Вам также может понравиться
- Materials System SpecificationДокумент23 страницыMaterials System SpecificationFAPM1285Оценок пока нет
- 20 TMSS 02 R0Документ0 страниц20 TMSS 02 R0renjithas2005Оценок пока нет
- Structural Steel: Steel Shape Profile Cross Section Chemical Composition Standards I-Beams Second Moments of AreaДокумент10 страницStructural Steel: Steel Shape Profile Cross Section Chemical Composition Standards I-Beams Second Moments of AreaAnonymous nABFA4lОценок пока нет
- Suggested Specifications For Hot-Dip GalvanizingДокумент11 страницSuggested Specifications For Hot-Dip GalvanizingSreedhar Patnaik.M100% (1)
- C12632-QM-WPS-S-0001 R.1 PDFДокумент373 страницыC12632-QM-WPS-S-0001 R.1 PDFErick HoganОценок пока нет
- SAES-T-744 Design Criteria and Installation of Communication TowersДокумент7 страницSAES-T-744 Design Criteria and Installation of Communication TowersAbdul Rahim ShaikhОценок пока нет
- Saes A 206Документ16 страницSaes A 206Malcolm F Beall100% (1)
- Pip-001 Rev. A6Документ8 страницPip-001 Rev. A6anisaanОценок пока нет
- Saer 5974 PDFДокумент31 страницаSaer 5974 PDFZhiguo YangОценок пока нет
- Tes-W-109.01-R0-General Welding CriteriaДокумент23 страницыTes-W-109.01-R0-General Welding CriteriaUtkucan KILIÇОценок пока нет
- Corrosion Roche Arkhangelsk Part 4 CP2 CoatingsДокумент71 страницаCorrosion Roche Arkhangelsk Part 4 CP2 CoatingsAdel ChelbaОценок пока нет
- Saep 311Документ30 страницSaep 311GulfamОценок пока нет
- 01-SAMSS-048 PDF Download - CRA Clad or Lined Steel PipeДокумент4 страницы01-SAMSS-048 PDF Download - CRA Clad or Lined Steel PipeZahidRafiqueОценок пока нет
- Foundation Design - Day 1-Day 2Документ86 страницFoundation Design - Day 1-Day 2ochukoikogho0% (1)
- Hot Dip GalvanizingДокумент3 страницыHot Dip Galvanizingapply19842371Оценок пока нет
- Cable TrayДокумент5 страницCable Traykxalxo7637Оценок пока нет
- Asme+b31 4 PDFДокумент16 страницAsme+b31 4 PDFvin_omloveОценок пока нет
- Galvanizing ProcedureДокумент11 страницGalvanizing ProcedureMcmiltondmordomОценок пока нет
- Pip SupportДокумент167 страницPip SupportCristian DehnОценок пока нет
- Astm 890Документ3 страницыAstm 890bsnegi111Оценок пока нет
- Section 05120 Structural Steel Part 1Документ43 страницыSection 05120 Structural Steel Part 1jacksondcplОценок пока нет
- 01-SAMSS-044 PDF Download - CRA Clad Pipe SpoolsДокумент4 страницы01-SAMSS-044 PDF Download - CRA Clad Pipe SpoolsZahidRafiqueОценок пока нет
- Experience With Lined and Clad PipelinesДокумент17 страницExperience With Lined and Clad Pipelinesjoni Mart Sitio100% (1)
- 5 DCN - Design Change NoticeДокумент3 страницы5 DCN - Design Change Noticearif99pakОценок пока нет
- AZZ Galv Fab BookДокумент27 страницAZZ Galv Fab BookDaren NeradОценок пока нет
- Products Presentation MajorДокумент47 страницProducts Presentation MajorJuanita AndrewsОценок пока нет
- NL-WI-236-04 Nozzle Loads EquipmentДокумент3 страницыNL-WI-236-04 Nozzle Loads EquipmentChirag ShahОценок пока нет
- 583-9738 Procedure For Piping 00Документ22 страницы583-9738 Procedure For Piping 00sivaramОценок пока нет
