Вам также может понравиться
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoОт EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoРейтинг: 5 из 5 звезд5/5 (1)
- 1 Soldadura Fuerte y BlandaДокумент11 страниц1 Soldadura Fuerte y BlandaLuis Pintado SanchezОценок пока нет
- Soldadura en el montaje de tuberías. FMEC0108От EverandSoldadura en el montaje de tuberías. FMEC0108Рейтинг: 3.5 из 5 звезд3.5/5 (3)
- Actividad 1 SOLDADURA FUERTE Y SOLDADURA BLANDAДокумент9 страницActividad 1 SOLDADURA FUERTE Y SOLDADURA BLANDAAngel LinaresОценок пока нет
- Bladesmithing: Secretos del tratamiento térmico de la forja de cuchillosОт EverandBladesmithing: Secretos del tratamiento térmico de la forja de cuchillosОценок пока нет
- Pregunta 2Документ4 страницыPregunta 2cali rasguiОценок пока нет
- P5 - EJM (Soldadura Plomo-Estaño)Документ16 страницP5 - EJM (Soldadura Plomo-Estaño)Emmanuel JimenezОценок пока нет
- Tipos-De-uniones - Proceso de ManufacturaДокумент45 страницTipos-De-uniones - Proceso de ManufacturaRobertОценок пока нет
- Soldadura MAG de estructuras de acero al carbono. FMEC0210От EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Оценок пока нет
- Proceso de Soldadura de Los MetalesДокумент10 страницProceso de Soldadura de Los MetalesJun Sang KangОценок пока нет
- Soldadura Blanda y FuerteДокумент10 страницSoldadura Blanda y FuerteJunab Andres Cabañas RuizОценок пока нет
- Tipos de Soldadura WordДокумент16 страницTipos de Soldadura WordJuan QuispeОценок пока нет
- Informe 003 - Soldabilidad de Acero InoxДокумент8 страницInforme 003 - Soldabilidad de Acero InoxManuelGuevaraОценок пока нет
- Tipos de SoldaduraДокумент11 страницTipos de Soldadurasergio guevaraОценок пока нет
- SoldaduraДокумент14 страницSoldaduraoscarОценок пока нет
- Procesos de SoldaduraДокумент13 страницProcesos de SoldaduraPablo SalinasОценок пока нет
- Soldadura IndirectaДокумент10 страницSoldadura IndirectaCristian CalleОценок пока нет
- PARTE - IV SoldadurasДокумент10 страницPARTE - IV SoldadurasWilson Miguel Cabrera Cruz100% (1)
- ApuntesДокумент3 страницыApuntesRoger DiasОценок пока нет
- Procesos de SoldaduraДокумент14 страницProcesos de SoldaduraAlexОценок пока нет
- Deber SoldaduraДокумент8 страницDeber Soldadurajeferson jefersonОценок пока нет
- La Soldadura Es Un Proceso para La Unión de Dos Metales Por Medio de Calor yДокумент12 страницLa Soldadura Es Un Proceso para La Unión de Dos Metales Por Medio de Calor yFrancisco Correa QuiñonesОценок пока нет
- Wa0006 PDFДокумент24 страницыWa0006 PDFTOBIAS TOLOZAОценок пока нет
- Investigacion SoldaduraДокумент34 страницыInvestigacion SoldaduraRodnie RodriguezОценок пока нет
- 4 Procesos de UniónДокумент22 страницы4 Procesos de UniónCarlos de los SantosОценок пока нет
- SOLDADURAДокумент45 страницSOLDADURAKarla FerrerОценок пока нет
- Procesos de SoldaduraДокумент13 страницProcesos de SoldaduraCristiano Alejandro CortesОценок пока нет
- Soldadura (Procesos de Fabricación)Документ101 страницаSoldadura (Procesos de Fabricación)JuanchoОценок пока нет
