Академический Документы
Профессиональный Документы
Культура Документы
Tyro 2
Загружено:
Will Cabas0 оценок0% нашли этот документ полезным (0 голосов)
5 просмотров82 страницыCurso Tyro capitulo 2
Оригинальное название
tyro2
Авторское право
© © All Rights Reserved
Доступные форматы
PDF или читайте онлайн в Scribd
Поделиться этим документом
Поделиться или встроить документ
Этот документ был вам полезен?
Это неприемлемый материал?
Пожаловаться на этот документCurso Tyro capitulo 2
Авторское право:
© All Rights Reserved
Доступные форматы
Скачайте в формате PDF или читайте онлайн в Scribd
0 оценок0% нашли этот документ полезным (0 голосов)
5 просмотров82 страницыTyro 2
Загружено:
Will CabasCurso Tyro capitulo 2
Авторское право:
© All Rights Reserved
Доступные форматы
Скачайте в формате PDF или читайте онлайн в Scribd
Вы находитесь на странице: 1из 82
Fraccionador
De Vacio
La funcién de una torre de vacio es la de fraccionar
hidrocarburos que hierven a mas de aproximadamente 700°F
(870°C) en la columna de crudo. En la columna de vaclo la
presion puede ser reducida hasta alrededor de 1,0 psia
(librasipig absolutas) debajo del plato de ceras de slop. Esto
Tepresenta una reduccidn total en Ia presion absoluta de 28,7
psi con respecto a la del fondo de la torre de crudo. Esta gran
diferencia de presidn facilita el que una gran cantidad de
hidrocarburos se evapore en ia torre de vaclo, mientras que se
mantiene una temperatura de fondo que no excede, por
ejemplo, de unos 730-780°F, dependiendo del tipo de crudo.
Para ayudar a producir asfaltos de penetracién adecuada,
puede inyectarse vapor de agotamiento en la bota del fondo de
la columna para reducir la presién parcial del liquido de! fondo.
El fondo de la torre de vacio es de didmetro mas reducido en la
parte inferior para disminuir el tiempo que el Ilquido del fondo
permanece a una elevada temperatura. También se provee una
linea de entrada de aceite de enfriamiento (quench) para
proteger las bombas de fondos
La linea de allmentacién de la torre de vaclo es muy grande
en comparacién con las lineas de alimentacién de la mayorla
de los fraccionadores. Esto se debe a que ia baja presién
causa la vaporizacién de casi toda la alimentacidn de la
columna de vacio, Esta situacién requiere un dispositivo
especial llamado distribuidor tangencial, el cual imparte una
direcciéa espiral a la alimentacién y evita dafos al equipo
situado por encima del distribuidor, debido a la répida
expansién de la alimentacién al entrar en ia torre de vacio a
baja presion.
Las partes internas de la columna de vaclo estén disefadas
para dar una calda de presién minima. El acumulador de ceras
de slop, la rejilla, y las mallas de eliminacién de gotas son las
Gnicas partes internas que se extienden completamente a lo
ancho de la seccidn total de la columna, La rejilla y las mallas
son dispositivos de coalescencia para remover particulas
liquidas arrastradas por el rapido ascenso de los gases. Se
usan disteibuidores tipo spray para ayudar a la coalescencia en
{a rejilla y en las mallas.
Una columna de vacio no tiene platos, sino bandejas
laterales. Sus ribetes exteriores estén pertorados y reforzados
con un enrejado metalic. Las bandejas laterales estan
traslapadas y proven en efecto de cascada al lIquido
condensado. Los gases calientes pasan a través de la cascada
para revaporizar los componentes de mas bajo punto de
ebullicién del !iquido. Los piatos acumuladores estén
disefiados para prover un IIquido libre de gases ala succién
de las bombas de los cortes laterales. Los venteos de las
bombas retornan a la columna para permitir !a eliminacin de
en
incondensables de la bomba durante el arranque. Esto ayuda a
arrancar la bomba. Cuando la bomba esté operando
adecuadamente, el venteo debe ser cerrado.
La seccién de cabeza de la columna de vacio es de diémetro
mas reducido porque el caudal que circula a través de la
cabeza de la columna es mucho menor que por los cortes
laterales. De hecho, la presencia de demasiados ligeros en la
alimentaclén 0 de ligeros formados por la descomposicién
térmica de los fondos, produciré una sobrecarga en los
eyectores que producen y mantienen la baja presién en la
columna de vacio. Las columnas de vacio estan disehadas para
soportar una presién interna de 50 psig (3.5 kg/cm’) y una
presién absoluta externa de 14,7 psia (760 mm Hg). Para
reforzar las paredes del reciplente que trabaja entre estas dos
presiones, se usan anillos de refuerzo. Estos son anillos
soldados alrededor de la columna y espaciados a pocos pies
entre si.
Los materiales de construccién usados en el disefio de las
torres de vacio son, para la seccién mas baja, acero al carbono
pasivado recubierto con una capa de acero inoxidable con
11-13%Cr. El acumulador de ceras estd hecho de acero
inoxidable con 12%Cr y la pared del acumulador esta
recubierta con hormigén. La rejilla est construlda de acero
inoxidable 304, La malla eliminadora de nieblas superior esta
hecha de monel. Las bandejas laterals N° 13 y 14 estan
construidas de acero inoxidable con 12%Cr. El resto esta
construido de acero al carbono. Los disefos de columnas de
vaclo para diferentes severidades de corrosién pueden permitir
la eliminacién del recubrimiento de aleacién y algo de las
aleaciones en algunas bandejas y acumuladores,
612
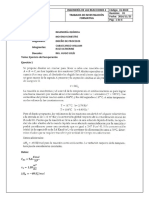
COLUMNA DE VACIO
(VACUUM COLUMN)
_— SALIDA DE GASES.
—~VALVULA DE SEGURIDAD
REFLUJO DE GASOR AO!
‘De VACIO UIGERO a ~_MALLA DE ELIMINACION
L DE NIEBLAS
ee
REGISTRO a
(PASO DE HOMBRE) -
REFLUJO DE. GASON. __SALIDA DE GasoIL
DE VACIO DE VACIO LIGERO
PESADO |
m te & iG
_ SALIDA DE GASOIL OE
\VACIO PESADO
ROCIO DE GASOM _ bet
DE VACIO PESADO te a
MALLA —~ RETORNO DE CERAS
1 r
Liu \ ~ REIL
“4 Le
~ SALIDA DE CERAS
pistRiauIDOR
ALIMENTACION ~ _
™ —"TANGENCIAL
~
_=— ENTRADA DE VAPOR
RETORNO DEL VENTEO_——
DELA BOMBA
_— ENFRIAMIENTO
—— rompevor ve vorrice
ue ——— SALIDA DE FONDOS wore
613
Columna
Estabilizadora
Una columna estabilizadora es un tipo de columna
fraccionadora muy sencilla, usada generalmente para controlar
la presién de vapor de la gasolina por fraccionamiento de una
parte predeterminada de C, (butano) que sale con los
productos de cabeza. La cantidad de butano remanente en la
gasolina determina la presién de vapor de ésta. El TRC bajo el
plato N° 19 controla la temperatura existente entre los platos
N° 19 y N° 20, por variacién de la cantidad de combustible
‘quemado 0 de fluido de calentamiento usado en el hervidor del
fondo. Esto ayuda a mantener una cantidad constante de
butanos en la gasolina y una presién de vapor dentro de las
especificaciones, slempre y cuando la composicién de la
alimentacién sea constante.
EI material de construccién de la columna estabilizadora es
acero al carbono pasivado, y el recipiente esté disefiado para
presiones elevadas de 19 kg/cm? a 270°C (270 psig a 518°F). A
esta presién, el producto de cabeza de bajo punto de ebullicién
permanece en forma liquida en el acumulador de cabeza, el
cual trabaja a 38°C (10°F). Todos los platos son de un solo
paso y estan construidos de acero al carbono, con valvulas de
acero inoxidable al 12%Cr.
La columna es de didmetro mas reducido por encima de!
plato de la alimentacién, debido a la pequefa cantidad de
productos de cabeza comparada con la de los productos
de fondo.
14
ESTABILIZADORA
(STABILIZER)
GAS DE CABEZA
ee ‘A CONDENSADORES
Lc # 1G
RETORNO DEL REFLUJO
|
Ky
4
real ALIMENTACION
Wl
|
|
|
if:
i” RETORNO VAPORIZADO
fe DEL CALENTADOR
|___—raistno
ROMPEDOR DE VORTICE
Q
‘SALIDA DEL
LQUIDO ESTABILIZADO
| ‘SOPORTE
615
Acumulador De
Productos De
Cabeza
Todas las columnas de fraccionamiento tienen acumuladores
de productos de cabeza para recibir los gases de cabeza
condensados. El acumulador de cabeza de la estabilizadora es
el tipico acumulador con bota de agua. Como una gula
aproximada de disefio, el acumulador de cabeza tiene el mismo
didmetro que la columna Generalmente la longitud entre las
tangentes de! acumulador es tres veces el didmetro. La entrada
mostrada tiene un distribuidor ranurado para permitir una
adecuada distribucién de fases mixtas. Este acumulador
permite que el agua sedimente en la bota, sin la asistencia de
un dispositive de coalescencia, La linea de salida de
hidrocarburos tiene un tubo vertical retenedor. El tubo vertical
Permite que se forme un pequefo nivel liquido correspondiente
a un volumen considerable de agua que puede acumularse y
alcanzar un nivel maximo en el acumulador antes de que salga
por la linea de salida de la fase orgdnica. Hay boquillas
embridadas para las tomas del visor del nivel de vidrio y de!
control de nivel para la fase hidrocarburada. Puesto que en
este acumulador la cantidad de agua que se recoge por hora ef)
Ja bota es poca, hay solamente bridas para el visor de nivel de
vidrio en la bota de agua, por io que el agua debera ser
drenada manualmente. Hay una boquilla de salida de gas para
permitir que los gases incondensables vayan al sistema de
antorcha 0 a algiin otro sistema de recuperacién, posiblemente
al sistema de gas combustible de refinerla. En general, la
salida deberia ir al sistema de gas combustible de refineria,
con un by-pass en el controlador de presién, para permitir el
envio del gas a la antorcha si fuera necesario. Si el sistema es
de condensacién total, el controlador de presién de la columna
esté en la corriente de los gases de cabeza antes del
condensador.
Ei acumulador de productos de cabeza tiene una boca de
registro de 16”. En este recipiente hay un by-pass de gases
calientes. Este esta previsto para el caso en que los gases de
cabeza se condensen totalmente. Puesto que la presién de
vapor del liquido acumulado en este caso puede a veces ser
demasiado baja para mantener una adecuada presién en el
acumulador, parte de los gases calientes deben by-pasar el
condensador a fin de aumentar la presién en el acumulador. De
otra manera, la bomba de reflujo podrla ser incapaz de retornar
el liquido a la columna y el control de presién de la columna y
la operacin de! condensador de cabeza serian inestables.
Hay un rompedor de vértice en la linea de salida de
hidrocarburos para proteger las bombas de producto neto de
cabeza y de reflujo. También hay una salida para drenaje del
recipiente. El material de construccién de este recipiente es e!
mismo usado en la construccién de la columna estabilizadora,
© sea acero al carbono pasivado. La presién interna de disefio
del acumulador de cabeza mostrado en la figura es de 19
616
kgicm® (270 psig). La temperatura de disefio es de 120°C
(248°F). La temperatura de disefo de! acumulador de cabeza es
mucho mas alta que su temperatura de operacion, puesto que
el acumulador debe estar disehado para soportar temperaturas
que pudiesen alcanzarse si el condensador fallase.
ACUMULADOR DE PRODUCTOS
DE CABEZA DEL ESTABILIZADOR
{CON BOTA DE AGUA)
(STABILIZER OVERHEAD RECEIVER)
(WITH WATER BOOT)
BY-PASS
ENTRADA-, DE GASES ~, te -t 5, -SALIDA DE GAS
CALIENTES )
\
ROMPEDOR DE
VORTICE
5 wasmo) uo rune neteNeoor
SOPORTE DRENAJE ~ HIDROCARBUROS
MTT 2G POCA TERIOR
HMMA TAt 4 ASRDAD 2c
iPmVles dF ATOR wos
SCOTT 2a LSP MY Pa EMORY
+r) ee ETL
ap | RCE yy
t
a Hea rion
2 Sea
Jey to bots wo oo tL bo ot ts ts ta ts SL tt ke
Columna
Desbutanizadora
Los desbutanizadores se usan en la refinerla para eliminar
C, (butanos) y materiales mds ligeros de grandes corrientes de
hidrocarburos. La ventaja de eliminar productos ligeros es que
las columnas que siguen al desbutanizador, pueden operar a
presiones mucho més bajas. El desbutanizador propio debe
‘operar a una presién razonablemente alta para mantener los
butanos en forma liquida, de tal manera que puedan
bombearse a la columna como corriente de reflujo. La presin
intera de diseho del desbutanizador mostrado en ta figura es
de 19 kgicm? (270 psig). La columna esta diseflada para una
temperatura relativamente alta de 315°C (600°F).
