Вам также может понравиться
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisОт EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisРейтинг: 4 из 5 звезд4/5 (2)
- Case Histories in Vibration Analysis and Metal Fatigue for the Practicing EngineerОт EverandCase Histories in Vibration Analysis and Metal Fatigue for the Practicing EngineerРейтинг: 4.5 из 5 звезд4.5/5 (3)
- A Textbook of Machine Design by R.S.khurMI and J.K.guptAДокумент17 страницA Textbook of Machine Design by R.S.khurMI and J.K.guptAVikas SharmaОценок пока нет
- Identification of Bearing Defects by Spectral AnalysisДокумент6 страницIdentification of Bearing Defects by Spectral AnalysisShashankSharmaОценок пока нет
- Dynamic Signal Analysis BasicsДокумент18 страницDynamic Signal Analysis BasicsDina ArzinaОценок пока нет
- Thermohydrodynamic Analysis of A Journal BearingДокумент33 страницыThermohydrodynamic Analysis of A Journal BearingAmalendu BiswasОценок пока нет
- Making The Case For Plant-Wide Condition MonitoringДокумент8 страницMaking The Case For Plant-Wide Condition MonitoringAbdulrahman Alkhowaiter100% (1)
- Frequency Transformation in Digital DomainДокумент5 страницFrequency Transformation in Digital DomainNguyen Si PhuocОценок пока нет
- 802 Baikeling BWTДокумент3 страницы802 Baikeling BWTRifat AzadОценок пока нет
- Rolling Element Bearing ProblemДокумент2 страницыRolling Element Bearing ProblemAnibal QuezadaОценок пока нет
- Successful Solution: To The Challenge ofДокумент2 страницыSuccessful Solution: To The Challenge ofKenny RuizОценок пока нет
- How Are Enveloping Spectra Plots ProcessedДокумент1 страницаHow Are Enveloping Spectra Plots ProcessedPPMОценок пока нет
- Vibration & Fault DiagnosisДокумент4 страницыVibration & Fault DiagnosisSheraОценок пока нет
- Vibration AnalysisДокумент4 страницыVibration Analysisrishan33100% (1)
- Structural Health MonitoringОт EverandStructural Health MonitoringDaniel BalageasОценок пока нет
- ISO Category II (Analysis I)Документ5 страницISO Category II (Analysis I)nspcl o&eОценок пока нет
- SWCC Training Center Al-Jubail Mechanical Maintenance Course Machinery Alignment Advanced CourseДокумент2 страницыSWCC Training Center Al-Jubail Mechanical Maintenance Course Machinery Alignment Advanced CoursevinothenergyОценок пока нет
- Undetected Bearing Wear Leads To Catastrophic Compressor FailureДокумент5 страницUndetected Bearing Wear Leads To Catastrophic Compressor FailureMuhammad ImranОценок пока нет
- Oil Whirl and Whip Instabilities - Within Journal Bearings PDFДокумент3 страницыOil Whirl and Whip Instabilities - Within Journal Bearings PDFNitesh Garg0% (1)
- Don't Get Soft: Cover Series: Installation Best PracticesДокумент6 страницDon't Get Soft: Cover Series: Installation Best PracticesHatem Abdelrahman100% (1)
- Advanced Vibration Analysis On Gear Box TrainДокумент25 страницAdvanced Vibration Analysis On Gear Box Trainoded98100% (1)
- CAT II - EMMU 7241 - Machine Tool Vibrations and Cutting Dynamics-Marking SchemeДокумент14 страницCAT II - EMMU 7241 - Machine Tool Vibrations and Cutting Dynamics-Marking SchemeCharles OndiekiОценок пока нет
- Pump Vibration Monitoring InstrumentsДокумент4 страницыPump Vibration Monitoring Instrumentssubramanyanvenkat6185Оценок пока нет
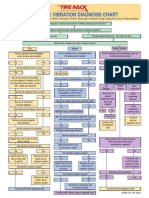
- Vibration ChartДокумент1 страницаVibration Chartairframer1981Оценок пока нет
- Low Frequency EvaluationДокумент13 страницLow Frequency EvaluationthrillerxОценок пока нет
- Background: Reference Value Is The PREVIOUS DATAДокумент3 страницыBackground: Reference Value Is The PREVIOUS DATAfazzlieОценок пока нет