- Fundamentos de La Soldadura Fuerte y BlandaДокумент9 страницFundamentos de La Soldadura Fuerte y Blanda717EuskalherriaОценок пока нет
- Proceso de SoldaduraДокумент50 страницProceso de Soldaduramelisa moreno barrantesОценок пока нет
- Procesos de Soldadura Trabajo FinalДокумент10 страницProcesos de Soldadura Trabajo FinalArmando LopezОценок пока нет
- Soldadura Por Arco ElectricoДокумент128 страницSoldadura Por Arco Electricoantornio100% (3)
- Tipos de LlamasДокумент8 страницTipos de LlamasHelena RivaОценок пока нет
- SOLDADURA1Документ20 страницSOLDADURA1Edw Den CrisherОценок пока нет
- Procesos de Union PermanenteДокумент35 страницProcesos de Union PermanenteMario RamirezОценок пока нет
- Tipos de SoldaduraДокумент46 страницTipos de SoldaduraJorge Enrique SalazarОценок пока нет
- Curso Maestro Tornero - Tomo 09Документ59 страницCurso Maestro Tornero - Tomo 09José Ramiro Concha CarrascoОценок пока нет
- Articulo de Soldadura Neyit SolanoДокумент11 страницArticulo de Soldadura Neyit SolanoMPM SOLUCIONESОценок пока нет
- Soldadura 01Документ27 страницSoldadura 01Juan Robinson Figueroa RíosОценок пока нет
- Tar - Sesion 08 Trabajos - Caliente - Parte - 02Документ45 страницTar - Sesion 08 Trabajos - Caliente - Parte - 02ssomahqseeОценок пока нет
- PCDM P3 VGJJ 8115Документ13 страницPCDM P3 VGJJ 8115Jesus Ska VergaraОценок пока нет
- SOLDADURAДокумент48 страницSOLDADURAalfonzo apaza valladolidОценок пока нет
- 02-0192 Riesgos Laborales en Tecnicas de SoldaduraДокумент72 страницы02-0192 Riesgos Laborales en Tecnicas de SoldaduraFrancisco Zolano Alvaro DueñasОценок пока нет
- Soldadura FelixДокумент5 страницSoldadura Felixadrian chuquimarcaОценок пока нет
- INFORME #002 Lab SoldaduraДокумент5 страницINFORME #002 Lab SoldaduraPaul Acosta MamaniОценок пока нет
- Tar - Sesion 08 Trabajos - Caliente - Parte - 02Документ45 страницTar - Sesion 08 Trabajos - Caliente - Parte - 02JuliO Caballero100% (1)
- Tipos de SoldaduraДокумент16 страницTipos de SoldadurafranklinmarujaОценок пока нет
- Soldadura. Benito Camela VergaraДокумент19 страницSoldadura. Benito Camela VergaraChaveliv Tiburonov KabronovskyОценок пока нет
- Uniones SoldadasДокумент21 страницаUniones SoldadasLuis Marcelo Vargas VillanuevaОценок пока нет
- Taller Procesos ResueltoДокумент24 страницыTaller Procesos ResueltoAlejaValdezОценок пока нет
- Soldadura Word 1Документ19 страницSoldadura Word 1Diego EjОценок пока нет
- Informe de Materiales Tipos de AcerosДокумент20 страницInforme de Materiales Tipos de AcerosJhonatanAlexanderMogollonUlloaОценок пока нет
- Soldadura 2011Документ30 страницSoldadura 2011Alexander Salinas AlbornozОценок пока нет
- Practica Soldadura 4.8Документ44 страницыPractica Soldadura 4.8Arth SantОценок пока нет
- SoldaduraДокумент4 страницыSoldaduraKevin MuglizaОценок пока нет
- Uniones Permanentes PDFДокумент73 страницыUniones Permanentes PDFCarol Luz Chavez ChambillaОценок пока нет
- SOLDADURAДокумент12 страницSOLDADURAMaria Paula ManriqueОценок пока нет
- Final Final SoldaduraДокумент87 страницFinal Final SoldaduraCiss Gael Cavero SerpaОценок пока нет
- SOLDADURAДокумент40 страницSOLDADURAjoenolaheОценок пока нет