Un tipico ejemplo det efecto del uso de un desbutanizador
sobre los recipientes que le siguen, seria la presion de
operacién de un despentanizador a baja presién. Una vez que el
liquido alimentado al desbutanizador ha sido desbutanizado, el
liquido de fondos va a un despentanizador como alimentacién,
El despentanizador puede operar entonces a sdlo 20 psig. 0
aproximadamente 1,5 Kg/cm’. Si hubiese butano presente en la
alimentaci6n, esta columna deberla ser operada a una presion
mucho mas alta a fin de mantener un reflujo liquido. Si el
desbutanizador no estuviera presente, los butanos escaparlan
con toda probabilidad al sistema de gas combustible, pero,
debido al desbutanizador, los butanos permanecen liquidos y
pueden ser bombeados al almacenamiento, usados como
alimentacién para otras unidades, o pueden ser separados y
vendidos como producto final
Como puede verse en nuestro esquema de! desbutanizador,
la mitad inferior de la columna debajo del punto de
alimentacion contiene platos de dos pasos. La mitad superior
tiene platos de un solo paso, y esto indica que hay una
cantidad mucho mayor de hidrocarburos yendo hacia el fondo
de fa columna que hacia !a cabeza. Ademés, la cabeza de la
columna es de didmetro mas reducido. Este desbutanizador
particular tiene una boquilla de salida iateral al hervidor y,
como podemos ver, bajo el plato 30 hay un plato acumulador
con chimenea. Esto, junto con la posicién de la boquilla de
fetorno del hervidor, garantiza un adecuado suministro a la
bomba del hervidor. El liquido de salida de! fondo de la
columna puede salir por si mismo debido a la alta presin de la
columna, o puede ser bombeado. Sin embargo, si el contro! de
nivel del fondo se cerrase por cualquier causa, hay la
posibilidad de que el hervidor empezase a vaciarse. El pozo de
salida al hervidor debe estar siempre lleno a rebosar y la
posicién de la valvula de control de nivel siempre debe indicar
que {a salida de liquido de la columna esta parcialmente
abierta. De esta manera se puede tener la certeza de que ei
pozo del hervidor esta rebosando.
619
Este desbutanizador es una columna de 30 platos. Los platos
de la columna estén hechos de acero al carbono, con valvulas
de acero Inoxidable con 12%Cr. Hay una linea de reflujo que va
a [a cabeza de la columna encima del plato N° 1 y un punto de
alimentacién bajo el cuello de la columna. Hay un plato trampa
entre el ultimo plato de un solo paso y el primer plato de doble
paso, de tal modo que el liquido en la bajante se distribuya
sobre el plato e1: lugar de ir directo a la bajante del plato de
dos pasos. En el plato N° 30 hay dos trampas en la bajante a
fin de impedir que cualquier gas que suba por la chimenea by-
pase el plato y suba por la bajante.
Generalmente, se tiene una mampara en la brida de la toma
superior del indicador de nivel de vidrio y del controlador de
nivel, y hay un rompedor de vérlice en la linea de salida de
fondos para proteger la bomba si la hay.
620
DESBUTANIZADOR
(DEBUTANIZER)
=
(te
~ Te Tac
ALIMENTACION :
a
pain
Ho
ra
[I 1) petorno vet nenvioor
Hohl
N\
teeie~< _> SALIDA AL HERVIDOR
a
[ROMPEDOR DE VORTICE —~|
SALIDA DE LIQUID
— vow ses
AIT Se Pr el
Fraccionador De
Productos
El fraccionador de productos esta disefado para tomar
alimentacién desulfurizada, hidrocraqueada y desbutanizada, y,
de forma similar a la de la columna de crudo, su funcién es la
de separar una alimentacién de multicomponentes en varios
productos terminados y productos para alimentar a otras
unidades de la refineria. Es generalmente una columna muy
alta. Tiene 52 platos de los cuales los primeros 30 son platos
de dos pasos y los 22 restantes son de un solo paso. La razén
de esto es que en las reacciones de hidrocracking, una
alimentacion pesada se descompone en componentes més
ligeros. Si la unidad de hidrocracking opera de forma
apropiada, habra una mayor cantidad de materiales ligeros que
pesados en {a alimentacién a la columna. La alimentacién entra
a la columna entre los platos 46 y 47, casi al fondo de esta
columna de 52 platos. Los platos por debajo de la seccién de
alimentacién son platos de agotamiento. Los platos por encima
de la seccidn de alimentacién son platos de enriquecimiento.
Los platos de salida de cortes no son platos acumuladores
como los usados en la torre de crudo, sino platos de 2 pasos
con un pozo de extraccion. La bajante del plato superior
descarga en el pozo asegurando que el mismo esté siempre
leno. Bajo cada plato de extraccién, las bajantes tienen una
trampa, de tal manera que no hay posibilidad de que los gases
suban por las bajantes si el plato esta operando ligeramente
seco.
Empezando por la cabeza de la columna, hay la boquilla de
gases de cabeza, y, puesto que {a alimentacién a la columna
esté razonablemente desbutanizada, estos gases deberian ser
pentanos 0 hidrocarburos de cinco atomos de carbono (C,). La
proxima boquilla es la linea de entrada de reflujo. El reflujo
viene del acumulador de cabeza en donde los gases
condensados han sido recolectados. El reflujo de retorno de
nafta es la proxima boquilla, seguida por la de los gases de
nafta que retornan del agotador de nafta. El agotador es similar
al agotador de la unidad de crudo, excepto que el agotador de
afta tiene un hervidor y no tiene punto de inyeccién de vapor
de agotamiento. La préxima conexién es la de la linea de salida
de naftas por la que el liquido va al agotador de nafta bajo
control de nivel. Luego viene el retorno de gases del agotador
de keroseno. La siguiente boquilla esté en el plato 30 y es la
salida de keroseno al agotador. Este agotador también tiene
hervidor sin vapor de agotamiento. La proxima es el retorno de
los gases del agotador de diesel que retornan de su agotador
respectivo. Luego hay una salida en el plato 40. Esta es la
salida de diesel y el pozo de salida es un plato de un solo
paso. La bajante descarga en el pozo, el cual, una vez Ileno,
rebosa al plato, La préxima boquilla es la de alimentacién entre
los platos 46 y 47, y luego, bajo el plato 52 (e! ultimo plato), hay
la del gas de agotamiento. El gas de agotamiento en esta
columna es el hidrocarburo procedente de! acumulador de
6.23
cabeza el cual se usa en lugar de vapor, puesto que el vapor
Podrla introducir agua en los productos, y en algunos casos
esto no es deseable. Los fondos del fraccionador se reciclan al
reactor de hidrocracking y de nuevo se descomponen en
productos mas ligeros.
El control de las especiticaciones de! producto del
traccionador de productos es similar al de la torre de crudo. La
cantidad retirada controla el punto final. Un caudal de salida
mas baja dard un punto final mds bajo. Sin embargo, en un
agotador de la torre de crudo, el punto inicial de ebullicién se
controla por la cantidad de vapor de agotamiento que se
introduce en el agotador. En el caso del {raccionador de
Productos hay un hervidor, as! que el punto inicial de ebullicién
#8 controlado por la cantidad de aceite de calefaccién que
Pasa por el hervidor. Si uno desea elevar el punto inicial de
ebullicién, se aumenta fa cantidad de aceite de salefaccién que
Pasa por el hervidor, lo cual a su vez aumenta la cantidad de
gases generados en el agotador. Si se desea bajar el punto
inicial de ebullicién, se reduce el caudal de aceite de
caletaccién en el hervidor. En el caso del sistema de nafta, el
retlujo se introduce en el plato N° 9 y la salida es en el plato
N° 14. Este reflujo permite utilizar algo del calor contenido en
esta cortiente por intercambio con otras correntes de proceso,
y también ayuda al ajuste de los cortes en los productos mas
ligeros (afecta el grado de fraccionamiento). Se podria
mantener constante {a salida de nafta, aumentar el reflujo al
Plato N° 9, y con toda probabifidad bajar el punto final de la
natta producida, asi como elevar el punto inicial de ebullicién
Asi, tanto el reflujo, como la salida de nafta, como el calor del
hervidor de! agotador, desempefian una funcion en el ajuste de
la calidad del producto.
El fraccionador de productos es un recipiente de baja
PresiGn. Su presién interna de diseno es de 3.5 kg/cm’ (50 psig)
Pero la temperatura es algo elevada. Esta disenado para 350°C
(60°F). Puesto que el material que se alimenta al fraccionador
de productos ha sido desulfurizado, el material de
Construccién es acero al carbono y todos los platos son del
mismo material. Sin embargo, las valvulas de los platos estén
hechas de acero inoxidable al 12%Cr debido principaimente a
que las valvulas de acero al carbono pueden corroerse durante
Perlodos de paroy podrian alascarse cuando se circula vapor
de agua para purgar la columna.
624
FRACCIONADOR DE PRODUCTOS
(PRODUCT FRACTIONATOR)
VENTE
necistro <~
GAS DEL AGOTADOR DE
DIESEL
\
SALIDA DE DIESEL AL _
AGOTADOR
CONEXIONES PARA
Le-LG
7 GASES DE CABEZA
_— REFLUSO
be
Fy
A
_7 RETORNO DE NAFTA
4
qua
_= GASES DE NAFTA
HE
\
> SALIDA DE NAFTA
ft.
-
Tae
Y KEROSENO
paagaaaae
eu
i
SALIDA DE KEROSENO
_7- ALIMENTACION
‘VAPOR DE AGOTAMIENTO
| 2 a
SALIDA DE FONDOS,
GAS DEL AGOTADOR DE
Columna
Absorbedora
Saturada
La funcién de la columna absorbedora saturada es
la de eliminar ios hidrocarburos C. de una corriente gaseosa
rica, compuesta de hidrocarburos de C, a C,. El gas ha sido
previamente endulzado en un abosrbedor de DEA.
(dietanolamina). Los hidrocarburos ligeros son absorbidos en
un aceite pobre tal como la gasolina. El gas rico entra por el
fondo del absorbedor y asciende a través de 30 platos de
valvulas. El aceite pobre entra en la cabeza del absorbedor y
baja a través de 30 platos de véivulas. Mientras que el gas esta
en contacto con el aceite pobre, todo el butano normal es
absorbido junto con una gran cantidad de isobutano y algo de
propano, El gas pobre sale por la cabeza conteniendo metano,
etano, propano, isobutano y cantidades extremadamente
Pequefias de butano normal e isopentano. Algo de pentano
Rormal e hidrocarburos C, y mas pesados (C,+) pueden ser
arrastrados. El arrastre no deberla ser mayor del 3%molar. El
gas pobre puede ser usado como gas combustible de refineria
© como alimentacién a un reformador de hidrégeno. El aceite
rico es enviado a una unidad de concentracién de gases en
donde es despojado de todos los hidrocarburos C, y C..
Materiales de Construccién — El recipiente absorbedor esté
construido de acero al carbono pasivado y esta diseftado para
16 kg/cm? a 90°C (225 psig a 200°F). Hay 30 platos de acero al
carbono con valvulas de acero inoxidable con 12%Cr. El
absorbedor de la figura es de 0.6 metros (2,0 pies) de didmetro.
Dado que seria imposible trabajar en una torre tan pequefa, los
platos estén unidos con varillas y se bajan dentro de la
columna. El fondo de la columna esta ensanchado para prover
un registro y para facilitar la amortiguacion de oscilaciones en
el nivel det liquido.
626
ABSORBEDOR
{ABSORBER}
\VENTEO
A
MALLA ELIMINADORA _-
DE NIEBLAS
te-ta-———
/
stam
PLL Pot Tr
t
el 1.
ls
SALIDA DE LOS GASES
ENTRADA DEL.
uauiDo
a ENTRADA DEL GAS
ROMPEDOR
_-—— DE VORTICE
—___SALIDA DEL
‘uAUIDO
Fa ISS SI ae
i
ia
q
as
és
Ea
gp
ge
o
4
: z
i i PH a
Absorbedor MEA
Se usa moncetanolamina (MEA) en muchos procesos de
absorcidn. En este ejemplo particular el absorbedor es una
torre de relleno. El relleno es de monturas Intalox de porcelana
semicirculares, fas cuales proveen una gran cantidad de area
superificial efectiva para el contacto entre el gas y al tiquido
con un minimo de resistencia al flujo del liquido y de! gas.
Este ejemplo particular de absorbedor MEA est disefiado para
remover CO, de la corriente de gas efluyente de un reformador
de hidrégeno. Hay tres lechos, cada uno soportado por una
felilla hecha de porcelama, igual a fa de las monturas Intalox.
Hay un registro debajo del soporte de cada lecho y un registro
encima del lecho superior. Este ultimo es para Instalar
Inspeccionar la mala eliminadora de nleblas y el distribuldor
de la alimentacién. Debajo de cada rejilla hay un
redistribuldor. Encima de cada rejlla hay un registro u orificio
de mano (hand-hole), de tal manera que la rejilla pueda ser
Inspeccionada.
Cuando se llena la torre con relleno, la calda del relleno se
amortigua haciéndolo asentarse dentro de una torre
previamente llena de agua. Cada lecho, empezando con él del
fondo, se llena con 3 6 4 pies de agua y el relleno se deja caer
dentro del agua. La cantidad de agua sobre !as monturas
deberia ser aproximadamente de 3 a 4 pies. Cuando las
monturas caen lentamente hacia abajo, se intercalan y se
‘compactan dando una cantidad maxima de area superficial con
la minima caida de presion. A veces hay problemas debidos a
la rotura de las monturas. Hay un tamiz en el fondo del
absorbedor MEA colocado sobre la linea de salida, a fin de
fetener trocitos de porcelana que pudieran ir ala succién de la
bomba.
Para preparar la puesta en marcha de la columna, se funde la
MEA y tanto el absorbedor como el agotador (desorbedor 0
stripper) se llenan con una cierta cantidad de MEA. Se
establece la circulacién de alimentacién en la cabeza y de
salida en el fondo del absorbedor. E! gas rico en CO, viene de
otra unidad precedente, se alimenta al fondo del absorbedor, y
se pone en contacto con la MEA que desciende a través de las
monturas. El CO, es absorbido en la MEA. El gas limpio sale a
través de la malla, la cual elimina cualquier MEA arrastrada, y
luego sale por la Salida de la cabeza de la torre de MEA como
producto terminado. La MEA luego va a una columna agotadora
{desorbedor) donde el CO, es desorbido, y se circula de nuevo
ala torre MEA. Ocasionalmente la MEA tiene que ser cambiada
© repuesta debido a pérdidas. La MEA debe almacenarse en
forma fundida de tal manera que esté lista para ser bombeada
cuando se requiera. Sin embargo, no puede permitirse que la
MEA esté demasiado caliente, puesto que tiene un olor muy
desagradable y podrla causar problemas en areas pobladas.