- 6001F Rev 07 Material, Fabrication and Installation StructureДокумент83 страницы6001F Rev 07 Material, Fabrication and Installation StructurePatrickioОценок пока нет
- Ad-Cdzzzz-Cv-Spe-0032-000 Specification For Structural and Miscellaneous Materials and FabricationДокумент19 страницAd-Cdzzzz-Cv-Spe-0032-000 Specification For Structural and Miscellaneous Materials and FabricationMehman NasibovОценок пока нет
- A FEDS Structural BoltsДокумент6 страницA FEDS Structural BoltsCrimsonPoshОценок пока нет
- Hydrotest ProcedureДокумент3 страницыHydrotest Procedureaman131100% (2)
- RFI-3410 - Daily Fit Up Inspection Report-OKДокумент92 страницыRFI-3410 - Daily Fit Up Inspection Report-OKnguyennamxmОценок пока нет
- WELDABILITY of SteelДокумент41 страницаWELDABILITY of Steel0502ravi100% (1)
- Post Weld Heat TreatmentДокумент10 страницPost Weld Heat Treatmentcristian291011Оценок пока нет
- 1 SATIP-W-016-01 Welding of S C R M & Duplex SS - Rev 1Документ4 страницы1 SATIP-W-016-01 Welding of S C R M & Duplex SS - Rev 1JithuJohnОценок пока нет
- Welding Duplex Stainless Steel Piping SpecДокумент44 страницыWelding Duplex Stainless Steel Piping SpecAlaa100% (1)
- Saes B 054Документ14 страницSaes B 054Tarek Mustafa100% (1)
- A-320 - Fire Proofing of Steel StructureДокумент11 страницA-320 - Fire Proofing of Steel StructurePoorvi Bhave75% (4)
- Korean StandardДокумент1 страницаKorean StandardbayuОценок пока нет
- 4.4 Technical Specification For Structural SteelworkДокумент11 страниц4.4 Technical Specification For Structural SteelworkHazim HaОценок пока нет
- 01-SAMSS-333-HF Welded Line Pipe PDFДокумент35 страниц01-SAMSS-333-HF Welded Line Pipe PDFmunnaОценок пока нет
- Repair Welding Temper BeadДокумент9 страницRepair Welding Temper BeadwilliamjdtОценок пока нет
- Cathodic Protection ProjectДокумент6 страницCathodic Protection Projectjamal AlawsuОценок пока нет
- Technical Specification Index of Piping Material ClassДокумент3 страницыTechnical Specification Index of Piping Material ClassZvonko Bešlić100% (1)
- WeldPulse - Welding Software BrochureДокумент13 страницWeldPulse - Welding Software BrochureWeldPulse100% (1)
- Sts 02360Документ22 страницыSts 02360Sowjanya VenigallaОценок пока нет
- Inspection General for Plant's Equipment-R0-나규홍Документ25 страницInspection General for Plant's Equipment-R0-나규홍Rjeb mohamedОценок пока нет
- CWB - Welding Requirements Csa-S6 Canadian Highway Bridge Design Code Welding RequirementsДокумент2 страницыCWB - Welding Requirements Csa-S6 Canadian Highway Bridge Design Code Welding RequirementsStephen TilleyОценок пока нет
- Design Basis Report FOR Cable Tray: Document No. RINFRA-KUMPP-NEE-220-R-0001-R00Документ6 страницDesign Basis Report FOR Cable Tray: Document No. RINFRA-KUMPP-NEE-220-R-0001-R00pulasta109Оценок пока нет
- (Compare Report) SAES-B-005Документ14 страниц(Compare Report) SAES-B-005kartik_harwani4387Оценок пока нет
- Steel StructureДокумент6 страницSteel StructureONG VОценок пока нет
- Sabp P 004Документ17 страницSabp P 004Hassan MokhtarОценок пока нет
- WPS 03 GtawДокумент3 страницыWPS 03 GtawBiswajit DeyОценок пока нет