- Mode Shapes of Centrifugal Pump Impeller PDFДокумент4 страницыMode Shapes of Centrifugal Pump Impeller PDFhachanОценок пока нет
- Using PeakVue Plus Technology For Detecting Anti Friction Bearing FaultsДокумент11 страницUsing PeakVue Plus Technology For Detecting Anti Friction Bearing Faultseko bagus sunaryo100% (1)
- As 3890-1991 Rolling Bearings - System Life and ReliabilityДокумент6 страницAs 3890-1991 Rolling Bearings - System Life and ReliabilitySAI Global - APACОценок пока нет
- Study On Torsional Stiffness of Engine CrankshaftДокумент5 страницStudy On Torsional Stiffness of Engine CrankshaftBestin VargheseОценок пока нет
- Failure Reporting Analysis And Corrective Action System A Complete Guide - 2020 EditionОт EverandFailure Reporting Analysis And Corrective Action System A Complete Guide - 2020 EditionОценок пока нет
- T19101 118Документ18 страницT19101 118Chintan Raval100% (1)
- Lesson 01 PDFДокумент12 страницLesson 01 PDFAbuubakr Abdelwhab HassanОценок пока нет
- NuggetsДокумент202 страницыNuggetsfazzlieОценок пока нет
- Bearing Defect1Документ14 страницBearing Defect1Muthukumar100% (2)
- Axial Vibration DamperДокумент2 страницыAxial Vibration Damperanon_643160229Оценок пока нет
- Machine VibrationДокумент18 страницMachine VibrationBatha KhanОценок пока нет
- Fluid Film Bearing Diagnostics Using Envelope SpectraДокумент14 страницFluid Film Bearing Diagnostics Using Envelope SpectraJose Luis RattiaОценок пока нет
- Analysis and Diagnosis of The Different Defects of The Bearings and Gearings by Vibration AnalysisДокумент6 страницAnalysis and Diagnosis of The Different Defects of The Bearings and Gearings by Vibration AnalysisJournal of Computer Science and EngineeringОценок пока нет
- Checking Bearing AlignmentДокумент4 страницыChecking Bearing AlignmentTheerayootОценок пока нет
- Vibration Signature of Defected Gear Tooth Using Spectral AnalysisДокумент8 страницVibration Signature of Defected Gear Tooth Using Spectral AnalysisHURRYSTARОценок пока нет
- Basics of VibrationДокумент6 страницBasics of VibrationChetan PrajapatiОценок пока нет
- VibMatters September 2016 Final DownloadДокумент7 страницVibMatters September 2016 Final DownloadfazzlieОценок пока нет
- Rolling Element Bearing Fault Detection With A Single Point Defect On PDFДокумент8 страницRolling Element Bearing Fault Detection With A Single Point Defect On PDFsunil481Оценок пока нет
- Geometry of Screw Compressor Rotors and Their ToolsДокумент17 страницGeometry of Screw Compressor Rotors and Their ToolsPhox IndiaОценок пока нет
- Pitfalls in The Analysis of Machinery Vibration MeasurementsДокумент7 страницPitfalls in The Analysis of Machinery Vibration MeasurementsTheerayoot PoomchaiОценок пока нет
- Vibration AnalysisДокумент10 страницVibration AnalysisYasser BayoumyОценок пока нет
- Energy Harvesting Using Mechanical Vibrations A Complete GuideОт EverandEnergy Harvesting Using Mechanical Vibrations A Complete GuideОценок пока нет
- CM3152 en SKF Idler Sound MonitorДокумент4 страницыCM3152 en SKF Idler Sound MonitorLuisSilvaОценок пока нет
- G6600Документ13 страницG6600fazzlie100% (1)
- Development of An Online Diagnostic System Software For GGSSTPP Power Station RoparДокумент18 страницDevelopment of An Online Diagnostic System Software For GGSSTPP Power Station RoparH100% (1)
- 2 - Slow Speed Vibration Signal AnalysisДокумент9 страниц2 - Slow Speed Vibration Signal AnalysisSasi NimmakayalaОценок пока нет
- Reverse AlignmentДокумент9 страницReverse AlignmentvinothenergyОценок пока нет