629
La torre de MEA esta disefiada para una presién de unos 19
kg/cm® (270 psig). La temperatura de disefo es alta; en este
caso particular es de 345°C (650°F). En esta unidad el gas de
imentacién viene de un metanador que opera a altas.
temperaturas, aunque el gas ha sido entriado en un
intereambiador intermedio de recuperacién de calor. El
absorbedor de MEA no tiene por que funcionar a 650°F, pero si
el intercambiador fallase, el hidrégeno de alimentacién podria
entrar el absorbedor a temperaturas muy altas por lo cual el
absorbedor debe estar disefiado para el caso hipotético de
Posible fallo.
630
ABSORBEDOR MEA DE
LA PLANTA DE H2
(H2 PLANT MEA ABSORBER)
INTALOX DE 11/2”
RELLENO REGISTRO ~~ |
DE MONTURAS
-
REGISTRO
ss
SALIDA DEL GAS
MALLA ELIMINADORA
DE NIEBLA
ENTRADA DE MEA
DISTRIBUIDOR DE
LA ALIMENTACION
be REGISTRO DE MANO
_ SOPORTE
| ReaistRo DE MANO
~ REDISTRIBUIDOR
REGISTRO DE MANO.
a Lc -LG
ENTRADA DEL GAS —}+©
REGISTRO ~
CONO CON ORIFICIOS 1
DE 1/4" ~
631
Pe
#
ROMPEDOR DE VORTICE
SALIDA DE MEA
or 22088
AMARA AMAAHA VM MAAAMAAAAANAe
Separador De
Alta Presion
Practicamente todas las unidades cataliticas que tienen
una corriente de gas de reciclo, tendrén un separador de alta
presién. Estos estén disefiados principalmente para separar
hidrégeno de hidrocarburos. Et hidrégeno luego va a la succlén
del compresor de reciclo. Los hidrocarburos pasan al tren de
traccionamiento
Uno de los componentes basicos de un separador de alta
presién es una malla usada como eliminadora de nieblas
{demister) la cual esta generalmente construlda de monel. Esta
soportada en un deflector (baffle) en la cabeza del separador
para coalescer o eliminar las gotitas de hidrocarburos de la
corriente de gas. Hay un distribuidor de entrada, generalmente
locallzado en la parte media del recipiente, que ayuda a
distribulr el gas uniformemente a través de todo el recipiente.
Hay un indicador de nivel de vidrio a media altura del
recipiente para mostrar el nivel de hidrocarburos y un Indicador
de nivel de vidrio en el fondo para mostrar el nivel de agua. Los
controladores de nivel controlan los caudales de agua y de
hidrocarburos que salen del separador de alta presidn. El nivel
de liquido en el fondo del separador es importante. Algunos de
los separadores de alta presién operan a una presién mucho
mds alta que la del proximo recipiente que le sigue. La alta
presion en el separador, particularmente en unidades de
hidrocracking que operan a presiones de hasta 2000 psi, podria
perderse si, por cualquier razén, el nivel de liquido no se
mantuviese en el fondo del recipiente. Esto puede causar
problemas graves en los recipientes que vienen a continuacién.
La linea de salida, si va a una bomba, generalmente tiene un
rompedor de vortice, En los casos en que el liquido sale del
recipiente bajo presién propia no se requiere rompedor de
vértice. En unidades de desulfuracién y de hidrocracking, hay
sistemas para lavar con agua los enfriadores que preceden al
separador de alta presion. E1 agua tiene que ser eliminada de!
hidrocarburo a fin de reducir la carga en el equipo aguas abajo,
tal como en el separador de baja presién o en el tambor de
evaporacién a baja presion (flash drum). Para esto, se instala
un deflector a la mitad del recipiente, se coloca una malla en la
otra mitad det recipiente aproximadamente a un tercio de !a
distancia desde el fondo del recipiente. y se instala un
deflector vertical desde el deflector horizontal. Este deflector
soporta una malla vertical que se extiende casi hasta e! fondo
del recipiente. Puesto que con toda probabilidad e! agua
contendra componentes corrosivos, el fondo del tanque debe
estar revestido con metal u hormigén.
La linea de salida de hidrocarburos tiene un tubo retenedor
que se extiende por encima de las mallas para la coalescencia
del agua. Esto asegura que, aunque se tenga un nivel de agua,
el agua no ira a la salida de hidrocarburos. El agua que sale del
633
fondo del separador puede ser enviada a un desorbedor de
compuestos sulfurados y a continuacién tratada para eliminar
restos de H,S y de NH, antes de descargarla en un tio o de
‘enviarla a una unidad de tratamiento de efluyentes acuosos.
Hay también un conjunto de platos y de bajantes en el
‘separador de alta presién de las unidades de desulfuracién y
de hidrocracking, de tal manera que, durante la regeneracién,
los productos de combustién puedan ser eliminados de la
Corriente gaseosa del gas de reciclo. Los platos permiten el
Contacto apropiado. Cuando se usan platos, se inyecta el agua
directamente en el separador de alta presién, donde se pone
€n contacto con el gas de reciclo ascendente. Los productos
de combustién son absorbidos y eliminados por el fondo del
‘Separador de alta presién y la corriente puede ir a una unidad
de purificacién de agua.
Una unidad de hidrocracking que opere a alta presién, tendrd
tIplcamente una presidn de disefio de 135 kg/cm? (2000 psig).
La temperatura de disefio del separador mostrado es de 120°C
©, aproximadamente, de 250°F.
Puesto que habré algunos productos corrosivos, el recipiente
debe estar hecho de acero al carbono pasivado. Todas las
‘mallas estén hechas de monel. El fondo de la torre, como se
mencioné antes, esta revestido con hormigén, asi como el tubo
retenedor (standpipe).
Una de los detalles interesantes del separador de alta
Presién de una unidad de hidrocracking, es el hecho de que
tiene cabezas semiesféricas. La mayorla de los recipientes, de
hecho todos los recipientes, de los que hemos hablado
Previamente, estan construldos con cabezas elipticas de
excentricidad 2:1. La cabeza semiestérica puede ser construlda
on un espesor mucho menor (mucho mds delgada) que una
cabeza eliptica 2:1 para una presién de disefo equivalente.
634
SEPARADOR DE ALTA PRESION
(HIGH PRESSURE SEPARATOR)
SALIDA DE GAs — usrne
See
j—_f
MALLA RETENEDORA
EBLA
PE]
UL oN ENTRADA DE AGUA
rT “> (CON BRIDA CIEGA)
ut
~ TUBO RETENEDOR
MALLA DE
COALESCENCIA
REVESTIMIENTO DE
HORMIGON
‘SALIDA DEL AGUA
SALIDA DE
HIDROCARBUROS
or 720610
Tambor De
Evaporacion A
Baja Presién
(Tambor De Flash)
La funcién de un tambor de evaporacién a baja presion
(tambor de flash) es la de eliminar hidrégeno y otros
gases ligeros disueltos en los hidrocarburos debido a la
alta presién en el recipiente precedente al tambor de
evaporacién a baja presidn, El recipiente precedente al tambor
de evaporacién, puede operar a unas 2000 psig y a una
temperatura de 130°F. E! tambor de evaporacién a baja presion
opera a 100 psig y 125°F. Aunque hay una pequefia caida de
temperatura, con una caida de presién cercana a 1900 psig, se
puede esperar que la mayorla del hidrégeno se desorba del
liquido que entra al tambor de evaporacién a baja presién, y
con esto se reduzca la cantidad de hidrégeno que podria ir al
desbutanizador. Asi, sin calor de fraccionamiento ni de
ebullucién, una gran cantidad de gases indeseables son
evaporados del liquido. El tambor de evaporacién a baja
presién, al menos durante la regeneracién en la unidad de
hidrocracking, tiene que soportar la presencia de algunos
materiales corrosivos. El recipiente esta hecho de acero al
carbono pasivado y tiene un revestimiento de hormigén de
aproximadamente 3/4” de espesor en la mitad inferior del
recipient.
El tubo retenedor vertical (standpipe) para la salida de
hidrocarburos est4 hecho de monel asi como el rompedor de
vortice. Hay una gran cantidad de agua que sale de este
recipiente. Por ello, hay un control de nivel y un indicador de
nivel de vidrio en la bota de agua. El agua se bombea de la
bota del agua, por lo que hay un rompedor de vortice en la
salida del agua. Puesto que los materiales que van a esta bota
son corrosivos, la bota esta embridada al recipiente a fin de
que pueda ser desmontada y reemplazada con otra nueva
cuando la corrosién del metal sea excesiva,
Dentro del acumulador hay una malia de monel de 12”
(0,3 m) de espesor. Esta malla sirve para dos propésitos: uno,
ayudar a la retencién de gotitas de hidrocarburos arrastradas
en la corriente gaseosa y provocar su coalescencia y retorno; y
otro, coalescer las gotas de agua, separandolas del
hidrocarburo a medida que éste pasa a través de la malla
retenedora. La bota de agua esta dimensionada de tal manera
que pueda ser utitizada como un registro para inspeccionar la
malla retenedora en el lado aguas abajo de la'malla, y hay otro
registro colocado aguas arriba para la inspeccién de este lado
de la malia. Hay un distribuidor para gas e hidrocarburos en la
linea de entrada. Hay una linea de salida de gas y una linea
para la vdlvula de escape, puesto que cualquier sobrepresién
en el sistema normalmente se descarga en este punto. Hay
boquillas embridadas para el indicador de nivel de vidrio y para
el control de nivel de la fase orgadnica.
636
seer gon nov 130 vanvs— 731-91
~ VIONaIS31vOd
vnov) > SayTivw _ NOSIINHOH 3a
3a viog “ OLNAIWILS3ASY
soginon souNnsyVvIOUGIH
aq vanvs ~N
sv5 30 vanvs
SIS x s
—OULSIDSY \
avalun5as 3a \ WOVHLNA
VINATWA
(winud HSvis auNSSaud MOT)
(NOISS’¥d Vrvd 3G HSVi1s YOSWNVL)
NOIS3”d Vrvds V NOIDWHOdVAA 10 YOUNVL
Reactor Tipico
De Un Solo
Lecho Con Flujo
Axial Hacia Abajo
1. Presion de disefio — 30 kglom?, 425 psig.
2, Temperatura de diseflo de la carcasa — 400°C, 750°F.
3. Limitaciones en la presién y temperatura de
regeneracién—3,5 kg/cm’ a 525°C, 50 psig a 977°F.
4, Materiales de construccién.
A. Externos
1. Carcasa y cabezas de acero aleado con 0,5% de
mollbdeno. El interior de la carcasa y de las cabezas estd
revestido con acero inoxidable con 11 a 13%Cr. El
revestimiento tiene un espesor de 3,2 mm o 1/8".
2. Todas las bridas son F-1 de 300# con empaque de
anillo. F-1 indica que la brida esta hecha de acero aleado
Conteniendo 1/2%de molibdeno. La ranura para el empaque de
anillo es de fondo plano y est acabada con un depésito de
soldadura de acero inoxidable de 3,2 mm o 1/8" de espesor.
3. Todas las boquillas estan recubiertas con una capa
de 3,2 mm o 1/8" de acero inoxidable con 11-13%de cromo.
B. Internos
EI material usado en la construccién de las partes
internas es acero inoxidable. Acero inoxidable 18-8 se usa
generalmente para los tamices. Excepcién de lo antes
mencionado, es el distribuidor de entrada. El constructor
puede escoger el tipo de acero inoxidable, que contendrd
cromo, niquel y titanio, 0 18%de cromo, y 11% de niquel y
cobaito,
5. Descripcién de las partes internas del reactor.
A. Dis
dor de entrada
La brida de la cabeza del distribuidor de entrada esta
colocada entre las dos bridas de entrada y estd sujetada
firmemente por un anillo de asbesto trenzado comprimido
entre la brida del codo y la brida del distribuidor de entrada. El
distribuidor consta de una rejilla que contiene cincuenta y seis
orificios de 12,7 mm o 1/2" de didmetro, igualmente espaciados
en circulos concéntricos. La rejilla del distribuidor esta
colocada encima de una serie de tres conos, cada uno un poco
més pequefo que el siguiente. Los conos introducen la
corriente de gas de proceso de tal manera que el gas de
proceso es distribuldo sobre el diémetro total del lecho de
catalizador.
6.38
B, Tamiz de la Boquilla de Salida
Hay un tamiz en el cabezal del fondo, construldo con
una placa de acero inoxidable de 6,4 mm o 1/4” de espesor en
forma de cono truncado. Las ranuras en la pared de! cono son
de 1/4” x 1”, Este tamiz permite el paso libre del gas de
proceso pero retlene el material ceramico de soporte de!
Catalizador de 19 mm 0 3/4" de didmetro que rodea al tamiz,
C. Boca de descarga del catallzador
Hay una boca de descarga de 102 mm o 4" de didmetro
colocada en la cabeza inferior. La boca tiene una brida de
empaque de anillo con una brida clega, excepto cuando se
descarga él catalizador. Instalada en la boca de descarga hay
una valvula de descarga y una extension de Ia boquilla, tlena
con bolas de cerdmica de 6,34 mm o 1/4” de didmetro, que se
extiende a través del material de soporte del catalizador de tal
manera que el catalizador puede ser sacado del reactor sin
perturbar el material de soporte del catalizador.