- Technical Proposal Blast DoorsДокумент17 страницTechnical Proposal Blast DoorsnpwalОценок пока нет
- Oxygen Level in Purging Gas During Welding of Duplex Stainless Steel - Google GroupsДокумент6 страницOxygen Level in Purging Gas During Welding of Duplex Stainless Steel - Google GroupssanketОценок пока нет
- 20-SDMS-01 R3 FinalДокумент30 страниц20-SDMS-01 R3 FinalFayyaz Ahmad KhanОценок пока нет
- Section 05505 METAL FABRICATIONS PDFДокумент13 страницSection 05505 METAL FABRICATIONS PDFIm ChinithОценок пока нет
- Sdcs-03 Part 1 (Distribution Network Grounding) Rev01Документ107 страницSdcs-03 Part 1 (Distribution Network Grounding) Rev01Haytham BafoОценок пока нет
- American Concrete Pavement Association Design and Construction GuideДокумент12 страницAmerican Concrete Pavement Association Design and Construction GuideluftwachОценок пока нет
- Glosario de Terminos en Ingenieria de PuentesДокумент99 страницGlosario de Terminos en Ingenieria de Puentesymaseda100% (1)
- Glosario de Terminos en Ingenieria de PuentesДокумент99 страницGlosario de Terminos en Ingenieria de Puentesymaseda100% (1)
- SAES-M-009 Design Criteria For Blast Resistant 2005Документ55 страницSAES-M-009 Design Criteria For Blast Resistant 2005ymasedaОценок пока нет
- SAES-Q-009 Concrete Retaining Walls 2008Документ5 страницSAES-Q-009 Concrete Retaining Walls 2008ymasedaОценок пока нет
- Saes Q 007Документ20 страницSaes Q 007noorggggg100% (1)
- SAES-Q-012 Criteria Design Construction Precast Prestressed Concrete Structures 2006Документ15 страницSAES-Q-012 Criteria Design Construction Precast Prestressed Concrete Structures 2006ymaseda100% (3)
- Ring Wall Foundation PDFДокумент18 страницRing Wall Foundation PDFAbhaysinh Shinde85% (13)
- SAES-Q-004 Installation Piles Offshore Structures 2004Документ22 страницыSAES-Q-004 Installation Piles Offshore Structures 2004ymaseda100% (2)
- SAES-M-005 Design and Construction Fixed Offshore Platforms 2008Документ24 страницыSAES-M-005 Design and Construction Fixed Offshore Platforms 2008ymaseda100% (2)
- SAES-L-440 Anchors Buried Pipelines 2005Документ6 страницSAES-L-440 Anchors Buried Pipelines 2005ymasedaОценок пока нет
- 12-SAMSS-014 Pre-Engineered Metal Buildings 2008Документ31 страница12-SAMSS-014 Pre-Engineered Metal Buildings 2008ymasedaОценок пока нет
- 124 1r 92-Esthetics in ConcreteДокумент1 страница124 1r 92-Esthetics in ConcreteymasedaОценок пока нет
- 12-SAMSS-008 Erection Structural Miscellaneous Steel 2011Документ4 страницы12-SAMSS-008 Erection Structural Miscellaneous Steel 2011ymasedaОценок пока нет
- 124 2R-94 PDFДокумент1 страница124 2R-94 PDFfarhadamОценок пока нет
- Company Profile ConДокумент4 страницыCompany Profile ConSudipThapaОценок пока нет
- TMAC Quality Management Systems CertificationsДокумент2 страницыTMAC Quality Management Systems CertificationsGuzman ManufacturingОценок пока нет
- Data Rates-CD Works Part 1Документ20 страницData Rates-CD Works Part 1vpmohammedОценок пока нет
- WP001Документ37 страницWP001jfl2096Оценок пока нет
- IS 802 Part-2:1978Документ13 страницIS 802 Part-2:1978Sardar. Vikramjit Singh RandhawaОценок пока нет
