Вам также может понравиться
- DPD 2Документ1 страницаDPD 2api-338470076Оценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Sierra Wireless firmware versions for cellular modulesДокумент20 страницSierra Wireless firmware versions for cellular modulesjacobbowserОценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
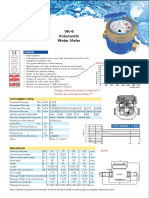
- Baylan: VK-6 Volumetric Water MeterДокумент1 страницаBaylan: VK-6 Volumetric Water MeterSanjeewa ChathurangaОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (890)
- 2014 Chevrolet Cruze maintenance schedule guideДокумент2 страницы2014 Chevrolet Cruze maintenance schedule guidericardo rodriguezОценок пока нет
- MatrikonOPC Server For Simulation Quick Start Guide PDFДокумент2 страницыMatrikonOPC Server For Simulation Quick Start Guide PDFJorge Perez CastañedaОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Node NO Slot NO CH No. Tag Name Address Signal Description: All Valve Fault Take From LogicДокумент103 страницыNode NO Slot NO CH No. Tag Name Address Signal Description: All Valve Fault Take From Logicash_captchajobsОценок пока нет
- Manual Mue Home RGBДокумент8 страницManual Mue Home RGBJason OrtizОценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- MongoDB vs RDBMS - A ComparisonДокумент20 страницMongoDB vs RDBMS - A ComparisonShashank GuptaОценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Hydraulic-Fracture Design: Optimization Under Uncertainty: Risk AnalysisДокумент4 страницыHydraulic-Fracture Design: Optimization Under Uncertainty: Risk Analysisoppai.gaijinОценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- List of Registered Architects and Engineers As On 30-08-2010 PDFДокумент10 страницList of Registered Architects and Engineers As On 30-08-2010 PDFSaidhu MuhammedОценок пока нет
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- March 29, 2013 Strathmore TimesДокумент31 страницаMarch 29, 2013 Strathmore TimesStrathmore TimesОценок пока нет
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Should Always: Exercise 1-1. True or FalseДокумент7 страницShould Always: Exercise 1-1. True or FalseDeanmark RondinaОценок пока нет
- StarletДокумент16 страницStarletMohsen SirajОценок пока нет
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- Identifying Community Health ProblemsДокумент4 страницыIdentifying Community Health ProblemsEmvie Loyd Pagunsan-ItableОценок пока нет
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- My Con Pds Sikafloor 161 HCДокумент5 страницMy Con Pds Sikafloor 161 HClaurenjiaОценок пока нет
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Ts 391 IltДокумент5 страницTs 391 IltFunnypoumОценок пока нет
- Zaranda Finlay 684 Manual Parts CatalogДокумент405 страницZaranda Finlay 684 Manual Parts CatalogRicky Vil100% (2)
- Emiish Me: Answer BookДокумент7 страницEmiish Me: Answer BookNickОценок пока нет
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Basic Concept of EntrepreneurshipДокумент12 страницBasic Concept of EntrepreneurshipMaria January B. FedericoОценок пока нет
- University of Texas at Arlington Fall 2011 Diagnostic Exam Text and Topic Reference Guide For Electrical Engineering DepartmentДокумент3 страницыUniversity of Texas at Arlington Fall 2011 Diagnostic Exam Text and Topic Reference Guide For Electrical Engineering Departmentnuzhat_mansurОценок пока нет
- Dues+&+Bylaws+Committee+Packet ICPI John@bestadmix Com Tholyfield@Документ52 страницыDues+&+Bylaws+Committee+Packet ICPI John@bestadmix Com Tholyfield@Greefield JasonОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Ibad Rehman CV NewДокумент4 страницыIbad Rehman CV NewAnonymous ECcVsLОценок пока нет
- Mosfet PDFДокумент13 страницMosfet PDFTad-electronics TadelectronicsОценок пока нет
- Engineered Cementitious Composites: Practical ApplicationsДокумент26 страницEngineered Cementitious Composites: Practical Applicationsmubashir ahmedОценок пока нет
- Lab Equipment Catalog Research Concept LabДокумент40 страницLab Equipment Catalog Research Concept LabSeetanshu AwasthiОценок пока нет
- BSC in EEE Full Syllabus (Credit+sylabus)Документ50 страницBSC in EEE Full Syllabus (Credit+sylabus)Sydur RahmanОценок пока нет
- Applied Econometrics ModuleДокумент142 страницыApplied Econometrics ModuleNeway Alem100% (1)
- Nevada Reply BriefДокумент36 страницNevada Reply BriefBasseemОценок пока нет
- SS Corrosion SlidesДокумент36 страницSS Corrosion SlidesNathanianОценок пока нет
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Panda CheatsheetДокумент17 страницPanda CheatsheetAdevair JuniorОценок пока нет