D. Material de Soporte del Catalizador
La cabeza inferior del reactor esta Ilena de bolas
ceramicas de 19 mm o 3/4” de didmetro hasta un nivel de 152
mm 0 6" encima del extremo superior del tamiz en forma de
cono truncado. Sobre la capa de bolas de cerémica, hay una
capa de 102 mm o 4" de bolas de cerdmica de 6,3 mm o 1/4"
de didmetro. Sobre esta capa hay otra capa de 102 mm o 4" de
soporte del catalizador de 3,2 mm o 1/8" de didmetro. Para
reactores de flujo axial hacia abajo que tengan un diametro
superior a 8", las capas de soporte de catalizador de 1/4" y 1/8”
de diémetro tienen 6" de espesor.
E. Canastas distribuidoras (Cestos distribuidores)
El catalizador descansa sobre la capa de soporte de
3,2 mm o 1/8” de diametro. Poco a poco se eleva el nivel de!
catalizador hasta que falten 304 mm o 12" para el nivel
deseado y entonces se colocan las canastas distribuidoras.
Siete canastas grandes en un circulo de 380 mm o 15" de radio.
y tres canastas pequefias en un circulo de 152 mm 0 6" de
radio. En el circulo de 152 mm (6") de radio, las tres canastas
deben estar espaciadas 325 mm (12,75") entre centros. En el
circulo de 380 mm o 15" de radio, las 7 canastas deberdn tener
una distancia de 344 mm (13,5") entre centros. Luego se
afiaden y se nivelan los 304 mm (12") de catalizador restantes.
Sobre el catalizador se pone una capa de 75 mm (3") de bolas,
de ceramica de 6,3 mm (1/4") de didmetro. Sobre ésta se coloca
una capa de 75 mm (3") de bolas de ceramica de 19 mm (3/4")
de didmetro. Las canastas distribuidoras largas y cortas tienen
639
en su parte interior didmetros de 18" y de 14” respectivamente
y una longitud de 22" y de 17”. El fondo estd cerrado con un
tamiz y en la parte alta hay un plato del calibre N° 12. El
alambre del tamiz es de 1,6 mm (1/16") de didmetro y el orificio
del tamiz es de 1 mm (0,042").
6-40
REACTOR DE UN SOLO
LECHO CON FLUJO AXIAL HACIO ABAJO
{SINGLE BED DOWN FLOW REACTOR)
ENTRADA
___ DISTRIBUIDOR DE
ENTRADA,
CANASTAS:
DISTRIBUIDORAS ~~} ~ BOLAS DE
CERAMICA
yuryy
CATALIZADOR
sours o: [1/8 :
sates | aoc Y vaLvULA
14" cy , DE DESCARGA DEL
‘CATALIZADOR
SILLA DE ELEFANTE Y
‘SU TAMIZ
SALIDA oe amen
Reactor De Pared
Caliente
Lecho Maltiple
Y De Flujo Axial
Hacia Abajo
1. Presién de disefo tipica del reactor: 155,0 kg/em?,
2200 psig.
2. Temperatura del disefio del reactor: 440°C, 824°F.
3. Materiales de construccién.
a) Externos
La carcasa, cabezas, boquillas y bridas del reactor estan
Construidas de aleacién que contiene 2-1/4%cromo, 1%
molibdeno. Los recipientes pueden ser hechos de placa 0
forjados.
b) Internos
Todas ias partes internas del reactor, incluyendo
tuercas, pernos y tamices son de acero Inoxidable tipos 316L,
347, 6 321.
¢) La carcasa y las cabezas estan usualmente revestidas
con una capa superpuesta de 10 + 2 pasos de soldadura de
acero inoxidable tipo 347.
4, Descripcién de las partes externas
a) Ambas cabezas del reactor, superior e inferior son
semiesféricas, debido a los requerimientos de operacién a
alta presién.
b) El reactor tiene una boquilla de entrada de 508 mm o
de didmetro y una boquilla de salida de 254 mm 0 10" de
idmetro. Hay 14 boquillas en el lado del reactor, 12 son
boquillas de termopozos de 50,0 mm (2") de didmetro y dos
Son boquillas de entrada de corrientes de enfriamiento de 152
mm 0 6" de didmetro. En la cabeza inferior hay una boquilla de
descarga del catalizador de 152 mm o 6" de didmetro.
5. Descripcién de las Partes Internas del Reactor
8) Suspendido de la brida de entrada hay un distribuidor
de entrada disefiado con una rejilla que contiene 68 orificios de
19 mm (3/4”) de didmetro, igualmente espaciados en circulos
concéntricos. Suspendidos de la rejilla hay tres conos
truncados concéntricos que distribuyen la corriente de proceso
de entrada uniformemente sobre todo el plato distribuidor
de entrada.
b) Plato Distribuidor de Entrada — El plato distribuidor
de entrada contiene 100 tubos verticales, igualmente
espaciados, de 62,5 mm (2-1/2") de diémetro y 225 mm (9") de
largo. El extremo superior de los tubos esta cerrado y los lados
642
de la parte superior tienen ranuras en angulo de 45°. A 38 mm
(1-112") del extremo inferior de! tubo y a 25,4 mm (1") del plato
hay 4 orificios igualmente espaciados de 9,6 mm (3/8") de
didmetro. Dado que la alimentacion esta formada por dos
tases, liquido y gas, el lIquido podria mojar solo partes del
catalizador y causar canalizacion de flujo en el reactor, por lo
que es necesario disefar el reactor a fin de impedir que esto
ocurra, El gas de proceso entra por las ranuras en el lado
superior del tubo. Cualquier liquido que pueda separarse del
gas de proceso se recoge en los platos colocades alrededor de
los tubos. Cuando se alcanza un nivel de aproximadamente 21
mm (7/8"), el liquido entra en los tubos a través de los orificios
laterales de 9,6 mm (7/8") de didmetro. El liquido que se mezcla
con la corriente de gas es pulverizado en finas gotitas y
distribuldo a través de la primera capa de catalizador. Con la
excepcién de cuatro orificios de 6,4 mm (1/4") de didmetro, el
plato no permite el paso de liquido. El espacio entre la parte
interna del reactor y la circunterencia exterior del plato esta
sellado con asbesto trenzado de 25,4 mm (1") de grueso.
¢) Lechos de catalizador — En el reactor hay 3 lechos
de catalizador. Los lechos superior y medio estén soportados
en una rejilla cubierta con un tamiz de malla de 9 x 9-1/2, El
tamiz esta cubierto por una capa de material de soporte det
catalizador de 3.2 mm (1/8"). Sobre el material de soporte del
catalizador hay una entrada de gas de entriamiento. Cada
entrada de enfriamiento consta de un tubo cabezal de 76 mm
(3°) de didmetro que divide al recipiente horizontalmente. Hay
13 tubos distribuidores laterales, igualmente espaciados, a
ambos lados de! cabezal y a un angulo de 90° con el mismo. El
cabezal y los tubos laterales tienen orificios igualmente
espaciados para mejorar la distribucion del gas de
enfriamiento. El propdsito de esta entrada de gas de
enfriamiento es el de distribuir hidrdgeno {rio uniformemente
en el gas caliente de proceso para reducir la elevacion de
temperatura causada por la reaccién exotérmica en el lecho
superior del catalizador
d) Platos redistribuidores — Debajo de las rejillas de
soporte del catalizador, hay un plato redistribuidor, disefiado
de la misma manera que el plato distribuidor de entrada sobre
el lecho superior. Este plato redistribuye unitormemente el gas
de proceso a los lechos inferiores. Sin embargo, dado que
serla imposible descargar el catalizador de los lechos superior
y medio a través de las rejillas de soporte, tamices y platos
redistribuidores, se insertan tres boquillas de descarga del
catalizador a través del plato de redistribucion y del tamiz y
rejilla de soporte. Cuando se descarga el catalizador de los,
lechos inferiores, el catalizador de los lechos superiores fluye
a través de estas boquillas y se saca por la boqulla existente
en la cabeza inferior
6-43
e) Tamiz de la canasta de salida—Hay un tamiz en la
canasta de salida de 456 mm (18") de didmetro externo por 354
mm (14") de altura que se asienta sobre gulas insertadas en la
tuberla de salida. La canasta esta disefada para permitir el
libre paso de la corriente de proceso y retener el material de
soporte de catalizador de 19 mm (3/4") de didmetro que rodea
la canasta. Encima de la parte superior de la capa de material
de soporte de 19 mm de didmetro hay otra capa de 10 mm (4")
de material de soporte de 6,4 mm (1/4") de didmetro. Sobre
esta capa se coloca todavia otra de 101 mm (4") de material de
Soporte de 3,2 mm (1/8") de didmetro. Estas capas de material
de soporte sostienen el lecho inferior de catalizador en el
reactor. Para reactores de didmetro superior a 8 pies, el
espesor de las capas de soporte de 1/4" y 1/8" se aumenta
hasta 6" (15 mm).
644
REACTOR DE LECHO MULTIPLE
Y FLUJO AXIAL
(MULTI BED DOWN FLOW REACTOR)
PLATO DISTRIBUIDOR
Deere” al
[ eal
o
r +
PozOs DE
‘TERMOPARES
{TERMOPOZOS)
BN
SALIDA“
~~ REGISTRO Y
ENTRADA,
TAMIZ DE SOPORTE
DEL CATALIZADOR
PLATO REDISTRIBUIDOR
ENFRIAMIENTO
> (QUENCH)
Ly _— ptaro nevisrriauioon
foe ‘CARCASA EXTERIOR
oN REVESTIMIENTO
INTERIOR
_. BOQUILLA DE DESCARGA
DEL CATALIZADOR
645,
Reactor De NOTA: Con la excepcién de las dimensiones, éste es
Flujo Radial un reactor representativo de los reactores de lecho fijo, de
flujo radial y de paredes calientes.
1. Presién de disefio tipica: 40 kg/cm’, 570 psig.
2. Temperatura de disefio tipica de las paredes del reactor:
525°C, 97°F. .
3. Materiales de construccién
8) Cuerpo y cabezas: A-387 Gr. Il. Este cédigo de!
‘material indica que la carcasa y las cabezas del reactor éstan
hechas de una aleacién de acero que contiene 1-1/4%de cromo
y 1/2%de molibdeno. Las bridas y las tuberias también estan
hechas de la misma aleacién de acero pero el cddigo de las
bridas es F-11 y el de la tuberla es P-11. La brida tiene una
Junta de anillo con una ranura de fondo plano. El cédigo para el
empaque de anillo es F-5, lo que significa que el empaque
Contiene S%cromo y 1/2%molibdeno. Todos estos materiales
dan excelentes resultados a presiones y temperaturas altas.
b) Los materiales usados en la construccién de las
partes internas del reactor, con muy pocas excepciones,
pertenecen a dos clases:
1. Cualquier parte interna que esté soldada a la pared
del recipiente sera generalmente de acero inoxidable 405
conteniendo de 11 a 13%de cromo. La excepcidn es el collar
de guia de la tuberla central perforada, el cual es de acero
inoxidable 316 L.
2. Las partes internas restantes del recipiente son de
acero inoxidable 316. Una excepcién es el anillo de expansién
de las placas de media cafia (scallops), el cual es de acero A.
387 Gr. 11, que contiene 1-1/4%de cromo y 1/2%de molibdeno.
Todos las pernos son de aleacién con 11-13%de cromo.
c) La cabeza inferior (fondo) del reactor debe estar
recubierta con ladrillo refractario,
4, Descripcién de las partes internas
a) El distribuidor de entrada est disefiado para cambiar
la direccién del flujo entrante, de direccién axial (hacia abajo)
hacia los lados (radial). La parte superior de! distribuidor de
entrada tiene una brida que est4 mantenida firmemente entre
las bridas de la boquilla de entrada por compresién contra un
anillo de asbesto trenzado colocado entre la brida del
distribuidor de entrada y la de la boquilla del reactor.
6-46
b) Placa detlectora
Es un deflector horizontal suspendido de la cabeza
‘superior del reactor y provisto de un registro de acceso.
c) La mampara contiene el clerre y espacio muerto de
catallzador y dirige la corriente de gas de proceso hacia el tubo
central.
4) Las placas de media cafa (scallops) son secclones
cilindricas ranuradas, cortadas a lo largo de la generatriz del
cllindro, y presionadas herméticamente contra la pared interna
de a carcasa del reactor. €1 extremo inferior de las medias
cafias descansa en un anillo de soporte situado en el fondo del
reactor. Los extremos superlores de las medias cafas estan
sostenidos por una varilla sujetadora y estan abiertos para
permitir la entrada del gas de proceso. El gas es distribuido
por medio de las medias cafas a lo largo de Ia altura total del
lecho del catalizador. El numero de medias cahas varla segun
el dimetro de la carcasa del reactor. Un reactor de 1,5 m
(6 pies) de diametro contiene 20 medias cafas. Las
ranuras en las medias caflas son demasiado pequenas para
permitir que el catalizador pase por ellas. Cuando se carga el
catalizador no se debe permitir que éste caiga dentro de las
medias cafias.
e) El tubo central es esencial para la distribuicion
uniforme del gas de proceso a través del lecho de catalizador
El gas de proceso sale de las medias cafias, circula
horizontalmente a través del lecho de catalizador, y pasa a
través de agujeros perforados en el tubo central, el cual est4
dispuesto verticalmente en el reactor y se extiende a través de
todo el lecho catalitico. El numero y tamafo de los aguleros en
el tubo central es cuidadosamente calculado por el ingeniero
de diseho para dar la mejor distribucién del gas de proceso a
través del lecho catalitico. Los agujeros perforados en el tubo
central son de didmetro mayor que el didmetro de las,
particulas de catalizador. Para evitar las pérdidas de
catalizador, el tubo central esta envuelto con una malla 0
tamiz. Los agujeros de la malla tienen aproximadamente 1 mm.
de diametro, de tal manera que el catalizador no puede pasar a
través del tamiz.