- BearingДокумент41 страницаBearingM.IBRAHEEMОценок пока нет
- Acceleration Amplitude Demodulation IN Predictive MaintenanceДокумент8 страницAcceleration Amplitude Demodulation IN Predictive MaintenanceronfrendОценок пока нет
- Reverse Dial AlignmentДокумент7 страницReverse Dial AlignmentPopescu CarmenОценок пока нет
- Spike Energy (Deteccion Temprana para Muy Altas Frecuencias) PDFДокумент22 страницыSpike Energy (Deteccion Temprana para Muy Altas Frecuencias) PDFMarcos Manzano100% (1)
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987От EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonОценок пока нет
- Vibration Analysis Level - 1Документ33 страницыVibration Analysis Level - 1mustafa100% (1)
- Brochure VAIIДокумент1 страницаBrochure VAIImustafaОценок пока нет
- Causes of Bearing Failures PDFДокумент7 страницCauses of Bearing Failures PDFSRINIVASA RAO DUVVADAОценок пока нет
- System AnalysisДокумент2 страницыSystem AnalysismustafaОценок пока нет
- 0 Mark UpДокумент1 страница0 Mark UpmustafaОценок пока нет
- Preprints201701 0091 v1Документ19 страницPreprints201701 0091 v1mustafaОценок пока нет
- Factulty Research Proposal PerformaДокумент7 страницFactulty Research Proposal PerformamustafaОценок пока нет
- Asme, Ansi, Astm, Aga, Api, Awwa, BS, Iso, DinДокумент3 страницыAsme, Ansi, Astm, Aga, Api, Awwa, BS, Iso, DinmustafaОценок пока нет
- Electric Motor AnalysisДокумент11 страницElectric Motor AnalysismustafaОценок пока нет
- KazmiДокумент1 страницаKazmimustafaОценок пока нет
- Lease Fill Out The Form Below To Launch Your Complaint With CDAДокумент1 страницаLease Fill Out The Form Below To Launch Your Complaint With CDAmustafaОценок пока нет
- Fulltext01 2 PDFДокумент120 страницFulltext01 2 PDFmustafaОценок пока нет
- Training Course: Visual and Optical TestingДокумент66 страницTraining Course: Visual and Optical Testingmustafa100% (3)
- SNGPL - Web BillДокумент1 страницаSNGPL - Web BillmustafaОценок пока нет
- 10 1 1 578 1543 PDFДокумент14 страниц10 1 1 578 1543 PDFmustafaОценок пока нет
- Iesco Online BilllДокумент1 страницаIesco Online BilllmustafaОценок пока нет
- Murree Brewery Company Mechanical Engineer Rawalpindi 1554786350Документ1 страницаMurree Brewery Company Mechanical Engineer Rawalpindi 1554786350mustafaОценок пока нет
- PHD Aut-2017 MДокумент82 страницыPHD Aut-2017 MmustafaОценок пока нет
- Updated List of All Chambers of Commerce & Industry in Pakistan (Muzaffar Hameed)Документ5 страницUpdated List of All Chambers of Commerce & Industry in Pakistan (Muzaffar Hameed)Sheikhupura Chamber of Commerce and Industry82% (11)
- Safety, Balancing Preparation and Trial Weight EstimationДокумент4 страницыSafety, Balancing Preparation and Trial Weight EstimationmustafaОценок пока нет
- Dropwise and Filmwise Condensation PDFДокумент5 страницDropwise and Filmwise Condensation PDFmustafa100% (2)
- Ecole Polytechnique Federale de Lausanne: Laboratoire de Transfert de Chaleur Et de MasseДокумент51 страницаEcole Polytechnique Federale de Lausanne: Laboratoire de Transfert de Chaleur Et de MassemustafaОценок пока нет
- PDFДокумент29 страницPDFmustafa100% (1)
- Experimental Modal Analysis: (A Simple Non-Mathematical Presentation)Документ15 страницExperimental Modal Analysis: (A Simple Non-Mathematical Presentation)maitoravi78100% (1)
- Film and Dropwise Condensation of Steamair Mixtures.Документ77 страницFilm and Dropwise Condensation of Steamair Mixtures.mustafaОценок пока нет
- Ecole Polytechnique Federale de Lausanne: Laboratoire de Transfert de Chaleur Et de MasseДокумент20 страницEcole Polytechnique Federale de Lausanne: Laboratoire de Transfert de Chaleur Et de MasseRamОценок пока нет
