Вам также может понравиться
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- A Guide To Lifting Beams and SpreadersДокумент34 страницыA Guide To Lifting Beams and Spreadersruov50% (2)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
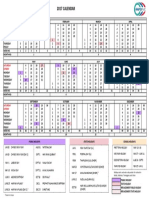
- Calendar 2017Документ1 страницаCalendar 2017G.SWAMIОценок пока нет
- Hisaka Plate and Frame Exchanger ManualДокумент160 страницHisaka Plate and Frame Exchanger ManualG.SWAMIОценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Guide To Lifting Beams and SpreadersДокумент19 страницA Guide To Lifting Beams and SpreadersG.SWAMIОценок пока нет
- TUBESHEETДокумент5 страницTUBESHEETMehta MehulОценок пока нет
- Pub 139 Copper Nickel Welding and Fabrication PDFДокумент32 страницыPub 139 Copper Nickel Welding and Fabrication PDFG.SWAMI100% (1)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Comparison Between Lattice Boom and Knuckle BoomДокумент2 страницыComparison Between Lattice Boom and Knuckle BoomG.SWAMI100% (2)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Studded Outlet HSB News Letter PDFДокумент4 страницыStudded Outlet HSB News Letter PDFG.SWAMIОценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Expansion Joint System PDFДокумент12 страницExpansion Joint System PDFG.SWAMIОценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Adan - Rangel: Register User Forum List Calendar Active Topics FAQДокумент7 страницAdan - Rangel: Register User Forum List Calendar Active Topics FAQG.SWAMIОценок пока нет
- Veg MenuДокумент4 страницыVeg MenuG.SWAMIОценок пока нет
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Classroom Contact Programme: Pre-Medical: Nurture Course Phase - MNBJ & MnpsДокумент28 страницClassroom Contact Programme: Pre-Medical: Nurture Course Phase - MNBJ & MnpsPrakhar KataraОценок пока нет
- Lavanya (20065-CH-009) VSP PPT-1Документ21 страницаLavanya (20065-CH-009) VSP PPT-1Yogesh BuradaОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Kimre Aiche 2008Документ12 страницKimre Aiche 2008Marcelo PerettiОценок пока нет
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- ART CLAVE Non-Metallic Inclsuions in High-Manganese-Alloy SteelsДокумент6 страницART CLAVE Non-Metallic Inclsuions in High-Manganese-Alloy SteelsAarón Escorza MistránОценок пока нет
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- HeraCeram IFU GB PDFДокумент52 страницыHeraCeram IFU GB PDFAna StanОценок пока нет
- Wastewater - Types, Characteristics & RegulationДокумент50 страницWastewater - Types, Characteristics & Regulationsam samОценок пока нет
- UTM ConversionsДокумент9 страницUTM ConversionsEndry Himawan Budi Sasongko100% (1)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- AOCS CD 16-81Документ5 страницAOCS CD 16-81Aeropaulo14Оценок пока нет
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Handbook For Cogeneration and Combined Cycle Power Plants: Second EditionДокумент18 страницHandbook For Cogeneration and Combined Cycle Power Plants: Second Editionsetyo nugrohoОценок пока нет
- Chap - 04 (Basic Chemistry) PDFДокумент73 страницыChap - 04 (Basic Chemistry) PDFDewi RahayuОценок пока нет
- Grade 7 2nd Parallel Assessment SampleДокумент3 страницыGrade 7 2nd Parallel Assessment SampleElaiza TauthoОценок пока нет
- Safety Data Sheet: 1. IdentificationДокумент6 страницSafety Data Sheet: 1. IdentificationFahmi FahreziОценок пока нет
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Opal GemstoneДокумент1 страницаOpal GemstoneJohn Angelo Fernandez OquianaОценок пока нет
- MKP Map UpДокумент5 страницMKP Map Upfertilizer exporterОценок пока нет
- Problem Set 4 SolutionsДокумент6 страницProblem Set 4 SolutionsFaisal ShahzadОценок пока нет
- Oceanography Basic Concepts and General Theoris.Документ5 страницOceanography Basic Concepts and General Theoris.kaidere100% (2)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Restricted 3B ProblemДокумент18 страницRestricted 3B ProblemcarloОценок пока нет
- Issn: IssnДокумент9 страницIssn: IssnEnelico SasОценок пока нет
- Cambridge IGCSE Combined and Co Ordinated Sciences Tom Duncan, BryanДокумент545 страницCambridge IGCSE Combined and Co Ordinated Sciences Tom Duncan, Bryanlynx x100% (3)
- LR-Practical 2 (AAS Ashing)Документ12 страницLR-Practical 2 (AAS Ashing)najwaОценок пока нет
- Stainless Steel AL 17-4 Precipitation Hardening Alloy: General PropertiesДокумент5 страницStainless Steel AL 17-4 Precipitation Hardening Alloy: General PropertiesforuzzОценок пока нет
- Ethacure® 90 - AlbemarleДокумент2 страницыEthacure® 90 - Albemarlesriatul2006Оценок пока нет
- Assignment 2: Vapor PressureДокумент3 страницыAssignment 2: Vapor PressureRanaОценок пока нет
- Air Kerma To Dose Equivalent Conversion Coefficients Not Included in Iso 4037-3Документ7 страницAir Kerma To Dose Equivalent Conversion Coefficients Not Included in Iso 4037-3Andy L. Romero AcostaОценок пока нет
- ID NoneДокумент8 страницID NoneHans SihalohoОценок пока нет
- Construction of Ag - AgCl Reference Electrode and ApplicationДокумент3 страницыConstruction of Ag - AgCl Reference Electrode and ApplicationValentin-AngeloUzunovОценок пока нет
- Theoretical and Experimental Simulation of Passive Vacuum Solar FДокумент290 страницTheoretical and Experimental Simulation of Passive Vacuum Solar FBelchior Ferreira PintoОценок пока нет
- Lectuer-11 EvaporatorДокумент41 страницаLectuer-11 EvaporatorAurenio RibeiroОценок пока нет
- Dummies Guide To AstroДокумент18 страницDummies Guide To AstroCristhian Fernando Paz CОценок пока нет
- Prestressed Concrete Design (Praveen Nagarajan) (Z-Library)Документ328 страницPrestressed Concrete Design (Praveen Nagarajan) (Z-Library)Dera RALAMBOSAMIMANANAОценок пока нет