) Cubierta del tubo central: Si se desea operar una
unidad de reformado catalitico a capacidades mas bajas que
las de disefo por un prolongado perlodo de tiempo, una menor
cantidad de catalizador serd requerida. Si se descarga parte del
catalizador para mantener una distribucién apropiada a través
del lecho, se coloca una cubierta sobre un tramo del tubo
central, a partir de su extremo superior. La cubierta y la parte
correspondiente cubierta del tubo central se llaman la
ear
“cubierta del tubo central”. Cuando se extiende la cubierta
debe extenderse también a mampara exterior a fin de
Preservar el flujo lineal de la corriente del gas de proceso.
9) Manga del tubo central: En el centro de la cabeza
Inferior del reactor se suelda una manga o tubo a la cabeza. El
didmetro interno de la manga es 3,2 mm (1/8") mas grande que
e1 didmetro exterior del fondo del tubo central, el cual se
acomoda dentro de la manga y descansa sobre un asiento
formado en la cabeza inferior del reactor. Este asiento debe
estar limpio antes de que el tubo central sea colocado dentro
de la manga. El Interior de la manga estd acabado en su
extremo superior de tal forma que una pieza de asbesto
trenzado pueda taponar este espacio para evitar la fuga de
catalizador entre la manga y el tubo central.
h) Boquilla de descarga del catalizador: En la cabeza
Inferior de cada reactor hay una boquilla de descarga de
catalizador de 102 mm de didmetro. Excepto cuando se estd
descargando el catalizador, !a boquilla debe estar tapada con
una brida clega. Dentro de la boqulla hay una valvula. La
boquilla atraviesa la carcasa del reactor y el revestimiento de
ladrillo refractario hasta el lecho del catalizador. La parte
superior de la boquilla est llena de bolas de cerdmica de 1/4”
{6,4 mm) de didmetro hasta el nivel del ladrillo refractario.
648,
REACTOR DE FLUJO RADIAL
(RADIAL FLOW REACTOR)
a
DISTRIBUIDOR DE DEFLECTOR (PLACA)
ENTRADA
CUBIERTA DEL MAMPARA
TUBO CENTRAL 2 NIVEL DE CATALIZADOR
TUBO CENTRAL i
MEDIA CANA
TAMIZ DEL PERFORADA
TUBO CENTRAL 4
VALVULA DE DESCARGA REVESTIMIENTO DE
DEL CATALIZADOR LADRILLO REFRACTARK
ASBESTO TRENZADO
ASBESTO TRENZADO
vor 2208
eug
Flujo Radial
La cantidad de catalizador a ser cargada debe ser
determinada por la refinerla. Sin embargo, hay algunos
detalles importantes que conclemen al operador. Estos
‘se enumeran a continuacién:
1. Los bidones de catalizador deben estar tapados hasta
que se carguen en los reactores. E! catalizador nunca debe
estar expuesto a la Iluvia oa la intemperie.
2. Nunca deben mezclarse catalizadores distintos. Los
bidones de los distintos catalizadores deben almacenarse @
identificarse separadamente.
3. Debe llevarse un registro exacto de cada bidén cargado
en el reactor.
4. No debe permitirse que ningin objeto extrafio, tal como
tuercas para cierre de los bidones, pernos, empaques,
alambres de sellado, herramientas, etc., entre en el reactor
junto con el catalizador. Observe lo siguiente si usted toma
parte en la carga del catalizador:
— El catalizador nunca debe caer libremente a mas de un
metro de altura.
— El reactor debe !lenarse de manera que la superficie del
catalizador siempre permanezca horizontal y bien nivelada.
Evite montones!
— Nunca camine sobre el catalizador a menos que esté
usando raquetas en sus zapatos para distribuir su peso.
— Use una mascara contra el polvo para evitar que el
Polvo del catalizador entre en sus pulmones. Lavese con
grandes cantidades de agua cuando haya concluido su jornada
labora.
— Asegurese que el catalizador es cargado hasta el nivel
adecuado y que el lecho ha sido nivelado con una regla.
— Si se quiere una muestra det catalizador fresco, tome
una pequefia cantidad (25 cc) de cada bidén cuando éstos se
vierten en la tolva de carga. Gudrdela en una bolsa de plastico
sellada o en una botella. No deje la muestra expuesta al aire.
Nunca la exponga a la humedad. Identifique adecuadamente la
muestra marcando la bolsa o recipiente.
— Cubra el extremo superior de las medias cafias de tal
manera que no les entre catalizador durante la carga. Antes de
quitar esta cubierta y antes de colocar las bolas de cermica
en el espacio muerto entre la mampara y las medias cafas,
limpie con un cepillo el catalizador que pueda estar adherido a
650
Descarga Del
Catalizador Del
Reactor De
Flujo Radial
la mampara deflectora, luego coloque 50 mm de bolas de
cerdmica de 6,3 mm de didmetro entre la mampara y las
medias cafias. Sobre esta capa de bolas de 6,3 mm de
didmetro, ponga otra capa de 250 mm de espesor de bolas de
cerdmica de 19 mm de didmetro.
— Asegurese de que el distribuidor de entrada ha sido
colocado antes de cerrar el reactor.
-— El catalizador que caiga al suelo o en plataformas debe
ser barrido y recogido en un bidén vacio marcado “barridos”
Este catallzador recogido es de valor y puede ser recuperado.
NOTA: Nunca entre en un reactor a menos que se haya
asegurado de que no corre riesgo y la entrada esté permitida.
Si el reactor no tiene Ia cantidad suficiente de oxigeno para la
respiracién se corre peligro de muerte.
1. Normalmente, antes de la descarga se tendra que
realizar el quemado del carbén del catalizador. Esto elimina
el carbén, los gases de hidrocarburos y las piritas det
catalizador, Si el catalizador no ha sido regenerado, averigie
cuales son las técnicas de seguridad para la descarga
2. Los lechos de catalizador deben ser enfriados a 40°C
approximadamente antes de la descarga.
3. Los conductos de descarga se conectan a la boquilla
de descarga después de que la brida ciega y el empaque de
anillo han sido retirados
4, Se saca la valvula de descarga de la boquilla de
descarga, lo que permite que las bolas de cerdmica salgan y
vayan a pasar a un recipiente separado
5. El flujo del catalizador es regulado con una valvula en
el conducto de descarga.
6. El catalizador debe ser descargado en bidones de
catalizador limpios. Los bidones de catalizador de la UOP son
extra fuertes.
7. Cada bidén debe tener un empaque y una tapa
abrazadera empernada.
8. De cada bidén que ha sido descargado del reactor se
debe tomar una muestra de 25 cc. El area de descarga bajo el
reactor debe estar barrida y limpia antes de empezar la
descarga. El catalizador que caiga al suelo debe ser recogido y
colocado en un biden de “barridos” para después retornarlo
con el resto del catalizador.
681
9. Un bidén de catalizador contiene aproximadamente 100
kg. El peso de tara del bidén es el peso del bidén, mas el peso
del empaque, mas el de la tapa abrazadera y del perno y tuerca
de la tapa abrazadera. El peso de tara mds el del catalizador es
Igual al peso bruto de bidén.
Por ejemplo:
Peso de tara = 225kg
Peso neto de catalizador = 100.0 kg
Peso bruto = 122.5 kg
Se debe llevar un registro del peso de tara, peso neto y
peso bruto de cada bidén.
652
Preparacién,
Arranque Y Paro
De Recipientes
Y Sistemas
Relacionados
Después de que un recipiente ha sido construido y erigido,
las partes internas han sido instaladas por el contratista,
y el recipiente ha sido inspeccionado. el operador comenzara
a realizar las operaciones finales de preparacion del
recipiente. Si se trata de una columna fraccionadora, existen
bocas de registro en cada plato, las cuales permiten el acceso
ala columna y facilitan el trabajo de mantenimiento. Una vez
que el trabajo ha sido realizado, estos registros tienen que ser
sellados y el operador debe asegurarse de que han sido
colocades y sellados apropiadamente. Primero, sin embargo, el
operador debe Inspeccionar cada plato para comprobar que
restos cualesquiera, papel, herramientas, linternas etc., hayan
sido removidos y que los platos estén limpios. El operador
debe cerciorarse de que varillas de soldadura, tuercas, pernos,
piezas de madera, basura, y otros objetos hayan sido
removidos del fondo de la columna. Una vez que el interior de
la columna ha sido inspeccionado completamente. las bocas de
fegistros exteriores son cerradas. El operador debe tener
cuidado de asegurarse de que los contratistas hayan limpiado
minuciosamente las caras de las bridas, eliminado la
herrumbre y removido cualquier aspereza de las caras, de que
el empaque esté instalado, y de que las bridas estén
empemadas y ajustadas hermeticamente
Una vez que la columna esté completamente cerrada el
siguiente paso consiste en una prueba hidrostatica con un
cédigo de prueba, en el que los factores de temperatura y
presién estan calculados, o una prueba de fuga de liquido en la
que no se considera el factor temperatura. Normalmente se
presiona la unidad hasta la presin deseada, llenddola con
agua, slempre y cuando por supuesto las fundaciones puedan
soportar este peso. Si se pide al operador que Ilene la columna
con agua, su supervisor debe indicarle que equipo debe estar
incluido en ta prueba hisdrostatica junto con el recipiente. Es
Posible que parte del equipo deba ser excluldo de la prueba
hidrostatica debido a ser incapaz de soportar la presion. El
equipo no incluido en la prueba hidrostatica debe ser aislado
con juntas ciegas, y esto incluye las valvulas de descarga
Cuando se Ilene la columna con agua, la columna debe ser
venteada en cabeza para remover todo el aire. La columna
entonces se !lena completamente hasta que rebose agua por el
venteo; la valvula de venteo entonces se cierra y posiblemente
se tapona. Generalmente no existe otro punto de venteo mas
alto excepto quizas por un venteo en Ia linea de salida de
productos de cabeza, la cual deberd ser también cerrada. El
contratista o el personal de mantenimiento procedera entonces
con la prueba hidrostatica. Cuando la prueba se naya realizado,
el agua deberd ser drenada. El operador que esté asignado al
drenado de un recipiente, debe primero abrir el venteo de
cabeza y luego puede proceder al drenaje por el fondo de la
columna, Sin embargo. el drenaje debe llevarse a cabo
653
lentamente, ya que normalmente la tuberia de venteo es de 1"
y la de drenaje es de 10". El operador debe cerrar la linea de
10” parcialmente de tal manera que e! cuadal volumétrico de
salida del agua no sea mayor que el de entrada de aire al
Tecipiente, con lo que se impide la formacién de vacio en el
fecipiente. Muchas columnas no estan disefadas para vacio y
Podrian reventar y desplomarse debido al drenaje simplemente
Porque el operador se ha olvidado de abrir el venteo. Si la
Valvula de venteo ha sido taponada, asegurese con certeza de
que el tapén ha sido removido y de que la valvula esta abierta.
Si es posible, no se fie de un solo venteo, abra dos 0 tres a fin
de asegurarse de que la columna esté ventedndose.
En algunas partes de las tuberias conectadas al recipiente,
han sido colocadas bridas para aislar la seccién sometida a
prueba hidrostatica de las otras secciones que no pueden ser
‘sometidas a la presién de prueba. Estas bridas tienen que ser
removidas y contadas. Inserte un empaque nuevo entre las
bridas y, por supuesto, vuelva a colocar los pernos y ajistelos
herméticamente.
La siguiente fase de la operacién es el lavado con agua. No
permita nunca que el agua de lavado de las lineas vaya a parar
a recipientes, ya que, si hay suciedad en las tuberlas, ésta
podria ir al recipiente, intercambiadores, hornos, etc. El
‘supervisor a cargo del drenaje del recipiente debe cuidar que el
‘operador drene por lineas especificas, digamos una linea de
succién de la bomba después de que la brida de la bomba haya
sido abierta. Sin embargo, asegurese de que el agua sucia de
lavado no entre en la bomba. Prosiga con el lavado hasta que
el agua de lavado de la linea de succién salga limpia,
Todas las lineas de alimentacién, lineas de retorno de
alimentaciOn de calderas, lineas de reflujo, lineas de salida de
cortes laterales, etc. deben ser desconectadas y lavadas
separadamente con agua para aseguarse de que estén
absolutamente limpias. Entonces deben ser reempacadas y
reempernadas. Luego se colocan tamices en las bridas de la
succién de todas las bombas, se llena el fondo del recipiente
hasta un cierto nivel y se circula agua a través del hervidor,
retorndndola por la linea de vapor. También puede ponerse
agua en el acumulador de productos de cabeza, bombeando
entonces el agua a través de la linea de reflujo. Puede incluso
dejarse la columna llena con el agua de la prueba hidrostatica,
y Se deja entonces drenar el agua por todas las lineas
conectadas a la columna. Cuando la columna esta llena de
agua, puede permitirse que el agua rebose en el acumulador de
‘cabeza y regrese a la columna a través de la linea de reflujo,
con las bombas de reflujo funcionando.
654
ruido extrafo y recalentamiento anormal que Ud. observe.
Generalmente las bombas son relevadas cada 4 horas a base
de un sistema de rotacién a través de una bomba de reserva.