- Phase ChangeДокумент18 страницPhase ChangemustafaОценок пока нет
- PDFДокумент17 страницPDFmustafaОценок пока нет
- 19700021089Документ45 страниц19700021089mustafaОценок пока нет
- ME 315 - Heat Transfer Laboratory Experiment No. 5 Pool Boiling in A Saturated LiquidДокумент10 страницME 315 - Heat Transfer Laboratory Experiment No. 5 Pool Boiling in A Saturated LiquidmustafaОценок пока нет
- SAG Mill Liner StudyДокумент109 страницSAG Mill Liner StudyAclariont100% (1)
- 1) Flender StandardsДокумент16 страниц1) Flender Standardsoner erdeveОценок пока нет
- Wine Country Community Plan - Outstanding Issues: Boundary Modification Request: Group B (Mr. Chaudhuri)Документ250 страницWine Country Community Plan - Outstanding Issues: Boundary Modification Request: Group B (Mr. Chaudhuri)rivcoclerkoftheboardОценок пока нет
- Lean Vs Six SigmaДокумент23 страницыLean Vs Six SigmaTrichy MaheshОценок пока нет
- Najmi Osconf2009Документ30 страницNajmi Osconf2009Harisfazillah JamelОценок пока нет
- Informacion Tecnica Bomba de Vacio DekkerДокумент1 страницаInformacion Tecnica Bomba de Vacio DekkerMiguelon AngelОценок пока нет
- SprinkCAD FlyerДокумент2 страницыSprinkCAD FlyerGerardo ClementeОценок пока нет
- PSTC-14 - Adhesion of Pressure Sensitive Tapes To Fiberboard at 90°angle and Constant StressДокумент6 страницPSTC-14 - Adhesion of Pressure Sensitive Tapes To Fiberboard at 90°angle and Constant StressChung LeОценок пока нет
- Winterhalter Dishwashing Operating Instructions Uc Series PDFДокумент48 страницWinterhalter Dishwashing Operating Instructions Uc Series PDFVũ LêОценок пока нет
- Ilham Kurniawan ResumeДокумент2 страницыIlham Kurniawan ResumeIlku100% (1)
- A Comparitive Study of CNC Milling Cutting Path StrategiesДокумент8 страницA Comparitive Study of CNC Milling Cutting Path StrategiesNorbertoEsparzaОценок пока нет
- DFMA LiteratureДокумент27 страницDFMA LiteratureRajeshLSОценок пока нет
- Gso 3 Year Plan Last & FinalДокумент12 страницGso 3 Year Plan Last & FinalEarl PotianОценок пока нет
- Dharni PumpsДокумент16 страницDharni Pumpsdumb2471817Оценок пока нет
- HP0 M46Документ19 страницHP0 M46azzuristarОценок пока нет
- Subassy: Category Item ThumbnailДокумент40 страницSubassy: Category Item ThumbnailArdy Aryzona AmranОценок пока нет
- Apple Supplier List 2014Документ29 страницApple Supplier List 2014Wizard LeoОценок пока нет
- Mulholland 1999Документ8 страницMulholland 1999W.N. Ricci S.Оценок пока нет
- Ahlcon - Hdpe Pipe Line WorkДокумент1 страницаAhlcon - Hdpe Pipe Line WorkPrashant YadavОценок пока нет
- Rukada - Responsive Bootstrap 5 Admin TemplateДокумент2 страницыRukada - Responsive Bootstrap 5 Admin Templatelevente domokosОценок пока нет
- CHatGPT Cover LetterДокумент2 страницыCHatGPT Cover LetterJoby PaulОценок пока нет
- LTN 92Документ1 страницаLTN 92Olegs Zarjanskis100% (1)
- CBДокумент2 страницыCBSelvaraj SimiyonОценок пока нет
- VOE79A9920159HДокумент657 страницVOE79A9920159HNeuza Freitas80% (5)
- JSP Syntax ExamplesДокумент3 страницыJSP Syntax Examplesapi-3833995Оценок пока нет
- Aws C3.6M-C3.6-2008Документ28 страницAws C3.6M-C3.6-2008juliusexОценок пока нет
- Vendor List Defence ProductionДокумент318 страницVendor List Defence Productionpunavatbhavesh123Оценок пока нет
- IRM Press - ERP Solutions and ManagementДокумент263 страницыIRM Press - ERP Solutions and ManagementFakhar Imran100% (1)
- A 237Документ1 страницаA 237AnuranjanОценок пока нет
- TEDEA HUNTLEIGH Model 4158Документ3 страницыTEDEA HUNTLEIGH Model 4158Manoj DoshiОценок пока нет