- Taller de Herreria y SoldaduraДокумент24 страницыTaller de Herreria y SoldaduraMatias Carletti100% (2)
- Soldadura FuerteДокумент26 страницSoldadura FuertefernandopascualОценок пока нет
- NCH 1692 1980 Protección Ojos-SoldaduraДокумент11 страницNCH 1692 1980 Protección Ojos-SoldaduraAmanda Gabriela OrtegaОценок пока нет
- Examen IG1 Desarrollado 2 1Документ13 страницExamen IG1 Desarrollado 2 1Will Huanca C100% (5)
- Manual de Instalacion de Gas DomiciliarioДокумент40 страницManual de Instalacion de Gas DomiciliarioAlexandr Ivanov Sarmiento85% (13)
- Instituto Tecnogolico Superior Luis Arboleda MartinezДокумент9 страницInstituto Tecnogolico Superior Luis Arboleda MartinezJonathan CrisОценок пока нет
- Soldadura OxiacetilénicaДокумент14 страницSoldadura OxiacetilénicaFrancisco AguirreОценок пока нет
- Soldadura en ElectrónicaДокумент13 страницSoldadura en Electrónicaarkaaaaa50% (2)
- Soldadura Blanda 19Документ8 страницSoldadura Blanda 19Xnfdx SdgyОценок пока нет
- Tipos de SoldaduraДокумент7 страницTipos de SoldaduraEdwin Calle ForraОценок пока нет
- Nte 950 Recubrimientos MetalicosДокумент8 страницNte 950 Recubrimientos MetalicosAlexandra Ubaque BedoyaОценок пока нет
- Manual de Instalacion de Gas CCHCДокумент44 страницыManual de Instalacion de Gas CCHCAlex TorresОценок пока нет
- 42 LB 5800Документ78 страниц42 LB 5800Henry CastandОценок пока нет
- Gas en Baja PresionДокумент135 страницGas en Baja PresionRoberto Poseck DemierreОценок пока нет
- Soldadura Blanda y FuerteДокумент33 страницыSoldadura Blanda y FuerteAmaya CreaciónОценок пока нет
- Tipos de Soldadura Dependiendo Del Material de AporteДокумент15 страницTipos de Soldadura Dependiendo Del Material de AporteExcel Marroquin G.Оценок пока нет
- Soldadura Blanda y DuraДокумент30 страницSoldadura Blanda y Duraosiris reyes0% (1)
- Manual de Soldadura Oxiacetileno en RefrigeracionДокумент29 страницManual de Soldadura Oxiacetileno en RefrigeracionMilton UrrozОценок пока нет
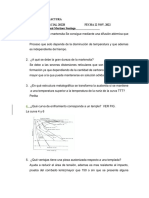
- Examen 3er ParcialДокумент6 страницExamen 3er ParcialJose Emir Martínez SantiagoОценок пока нет
- Subtema 5Документ8 страницSubtema 5maria cancheОценок пока нет
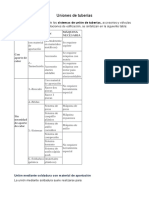
- Uniones de TuberíasДокумент6 страницUniones de TuberíasVictor Gonzalez MartinОценок пока нет
- PROCEDIMIENTOS DE SOLDADURA Power PointДокумент9 страницPROCEDIMIENTOS DE SOLDADURA Power PointMarcos TorresОценок пока нет
- Proyecto Final Hojalateria 1II125Документ17 страницProyecto Final Hojalateria 1II125Jose GonzalezОценок пока нет
- Glab S01 Cvera 2021 01Документ18 страницGlab S01 Cvera 2021 01Julian VilcaОценок пока нет
- Aleacion Plomo EstañoДокумент13 страницAleacion Plomo EstañoFernando Coronado MamaniОценок пока нет
- 1-Calderería 2018 PDFДокумент70 страниц1-Calderería 2018 PDFLuis Rubio100% (1)
- Curso de Refrigeracion y Aire Acondicionado Clase 03Документ28 страницCurso de Refrigeracion y Aire Acondicionado Clase 03Marcial Choquehuayta CcamaОценок пока нет
- Soldadura Blanda y FuerteДокумент4 страницыSoldadura Blanda y FuerteDavidОценок пока нет