Cada bomba deberia operarse de 12 a 24 horas. Si la bomba
esta ligeramente desalineada o tiene algin defecto, aqul es
cuando debe ser observado. Por supuesto, cualquier bomba
que empieza a cavitar 0 tiene problemas serlos de vibracién 0
calentamiento debe pararse inmediamente. Esto generalmente
No presenta problema alguno a menos que se esté bombeando
de un recipiente a otro y que la bomba tome la succién del
otro reciplente. Cuando esto ocurra, el sistema entero tiene
Que ser parado hasta que la bomba haya sido reparada o hasta
que pueda arrancarse la bomba de recambio.
El lavado con agua da al operador una excelente oportunidad
para aprender como se operan las valvulas y ver que las
bombas estén bombeando apropiadamente y que los niveles de
los indicadores de nivel estén en su debida posicién. jNote:
los flotadores de los controles de nivel indicaran un valor mas
alto con agua que con hidrocarburos!
Hay algunas piezas de! equipo que generalmente no se lavan
con agua, por ejemplo: reactores de reformado catalltico y las
lineas de succién de los compresores. Estos equipos
usualmente son tratados con cido por abrasién con
perdigones previamente a la puesta en marcha, Los sistemas
de aceite de los compresores usualmente son acidificados y
no lavados con agua. Las lineas de vapor, generalmente se
calientan lentamente con vapor, entonces se abren las valvulas
de admisién y descarga de vapor, permitiéndose un barrido con
tun caudal elevado de vapor a través de las lineas de vapor; Las
lineas de aire se barren de forma similar con aire. No tiene
sentido lavarlas con agua, ya que ésta podria afectar a los
struments. Las lineas de gas combustible constituyen otro
istema que tiene que ser barrido con vapor y luego secado
con aire comprimido antes de admitir gas combustible, Debe
tenerse cuidado de no arrastrar suciedad ni orin a las boquillas,
de los quemadores 0 mecheros. Las boquillas deben
desconectadas antes de barrer las lineas y luego se reinstalan
en los quemadores. Una vez que el operador se ha asegurado
de que Ia linea esté limpia, puede dar un barrido con vapor a
través del quemador, si asi lo desea.
Un punto que debe ser tomado en cuenta, cuando se esta
circulando agua en un sistema pequefo y cerrado, es que no
hay manera de eliminar el calor generado por la bomba, por lo
que el liquido se calienta gradualmente. Esto puede dar lugar a
evaporacién y producir cavitacién. Si se detecta una elevacion
de temperatura, notifique a su supervisor a fin de recibir
instrucciones de como afrontar el problema o pare la bomba
durante un rato, deje entriar el sistema, y pongala nuevamente
en marcha.
656
En la etapa de lavado con agua y de prueba de las bombas,
hay otros aspectos que deben tenerse en consideraci6n. El
supervisor probablemente le dira al operario que todas las
valvulas de control deben ser removidas completamente de la
linea, puesto que el lavado con agua no se realiza a través de
esta clase de equipo. Tal como se dijo antes, ciertos equipos
deben ser bloqueados durante la prueba hidrostatica porque no
podrian soportar la presién de prueba. Uno de estos equipos
son las valvulas de descarga o de escape.
Debe asegurarse de que las bridas clegas hayan sido
removidas de las valvulas de descarga. La operacién de
valvulas accionadas por motor eléctrico también presenta
problemas. Un motor eléctrico disefado para proveer la
potencia suficiente para bombear hidrocarburos {y puede que
@! hidrocarburo pese sdlo un 60%del peso del agua) estarla
sobrecargado en la operacién con agua a menos que se tomen
las precauciones necesarias. El motor eléctrico no puede
suministrar suficiente potencia para bombear agua al mismo
caudal de diseno que para bombear hidrocarburos, asi que la
descarga de una bomba centrifuga debe ser cerrada
parcialmente hasta que el motor opere con un amperaje seguro
(de diseno o menor). Usualmente, un electricista coloca un
amperimetro alrededor de los cables conductores que salen del
estator del motor e informa al operador de cual es el amperaje
circulante. La valvula de descarga de la bomba se cierra hasta
que el amperimetro indique una corriente inferior al
amperaje de disefio, indicado en la placa de identificacién del
motor. Usando este método el motor no se sobrecargara. (EI
motor debe estar provisto de desconectado automatico en
caso de sobrecarga.) Debe asegurarse también de que la
bomba no se recaliente
Las placas de orificio generalmente no se incluyen en el
lavado con agua o prueba de bombas, sino que se instalan
después de que estos preliminares han sido completados.
Durante el lavado con agua todos los puntos bajos de drenaje y
conexiones de cualquier tipo deben ser abiertos para
asegurarse de que no estén taponados y de que el agua que
sale es razonablemente clara. Esta es una buena oportunidad
para desatascar drenajes, venteos y puntos similares en donde
pueda haberse acumulado suciedad. Si no se hace ahora,
puede que luego uno tenga que desatascarios con
hidrocarburos en [a linea, lo qual puede presentar problemas
de seguridad.
Durante el lavado con agua, se prueban las bombas. Este es
‘el momento de observar las bombas para comprobar su
lubricacién y ver que no haya recalentamiento ni cavitacion
debido a la obturacién de los tamices colocados en la succién
de las bombas. Debe informar a su supervisor de cualquier
655
Una vez que la bomba ha sido probada con agua y el lavado
de la linea ha sido completado el problema siguiente es el de
desalojar el agua del sistema, y esto es muy importante. Si
quedase agua en el sistema, ésta podria penetrar en hervidores
calientes y equipos similares durante el arranque produciendo
dafios de consideracién. Asi que, antes de purgar la unidad y
de cargar aceite y gases de hidrocarburos, debe asegurarse
con absoluta certeza de que no queda agua en el sistema. Para
ello, el operador debe asegurarse de que todos los puntos
altos de venteo y todos los puntos bajos de drenaje estén
abiertos y de que toda el agua haya sido drenada. El operador
debe recorrer las lineas y tuberlas tratando de visualizar si hay
algiin punto donde puedan quedar bolsas de agua. Sino hay
posibilidad de drenar estas bolsas, habra que buscar alguna
manera de desalojar el agua totalmente del sistema.
Un area que presenta gran dificultad es la de los
calentadores; especialmente los de paso multiple. Si cada paso
de un calentador de paso multiple tiene una valvula de control
© una valvula manual o siquiera una brida, puede entonces
barrerse cada paso separadamente con aire. Todos los otros
pasos pueden ser cerrados 0 bloqueados temporatmente con
bridas ciegas. Pero si hay, digamos, cuatro pasos con una
entrada comum, un barrido con aire s6lo desalojard el !iquido
de uno de los pasos sin eliminar el agua de los otros tres. En
este caso, las lineas de gas combustible tendran que ser
puestas en operacién, la unidad tendré que ser aprobada para
servicio, restringiendo ciertas areas para soldaduras. y.
entonces, tomando las precauciones necesarias, deben
encenderse los quemadores a llama muy baja y gradualmente
evaporar el agua de todos los pasos. Usualmente no se
necesita una llama alta, ya que basta una llama baja para
evaporar el agua. El supervisor deberd dar al operador
instrucciones claras y oportunas para llevar a cabo el secado
de los calentadores e intercambiadores de hornos.
La siguiente etapa en la preparacién de un recipiente es la
de desalojar el aire, de tal manera que cuando se alimenten
hidrocarburos, las lineas del recipiente, cabezales de lIneas,
acumuladores de productos de cabeza, enfriadores,
condensadores, etc., no tengan oxigeno presente que podria
crear una atmésfera explosiva. Esto puede hacerse de una 0
dos maneras, Puede utilizarse un gas inerte como N,; sin
embargo, a menudo N; no es disponible o es demasiado
costoso. Otro procedimiento mas comun es el de utilizar vapor.
Si las calderas estén listas para operar, las lineas de vapor han
sido barridas y estan limpias de suciedad, y todas las trampas
han sido reinstaladas en el sistema (las trampas deben haber
sido desconectodas previamente para evitar acumulacién de
suciedad durante el barrido de los cabezales de vapor y del
sistema de condensado) y estén funcionado, entonces el
657
sistema esté listo para el purgado a vapor. Usualmente, la UOP.
Pondré una conexién para vapor en la descarga de las bombas
de los hervidores. Se acopla una manguera de vapor a esta
conexién, y se desaloja el IIquido por la linea del calentador, a
través del calentador y entrando en el recipiente por la linea de
retorno de vapores del calentador. Puede recogerse algo de
condensado en el fondo de la columna, por lo que deberd
tenerse ablerto un drenaje para permitir la salida del
condensado al desagde. El vapor de agua asciende por la
columna, hasta que finalmente sale por el venteo de cabeza
Este venteo puede cerrarse, permitiéndose que el vapor salga a
través de los entriadores de agua o de aire para condensacién
de los productos de cabeza. Naturalmente, no es deseable la
presencia de agua de enfriamiento en los condensadores ni
que esté operando el ventilador en los enfriadores de aire
(aerorefrigerantes)
Algunas veces los enfriadores con aire tienen que ser
cubiertos con una lona, tablero 0 cartén, de tal manera que no
circule aire a través del enfriador que pudiera condensar el
vapor. (Cuidado! Cuando se circule vapor a través de
cualquier intercambiador, especialmente condensadores
enfriados con agua, asegurese de que el lado del agua esté
ventedndose, de modo que el aumento de temperatura causado
Por el vapor no pueda presionar este lado de! intercambiador y
causar grandes daflos en el equipo). El vapor entra en el
acumulador de productos de cabeza el cual se ventea para
desalojar el aire. Debe ventearse el vapor por la parte superior
de las mirillas de vidrio y por los venteos en los puntos altos
de los condensadores enfriados por agua o por aire. Ademas,
deben ventearse los indicadores de nivel (mirillas de vidrio) de
la columna, si los materiales de construccién lo permiten, y
todos los puntos altos del sistema. Debe permitirse también
que el vapor regrese por la linea de reflujo, ventee a través del
drenaje del sistema de valvulas en E, y vaya a la bomba de
reflujo a través del by-pass alrededor de la valvula de control.
Yendo en la otra direccién, se barre con vapor desde el
acumulador de productos de cabeza hacia abajo hasta la
bomba de reflujo, de tal manera que cada linea sea purgada. El
‘operador, en cuanto le sea posible, deberia mantener todos los
venteos abiertos. El operador debe tomarse su tiempo
resiguiendo todas las salidas de las lineas para asegurarse de
que todos los sistemas han sido perfectamente purgados con
vapor.
Algunas veces el vapor tiene que seguir una tuberla tan larga
para ir de la bomba del hervidor al calentador del hervidor y
luego regresar a la columna, que puede condensar y
acumularse en los codos en U de los calentadores verticales.
En tal caso, se puede encender un quemador a bajo fuego en
el calentador para vaporizar este condensado y asi ayudar a
658
mantener el calentador libre de condensado. Algunas veces el
calor de las !lamas piloto basta. En otros calentadores, puede
encenderse un quemador. Si se enciende solo un quemador y
el calentador tiene mas de uno, en otras ocasiones los demas.
quemadores deberlan ser encendidos en rotacién,
Un método usado para determinar si se ha eliminado el aire
de un recipiente, consiste en tomar un recipiente o bomba
tomamuestras y conectar una salida en T a la cabeza de la
bomba de muestreo, En la seccién recta de la T ponga un
medidor de vaclo. Deje salir vapor de la columna purgando a
través de la bomba, luego clerre la valvula en la bomba y la
valvula en la columna. Sumerja fa bomba en agua. Una vez que
todo el vapor se haya condensado, deberla haber un buen vacio
fen la bomba, provisto que no haya ninguna fuga. Si el vacio
llega hasta 725 mm de mercurio, puede suponerse que el
sistema est razonablemente libre de aire. Esta es una forma
de verificarlo. Otra manera de verificarlo consiste en tomar
muestras y analizarlas en un analizador de oxigeno portatil para
ver si hay algo de aire en las muestras. Una vez que todo el
aire ha sido sacado del recipiente y el recipiente esté caliente
por efecto de la purga con vapor, si el suministro de vapor ha
sido cortado, el recipiente se enfriard. Si el venteo se cerrase,
se crearia un vacio en el sistema, pero si los venteos se
dejasen abiertos se succionarla aire con lo que deberia
repetirse todo el trabajo anterior. Lo que se debe hacer es ir
cerrando lentamente todos los venteos y dejar una baja presién
de vapor en el sistema, quizas unas 25 Ibsipulg’, dependiendo
de la presién de diseno del recipiente o sistema. El supervisor
debera dar instrucciones de cual debe ser la presién utilizada
en cada sistema particular. Con presion de vapor en el sistema
el operador debera verificar si hay fugas. Una vez que todas las
fugas han sido encontradas y tapadas, se debe aliviar toda la
presién de vapor de la columna. Una vez que ésta ha sido
aliviada, !a columna todavia se enfriard. Para evitar que
entre aire en el sistema a través de un venteo abierto, o que se
forme un vacio cuando los venteos estén cerrados, permita la
entrada de gas combustible para presionar la columna hasta
que alcance la presidn del sistema de gas combustible. Esto
mantendra una presién positiva constante en la columna.
Algunas veces, la presién del sistema de gas combustible es
més alta que la presién para la cual fue disefiada la columna.
En este caso, se deberd tener cuidado de no presionar la
columna a una presién que haga que las valvulas de descarga
se abran. En este tipo de columna, introduzca gas combustible
lentamente y, a medida que la columna se enfrie, continde
introduciendo gas combustible para mantener una presién
positiva en la columna. Cuando la columna alcance la
temperatura ambiente, se puede llevar la presién hasta
aproximadamente 0,7 kg/cm® (10 psig) y cerrar la entrada de gas
combustible,
659
Una vez el sistema se encuentra a la presién de gas deseada
y cada uno de los recipientes y equipo relacionado estan en
equilibrio, se procederd a purgar (drenar) el agua otra vez por
os puntos bajos de venteo y drenaje, Cuando se ha purgado
toda el agua libre deben reponerse los tapones en todos los
drenajes. El operador puede todavia necesitar algun venteo en
la cabeza para la puesta en marcha asi que puede dejar alguno
destapado durante cierto tiempo. La unidad ahora esté lista
para la introduccién de hidrocarburos.