- Section 05120 Structural SteelДокумент9 страницSection 05120 Structural SteelMØhãmmed ØwięsОценок пока нет
- Hot TappingДокумент15 страницHot Tappingghkashyap150% (2)
- Ch13 - Steel Fabrication WorkДокумент54 страницыCh13 - Steel Fabrication Workwhyme_bОценок пока нет
- Automated Drain Cleaner Design and Progress ReportДокумент12 страницAutomated Drain Cleaner Design and Progress ReportMohd Anwar83% (6)
- Oilgasengineering 131129020341 Phpapp02Документ231 страницаOilgasengineering 131129020341 Phpapp02sj_scribd100% (5)
- Case Study of Fabtrol PDFДокумент8 страницCase Study of Fabtrol PDFtanvirОценок пока нет
- Structural Steel Specification for Civil Engineering ProjectsДокумент6 страницStructural Steel Specification for Civil Engineering Projectsfernanda rojasОценок пока нет
- Resume Mitesh Suneriya W CTCДокумент3 страницыResume Mitesh Suneriya W CTCMiteshSuneriyaОценок пока нет
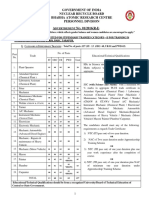
- Government of India Nuclear Recycle Board Bhabha Atomic Research Centre Personnel Division A N - 01/2016 (R-I)Документ7 страницGovernment of India Nuclear Recycle Board Bhabha Atomic Research Centre Personnel Division A N - 01/2016 (R-I)Śáńtőśh MőkáśhíОценок пока нет
- Udated Final SCVD-As of 31.12.2012Документ142 страницыUdated Final SCVD-As of 31.12.2012ArunkumarОценок пока нет
- Mechanized Vegetable Slicer Proposal - Technical - RuTAG FinalДокумент15 страницMechanized Vegetable Slicer Proposal - Technical - RuTAG Finalsathiscad123Оценок пока нет
- Design of a Manually Operated Rice TransplanterДокумент45 страницDesign of a Manually Operated Rice TransplanterJaja Gallardo BonafeОценок пока нет
- PSP-06 (Blasting & Painting Procedure)Документ6 страницPSP-06 (Blasting & Painting Procedure)beruslee82% (11)
- DMCI Steel Railing Fabrication MethodДокумент15 страницDMCI Steel Railing Fabrication MethodNanette LagundayОценок пока нет
- Costing of PipelinesДокумент18 страницCosting of Pipelinesbjtiew100% (3)
- Basic Fabrication Process FlowchartДокумент1 страницаBasic Fabrication Process FlowchartMorjhan MJ86% (29)
- SECTION 05530 Gratings Rev 1Документ17 страницSECTION 05530 Gratings Rev 1Mohsin ShaikhОценок пока нет
- Fabricatin Inspection Testing of Structural ProductДокумент44 страницыFabricatin Inspection Testing of Structural ProductwalitedisonОценок пока нет
- SECTION 05091 Rail W Elding: (Latest Addition)Документ232 страницыSECTION 05091 Rail W Elding: (Latest Addition)Giovanni-DuránОценок пока нет
- Prospectus 2013 14Документ165 страницProspectus 2013 14Bench AminОценок пока нет
- Lincoln Notes On Weld DistortionДокумент5 страницLincoln Notes On Weld DistortionansarALLAAHОценок пока нет
- Ptechnologies Industries Corp Company ProfileДокумент27 страницPtechnologies Industries Corp Company Profilejhay lagmanОценок пока нет
- Anclas Placas Base para Columnas Thomas MurrayДокумент89 страницAnclas Placas Base para Columnas Thomas MurrayMariano DiazОценок пока нет
- Hot Dip Galvanized SectionsДокумент5 страницHot Dip Galvanized SectionsFULIMA Steel StructureОценок пока нет
- Wtia Training Program 2014Документ6 страницWtia Training Program 2014Syed Mahmud Habibur RahmanОценок пока нет