocket PDFPavan Kalyan Suryavamshi100% (1)
- Reasoning Your Way Through The FSAE Design Process Fsaeforums 20150503Документ9 страницReasoning Your Way Through The FSAE Design Process Fsaeforums 20150503Pavan Kalyan SuryavamshiОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- BLDC 2Документ6 страницBLDC 2Pravat SatpathyОценок пока нет
- Syllabus InformatiqueДокумент540 страницSyllabus Informatiquebio fabОценок пока нет
- Treatment of Assets Under Construction in SAP - From Creation To Settlement - SapGurusДокумент22 страницыTreatment of Assets Under Construction in SAP - From Creation To Settlement - SapGurusAman VermaОценок пока нет
- FastCAM Tutorial 137PДокумент137 страницFastCAM Tutorial 137PAldi ZuldiansyahОценок пока нет
- LOGO! Analog Input PT100 ManualДокумент6 страницLOGO! Analog Input PT100 ManualKhurram100% (3)
- Muscle and Pain Stimulators: Price ListДокумент1 страницаMuscle and Pain Stimulators: Price ListSanthosh KumarОценок пока нет
- UMTS CS Call Drop Analysis Guide ZteДокумент30 страницUMTS CS Call Drop Analysis Guide Zteatungorai4234100% (11)
- PPP Feature Config Guide Rev CДокумент29 страницPPP Feature Config Guide Rev CSai Kyaw HtikeОценок пока нет
- Memory ManagmentДокумент3 страницыMemory ManagmentAmiraОценок пока нет
- Defining EC8 Seismic Analysis in Robot - ExampleДокумент5 страницDefining EC8 Seismic Analysis in Robot - ExampleMircea TomusОценок пока нет
- B679 Introduce FileДокумент6 страницB679 Introduce FileNguyen Vu Hoang ThachОценок пока нет
- 271 7Документ0 страниц271 7Usman Sabir100% (1)
- Simulaids 2011 CatalogДокумент68 страницSimulaids 2011 CatalogAlfred De Jesús ToledoОценок пока нет
- Particle Flow OrbazДокумент159 страницParticle Flow OrbazAna QuintanaОценок пока нет
- StdoutДокумент2 страницыStdoutManuel MontesinosОценок пока нет
- CBIS From Functional View PointДокумент12 страницCBIS From Functional View Pointmaba2610Оценок пока нет
- Tic Tac ToeДокумент17 страницTic Tac ToeAlvin Wilfred OgotОценок пока нет
- Coast Guard Bridge Navigation Refresher Guidebook (August 2011 Edition)Документ88 страницCoast Guard Bridge Navigation Refresher Guidebook (August 2011 Edition)cdnolan100% (8)
- Fortinet Product Matrix September 2013Документ4 страницыFortinet Product Matrix September 2013Tuấn LêОценок пока нет
- Advance Excel Course Notes CompleteДокумент58 страницAdvance Excel Course Notes CompleteAbhishek Motiram JagtapОценок пока нет
- Last Clean ExceptionДокумент4 страницыLast Clean ExceptionHavanna G.Оценок пока нет
- Minh Nguyen ResumeДокумент2 страницыMinh Nguyen Resumeapi-537841053Оценок пока нет
- Extending TeamsДокумент88 страницExtending TeamsYo Gin YunenОценок пока нет
- Chapter4: SQL-The Relational Database Standard T2: Page 245-284Документ37 страницChapter4: SQL-The Relational Database Standard T2: Page 245-284Bahlol JabarkhailОценок пока нет
- Data Privacy and Online LearningДокумент23 страницыData Privacy and Online LearningReymart de VeraОценок пока нет
- Django Unit 1Документ84 страницыDjango Unit 1Megha singhОценок пока нет
- Plagiarism - ReportДокумент13 страницPlagiarism - ReportGuddi ShelarОценок пока нет
- TMC2226 V1.0 інструкціяДокумент5 страницTMC2226 V1.0 інструкціяІгор КарплюкОценок пока нет
- Agromac: Agriculture Robotic Machine: Abstract - Agromac Is The Robot Designed For AgriculturalДокумент4 страницыAgromac: Agriculture Robotic Machine: Abstract - Agromac Is The Robot Designed For AgriculturalRaj keniОценок пока нет
- Ib Admit Card Rabi PDFДокумент1 страницаIb Admit Card Rabi PDFRabi Kumar100% (1)