Durante el arranque y puesta en marcha el operador trabajaré
directamente bajo las érdenes de su supervisor immediato y él
le informaré que nivel deberdn tener las columnas, en que
‘orden debe arrancarse el equipo, etc.
Confiamos que con esto se haya dado una idea de como se
prepara la planta para el arranque y que precauciones deben
tomarse. Esto no significa que el operador sea responsable por
todas las operaciones, pero él debe estar al corriente de que es
lo que se est haciendo y reconocer que el supervisor est
presente para indicarle y ayudarle tanto como le sea posible.
Por supuesto, informe a su supervisor de cualquier cosa que le
parezca anormal y manténgale al corriente de que es io que se
estd haciendo en cada instante.
El paro de una columna puede ser tan dificil como el
arranque si no se realiza adecuadamente. Cuando se corta el
calentamiento de la columna, los gases pueden condensar y
producir el vacio. Las columnas que no estan disehadas para
vaclo pueden reventar y derrumbarse. Asi. una vez que la presién
de la columna esté por debajo de la presin del sistema de gas
combustible, el operador puede comenzar a introducir gas
combustible en la columna. En la mayoria de los casos hay una
valvula de by-pass alrededor de la valvula de control de
presién. La vdlvula de control de presién de la columna,
generalmente, envia gas combustible hacia el sistema de gas
combustible desde e! acumulador de productos de cabeza. Asl,
abriendo este by-pass, e! gas combustible del sistema de gas
combustible puede retornar y llenar la columna, Dependiendo
del volumen de gas en todo el sistema de gas combustible, es
deseable hacer esto lenta y cuidadosamente. Debe evitarse que
caiga la presién del sistema de gas combustible y se apaguen
los quemadoresres de los hornos y calentadores que estan
‘operando. Algunas veces, cuando no se dispone de gas
combustible, es posible balancear la presién con la de otras
columnas que estan todavia operando, as! que la columna
pueda enfriarse sin peligro.
Una vez que la columna ha sido enfriada, todo el liquid
recogido en el fondo de la columna puede ser transferido a los
tanques de “slop”, a otras columnas, o a otras unidades, y los
hidrocarburos pueden ser drenados por todos los puntos bajos.
660
Columnas donde hay hervidores internos deben tener los
drenajes abiertos a fin de drenar el liquido de los hervidores
hacia el fondo de donde sera drenado fuera de la columna. En
general, cuando el operador ha removido todo el hidrocarburo
posible de las columnas, éstas pueden ser otra vez barridas
con vapor. Si la columna en su interior tiene presién de gas
combustible dentro de ella, se puede sacar el gas hacia el
cabezal del sistema de antorcha
‘Sin embargo, se llegara a un punto en el cual, si se continua
enviando vapor a la antorcha, ésta puede apagarse. Por lo
tanto, después de un periodo de tiempo razonable, gases
ligeros tales como metano e hidrdgeno, pueden ventearse a la
atméstera, dependlendo de las regulaciones locales contra la
contaminacién atmostérica. Esto no debe hacerse con gases
pesados, tales como propano y butano, que pueden
acumularse a nivel del suelo y causar explosiones. Se puede
continuar barriendo con vapor las columnas hasta que todos
los gases de hidrocarburos hayan salido de ellas.
El condensado recogido en el fondo de las columnas
contendrd cantidades considerables de aceite y por lo tanto
este aceite debe ser enviado a las piscinas de agua
contaminada con aceite, de donde pueden ira un separador
donde se recupera el aceite del agua. Luego, el agua puede
descargarse en un rio 0 corriente natural sin ninguna
contaminacién de hidrocarburos.
Con la columna barrida y libre de todos los hicrocarburos
{comprobar con un explosimetro) se puede permitir la entrada
de aire, Por lo tanto, el operador puede cortar el vapor y"
permitir que el aire entre por los venteos y lene la columna,
Las columnas entonces, deben ser sopladas con ventiladores,
para asegurarse de que todos los gases toxicos de cualquier
tipo son eliminados del sistema. Ingenieros de seguridad
deben muestrear el gas que Sale por los venteos y por otros
puntos a lo largo de la columna para confirmar que la columna
se encuentra en condiciones seguras y que la atméstera es
respirable. Cuando la columna es abierta, se verificara otra vez
que hay la adecuada cantidad de aire para la respiracion de las
personas dentro de la columna. Nunca debe entrarse en un
recipiente sin las guarniciones de seguridad y sin que haya
alguien afuera vigilando la cuerda a la que Ud. esta atado.
Trabaje siempre con un compafero fuera de la columna que
mantenga contacto constante con Ud., de tal manera que si le
ocurre algo anormal dentro de la columna, el hombre de afuera
pueda pedir ayuda o sacarlo del recipiente. NUNCA entre en un
fecipiente sin que haya alguién vigilando atuera de la boca de
registro!
661
YIM VMS OO I YM HM AIA INYO AQA IAI |S ee
MANUAL DE
ENTRENAMIENTO
ACCIONAMIENTOS.
UNIDADES MOTRICES
Process Duision
UOP Inc
Shy 5A
Ti] VAM aM Ts
HOQTMIMAMOID DA,
FSR TONM eto0Iaiu
Sw ww wt Www eu we wow Le
Turbinas De
Vapor
Tipos De
Turbinas
TURBINAS DE VAPOR
(STEAM TURBINE)
Las turbinas son maquinas capaces de realizar trabajo.
Se usan ampliamente en las refinerlas para el suministro de
Potencia. Se usan para accionar bombas centrifugas,
Compresores de gas, soplantes de aire, ventiladores y
generadores eléctricos. Cada turbina estd disefiada para un
Propésito especitico y desarrolla una potencia especitica. Los
principios basicos para el disefo de una turbina son siempre
os mismos, aunque generalmente cuanto mayor es la turbina,
mas complicada es.
La turbina de vapor opera a base del mismo principio que el
molino de viento, 0 1a rueda de paletas movida por un flujo de
agua que proviene de un rio. En una turbina de vapor, el vapor
pasa a través de una tobera pequena a gran velocidad y empuja
las aspas o dlabes montados en un rotor. La fuerza del vapor
hace que el rotor gire y esta fuerza desarrollada puede acclonar
una bomba o un compressor, o generar electricidad,
TURBINAS DE IMPULSION — En una turbina de impulsién
el vapor es dirigido desde las toberas hacia los alabes
montados en un disco giratorio. La calda de presién se
produce Unicamente a través de la tobera y la presion en los
Alabes permanece constante
TURBINAS DE REACCION — En las turbinas de reaccién el
vapor se expande en anillos altemos de alabes fijos y de
Alabes méviles. La caida de presién se efectia tanto en los
Alabes fijos como en los alabes méviles,
Las turbinas pueden ser o sdlo de impulsién o de una
combinacién de impulsién y reaccién
Las turbinas simples en la mayoria de los casos son del tipo
de impulsién.
Las turbinas se clasifican también por las condiciones a las
que sale el vapor de la maquina.
a) Turbina de condensacién: Es aquélla en la cual el vapor
exhausto sale a una presién inferior a la presion atmostérica.
b) Turbina no condensante: Es aquélla en la cual el vapor
exhausto sale a una presidn por encima de la presién
atmostérica.
73
WII ISH SI I ee ear
Principios De El vapor se expande en la tobera la cual le dirige hacia
Operacién De los dlabes montados en el borde del primer disco giratorio.
Una Turbina De _ 0 rodete. El flujo del vapor cambia a una direccién axial, a
Impulsién Tipica medida que pasa a través de los dlabes. Entonces unos Alabes
estacionarios redirigen el vapor al segundo juego de dlabes. En
este sistema la energia calorifica del vapor se transforma en
energia cinética de velocidad y luego en trabajo mecénico.
PRINCIPIOS DE OPERACION DE
UNA TURBINA DE IMPULSION
NO CONDENSANTE
(PRINCIPLES OF OPERATION OF A NON
CONDENSING IMPULSE TYPE TURBINE)
TOBERA DE VAPOR
ALABES MoviLES
4
aH
DIRECCION DE
ROTACION, °
ALABE
ESTACIONARIO
i
tt
5 FIJOS
ALABES VISTA
MOVILES” DIAGRAMATICA
DE LOS ELEMENTOS
INTERNOS DE UNA
TURBINA
ENTRADA A) VELOCIDAD
LA TOBERA,
pescanca |
rT
RELACION PRESION-VELOCIDAD DEL VAPOR A
TRAVES DE UNA TURBINA DE IMPULSION vor mrs
1s
Turbina De
Vapor Tipica
El vapor entra en la valvula del regulador o gobernador
después de haber pasado a través del filtro y de la valvula de
estrangulamiento. La posicién de la valvula del gobernador
determina que cantidad de vapor se admite en la cémara de
vapor y las toberas. Cuando el vapor pasa a través de las
toberas, su velocidad se incrementa a valores muy altos.
Entonces el vapor répidamente entra en la primera fila de
dlabes donde parte de la energla se usa para mover el rodete.
Los dlabes inversores estacionarios sirven para invertir la
dlreccién del flujo de manera que el vapor entraré en la
ireccién apropiada a la segunda fila de dlabes méviles. En la
segunda fla de dlabes méviles se extrae mds energla de!
vapor. Finalmente el vapor sale de las turbinas a través de la
tuberla de sallda del vapor exhausto. La carcasa esta sellada a
la entrada del eje por medio de varios anillos segmentados de
carbén los cuales se mantienen en su lugar por medio de unos
resortes de retencién. En eje esté soportado en chumaceras
lubricadas 0 en cojinetes de bolas. El gobernador y su
articulacién controlan la posicién de la valvula del regulador o
gobernador. Si la carga aumenta, la turbina tenderd a disminuir
de velocidad. La accién de los contrapesos y del resorte del
gobernador, transmitidos a través de la articulacién, abren més
la valvula de vapor permitiendo que entre mas vapor, con lo
que la turbina se mantiene a una velocidad fija. Una reduccién
en la carga tiene el efecto contrario. El ajustador manual de
velocidad se usa para fijar la velocidad a la cual la turbina debe
trabajar. El mecanismo de disparo de emergencia se construye
y se ajusta de modo que corte el suministro de vapor
accionando una valvula de cierre rapido cuando la velocidad
pasa de un valor predeteminado. La mayoria de los
mecanismos de disparo por exceso de velocidad estan
regulados para operar entre 10% y 15% por encima de la
velocidad de operacién. Se han conocido casos en los cuales
los rotores de la turbina se han destrozado debido a
sobrevelocidades.
76
‘o1vNorvis3
woava 30 ‘ovine 3aviv
NorowinoNvuisa / Wena
es VUBGOL
vntguni v1
3aara
\avaizowansa /) | vuzovwunita
Moana / |
fj yoavonant
\ vons aa woava
‘s0T135 20 Yoavn
oviNy
Noauvo 30 soviny
a0 vunavisnovans
sosaavuinoo 3a GvaIvotans¥a0s Yoa
woaviussoo | OuvdsIa 30 uoovSva
/ ON Gaoinnrnos
Tit ——— VTANULN3D VINATWA
vntouns v1
OuvasiaaaVONVIVd aasvisivdoS3avIV
(3NISUNL WVALS TVDIdAL)
VW3idiL YOdVA 3G VNISHNL
Rodamientos Y
Lubricacién
Suministro
De Vapor
El eje del rotor debe girar libremente pero el movimiento
axial del eje debe ser muy pequeno, de otra manera se
dafiarlan los dlabes del rotor.
Para mentener el eje en la posicién correcta, se usan
rodamientos. Estos pueden ser chumaceras 0 cojinetes
antifrlecién de rodillos 0 de bolas. El rodamiento mas
comunmente usado en turbinas pequefias es la chumacera en
la cual se emplea metal Babbit como superficie de rodamlento.
El metal Babbit es una aleacién de estano, antimonio y plomo.
Como esta mezcla de metales tiene un punto de fusién bajo, la
temperatura maxima de un rodamiento hecho de este material
es importante, y no deberla ser operado a mds de 75°C. La
temperatura normal de operacién deberla estar alrededor de los
55°C.
En la mayorla de las turbinas pequenias se emplea una forma
simple de lubricacién de la chumacera mediante un anillo de
lubricacién. Este anillo es holgado y gira con el eje. A medida
que éste gira, arrastra aceite desde el depdsito al rodamiento.
En turbinas pequefias el depdsito de aceite no esta enfriado
Por agua y el calor generado se disipa a la atméstera. A medida
que aumenta el tamafio de la turbina, la cantidad de calor
generado es mayor, por lo cual los depositos de aceite estan
entriados con agua.
En las turbinas mas grandes se emplea un sistema de
lubricacion forzada. Estos tienen entonces bombas de
recambio de aceite lubricante, filtros de aceite, un depésito
grande de aceite y un entriador de aceite independiente.
En estos tipos de turbina se establece la circulacién del
aceite lubricante antes de que la turbina sea puesta en marcha
y se deja funcionar después de que la turbina ha sido parada
Para enfriar los rodamientos.
El suministro de vapor a una turbina debe estar libre tanto
de condensado como de cualquier liquido, pues éste causaria
una rapida erosin de los dlabes del rotor. Esta es una de las
razones por las que el vapor generado es sobrecalentado. La
condensacién en las lineas de vapor aumenta con la distancia
desde la caldera. Se instalan trampas de vapor a lo largo de la
linea para extraer el condensado a medida que éste se forma
Para reducir la posibilidad de entrada de condensado en las
turbinas, todas las tomas de vapor se hacen por la parte
superior de las lineas de distribucién de vapor.
78
Valvulas De
Seguridad
‘Amenos que la carcasa de la turbina esté disenada
para soportar la presion total de suministro, debe estar
protegida por alguna forma de dispositivo de seguridad.
Normaimente se coloca una valvula de seguridad en la linea
que esta entre la admision y la valvula de bloqueo.
Se acoplan valvulas centinelas a la carcasa de las tur
que estan disefiadas para resistir la presion del vapor.
La valvula centinela deja escapar vapor para advertir que
existe presién excesiva, pero no es lo suficientemente grande
para liberar tanto vapor que se reduzca rapidamente la presion
en la carcasa
79
a7 Ia TI I re
neeron __omas
3Q HOdWA 130 arvNauG
sorts \
s38viV, \ T
yodvATag_ iP
vouvosaa —~
\ &
aunov
30 01'soa3a
Norovowsnt
‘30 SOTUNY salar YOdvA 3G
VOVHLNa
SJ
rp t
ausovaa/ woavNuz09
‘sovias ‘sv10a 30
sounaivaou vsovwniio ~~ 313NItoo
$0130 vSvuvD
Notowai3u 30 sa1uosau
Nog NOguVD 34 SOTUINY soinaiwvaou
‘Ja vsvouvo
saaow saaviv 7
WISNILNID
VINATVA
(NOLLVOINEN ONIWag SNIGHNL JO STIV13G)
VNISYHNL VNN 30 NOINVIIHAN1 W1 AG SATIVIAG
my
Sellos ¥
Empaquetaduras
De Las Turbinas
Cuando la presién en el interior de una turbina es més alta
que Ia presién atmostérica, algo de vapor se fuga a lo largo
del eje. La fuga de vapor reduce la potencia desarrollada y
aumenta el consumo de vapor. En algunos casos una presién
mas baja que la presin atmosférica en el interior de la turbina
puede provocar una admision de aire a lo largo del eje. Esto
tiende a elevar la presién de la turbina y puede causar
corrosién. Por lo tanto ambas formas de fuga deben ser
eliminadas al maximo.
Para minimizar estas fugas se emplea un sistema de
empaquetaduras, pero en vez de las empaquetaduras que se
usan en una bomba o en el prensaestopas de una vélvula, el
empaquetado usado en las turbinas se compone de anillos de
carbén o de sellos de laberinto.
Los anillos de carbén tienen la forma de segmentos
sostenidos entre si por medio de resortes de retencién. Una
vez instalados no es posible ajustarlos.
Los sellos de laberinto consisten en un numero de tiras
delgadas, circulares y de borde afilado, soportadas en la
carcasa y posicionadas de tal manera que el espacio entre el
eje y el borde de estas tiras es muy pequefo. Una vez que
estas tiras han sido acopladas no es posible ajustarias.
Ninguno de estos sellos sella completamente el vapor, ast
que, en las turbinas no condensantes, esta previsto que
después de un nimero de anitlos o de secciones de laberinto,
el vapor se fugue a la atméstera.
En las turbinas que operan a vacio, conocidas como turbinas
de condensacién, se agrega vapor de sellos. El vapor de sellos
impide el ingreso de aire hacia el interior de la turbina a base
de mantener una presidn ligeramente positiva en la camara de
sellos, la cual minimiza la fuga de vapor por los sellos hacia el
interior de la carcasa de la turbina
72
EMPAQUETADURA Y SELLO BASICOS
(BASIC GLAND AND SEAL)
VAPOR
DESELLO Aus oe F,
CON RESORTES
DESCARGA DE
VAPOR DE SELLO
ANILLOS DE CARBON CON SELLO SIMPLE DE LABERINTO
RESORTES DE RETENCION
TURBINA DE VAPOR — VAPOR DE SELLO
RESORTE DE RETENCION
CAJADE
EMPAQUETADURAS CAJADE
‘EMPAQUETADURAS
{gk —ANILLOS DE CARBON
Rr
EJEDELA_()
TURBINA
TURBINA (y EJE DE LA TURBINE
VALVULA
pescarca DE ALIVI
DE VAPOR MANOMETRO DE VAPOR
DESELLO DE SELLO
HACIA EL, HACIA EL
DRENAJE DRENAJE
VALVULA DE CONTROL “ ENTRADA
YDEPASO DE VAPOR vvoP 2207
Gobernadores
(Reguladores)
Basicamente los sistemas de regulacién (gobernadores)
de una turbina controlan el flujo de vapor para mantener una
velocidad constante atin cuando varie la carga.
El gobernador de velocidad mas simple-y familiar para
turbinas pequefias es el de contrapesos de accién directa.
En el diagrama se puede ver que en la posicién de arranque
con los contrapesos én repose, la valvula del gobernador esta
abierta. A medida que la valvula principal de vapor se abre
lentamente, el eje de la turbina comienza a girar. A medida que
fa rotacién aumenta, los contrapesos se levantan y separan
debido a la fuerza centrifuga, comprimiendo asi el resorte de!
gobernador. Esto hace que la barra de articulacién del
gobernador se mueva ajustando la abertura de la valvula de
vapor y controlando la velocidad al valor requerido.
Para fijar la velocidad al comienzo de la operacién, se regula
el ajustador de velocidad, el cual fija el brazo de palanca de la
articulacién que acta sobre la valvula de estrangulamiento. Se
mide entonces la velocidad con un tacémetro. Si la velocidad
de la turbina aumentase, los contrapesos serian lanzados hacia
atuera, Esto comprimiria el resorte de! gobernador y cortarla el
suministro de vapor hacia la turbina, reduciendo as! su
velocidad. Entonces los contrapesos descienden ajustando la
articulacién y permitiendo el paso de mas vapor hacia la
turbina con lo que eventualmente se alcanza el equilibrio.
74
POSICIONES DE LOS
CONTRAPESOS DEL GOBERNADOR
(FLYBALL GOVERNOR POSITIONS)
RESORTE DEL GOBERNADOR
_/ SAUSTADOR DE VELOCIDAD
CONTRAPESO
vieoutaaned A
ARTICULACION
DEL GOBERNADOR ~~
VALVULA DE ESTRANGULAMIENTO
TOTALMENTE ABIERTA
CONDICIONES INICIALES
RESORTE DEL GOBERNADOR
eye / CONTRAPESO
VALVULA DE ESTRANGULAMIENTO
FLOTANDO
A VELOCIDAD DE
OPERAGION NORMAL
RESORTE DEL GOBERNADOR
CONTRAPESO
A.EXCESO DE VELOCIDAD
VALVULA DE ESTRANGULAMIENTO
CERRADA vor ars
Vdlvulas Manuales _Las turbinas pequefas y medianas tienen una o varias
— Incrementadores toberas que estén permanentemente abiertas sin
De Potencia volantes manuales. Estas toberas dirigen el vapor de alta
velocidad hacia los dlabes del rotor de la turbina. haciendo que
éste gire.
La mayorla de las turbinas pequefias y medianas también
tienen dos 0 tres toberas operadas manualmente, normalmente
localizadas en la parte inferior de la carcasa de la turbina.
Cuando una turbina esté operando a carga normal, con la
valvula del gobernador totalmente abierta y no alcanza su
velocidad normal de operacién, entonces deben abrirse estas
toberas manualmente una a una mientras se comprueba la
velocidad de la turbina. Al abrir las toberas la cantidad de
vapor que incide en los dlabes del rotor aumenta. Estas toberas
deben estar totalmente abiertas o totalmente cerradas. Si
despugs de haber abierto las toberas manuales, la velocidad no
aumenta, 0 peor atin, Se reduce, la falla podrla ser debida a
una presién de descarga del vapor exhausto més alta que la
presién de disefo.
Estas toberas operadas manualmente sélo deben ser
operadas cuando la turbina gira a una velocidad inferior a la
normal.
DETALLES DE LAS VALVULAS
MANUALES E INCREMENTADORES
DE POTENCIA Y SU LOCALIZACION
(DETAILS OF HAND VALVE, HORSE POWER
INCREASER & LOCATION)
gs VALVULA ceNTINELA
: = w PALANCADEREPOSICION
fea Ef 4, CARcASA ori mtennteing DE DISPARO
©“ Gonenwapon ‘POR EXCESO DEVELOCIDAD.
(CORTE TRANSVERSAL DE UNA
VALVULA MANUAL
ENTRADA
OEVAPOR
LVALVULAS MANUALES:
[ESTRANGULAMIENTO
‘DEL GORERNADOR,
VISTA DEL EXTREMO DE UNA TURBINA DE VAPOR TIPICA —vorzzor8
716
Mecanismo De
Disparo Por
Exceso De
Velocidad
Indicadores De
Velocidad —
Tacémetros
En condiciones normales de operacién el gobernador regula
la velocidad de la turbina, pero es posible que el gobernador
falle y la velocidad aumente hasta llegar a causar daftos a
la turbina, y en algunos casos pueda poner en peligro la
seguridad del personal. Para impedir esto, cada turbina esta
equipada con un mecanismo de disparo por sobrevelocidad, el
cual corta completamente el suministro de vapor si por alguna
razén la velocidad excede el valor maximo de exceso de
velocidad permitido.
En un mecanismo simple de disparo por sobrevelocidad, el
accionador consiste en un peso que se mantiene dentro del ele
Por medio de un resorte. A velocidades normales el accionador
permanece en el interior del ej. Si la turbina se acelera, la
fuerza centrifuga vence la tensién del resorte y el accionador
es forzado hacia afuera donde golpea el gatillo de disparo, el
cual a su ver libera el mecanismo que corta el suministro de
vapor a la turbina.
El mecanismo de disparo por sobrevelocidad tiene que ser
reposicionado después de que la turbina se ha parado.
Existen varios tipos de indicadores de velocidad
conocidos como tacémetros. Tres tipos son los mas.
comunmente usados:
‘A. DE ACOPLAMIENTO DIRECTO — Es aquél en el cual el
tacémetro se acopla directamente al eje de la turbina.
B. DE IMPULSOS MAGNETICOS — Los impulsos
magnéticos del eje son recogidos por un dispositivo sensor y
la velocidad se indica en un dial con una escala graduada.
C. DE LENGUETAS DE VIBRACION — Este tipo de
tacémetros se usa para medir la velocidad por medio de
vibraciones. Este tacémetro se adosa a la palanca del
gobernador o algun otro acoplamiento externo que dé la
maxima vibracién. Este punto debe ser localizado
experimentalmente. Cuando este tipo de tacémetro se coloca
en el punto de mayor vibracién, se indica la velocidad en el dial
Por medio de una de las lenguetas vibradoras. Después de que
una turbina ha sido reparada por mantenimiento, se debe
‘comprobar su velocidad con un tacémetro cuando esté a carga,
y luego ajustada a su velocidad correcta. Velocidades
demasiado bajas no permiten el desarrollo de la potencia
requeri
VELOCIDAD — Las turbinas pequefias estan disehadas para
operar a una velocidad constante. Esta es normalmente la
misma velocidad que la de los motores eléctricos, de tal
manera que tanto las bombas accionadas por vapor como
eléctricamente puedan utilizar las mismas bombas de
recambio.
ra7
1492400 WINATWA V130 OLNAISY.
viuns
wi3aara
o1natsy z1g0a
Savinatve
vavavasia
= NOIDISOd
af Na VONVIVE
/ lt
— _t-
4 S _——
=
Nornisod3y ue GvalIs0TazAzus0S
SOP sa owvasas
\ vaya wouvnoDy
ouvesra ‘
30VONVIVE ‘TWANVW OuvdsiIa
Savane
(2D WOINIT 8 SATWA ‘dit GaadSH3A0)
NOIDSVINDILYYV A
WINATVA ‘AVGIDOTAAIHEOS HOd OYVdSIG 3d OWSINVIAW
78
OPERACION DE TURBINAS DE VAPOR
Arranque
(OPERATION OF STEAM TURBINES)
Un procedimiento de operacién que puede ser usado para la
mayoria de las turbinas de vapor incluye lo siguiente:
1. Comprobar que el nivel del aceite lubricante sea el
adecuado. Si la turbina tiene una bomba auxiliar de aceite,
arrancarla y observat la presién del aceite
2. Abrir las purgas en las lineas de entrada y salida y
permitir que se purgue todo el condensado
3. Abrir todos los drenajes de la carcasa.
4, Examinar todas las lIineas de agua de refrigeracién para
asegurarse de que el agua esté circulando.
5. Abrir la valvula de salida del vapor.
6. Abrir la valvula de estrangulamiento ligeramente. para
admitir un poco de vapor. Permitir que la turbina se caliente
adecuadamente.
7. Abrir ta valvula de estrangulamiento lo suficiente para
comenzar a rodar la turbina e inmediatamente escuchar
cualquier sonido de rozamiento 0 chasquido. Se debe Hamar a
un especialista para que investigue y corrija cualquier sonido
anormal antes de que se intente operar la turbina. También
examinar el anillo de aceite para verificar si est lubricando los
rodamientos. Ver si se sobrecalientan los rodamientos.
8. Cerrar los drenajes cuando haya la certeza de que todas
las partes drenadas estén libres de agua y que la turbina se ha
calentado lo suficiente para impedir !a acumulacién de agua
9. Abrir la valvula de estrangulamiento para incrementar
gradualmente la velocidad. Sin embargo, la mayorla de bombas
multietapa de productos calientes, deben ser arrancadas,
rapidamente. Por esto las turbinas que las operan constituyen
una excepcién a esta practica. A medida que la velocidad de
operacién se aproxima, asegurarse de que el gobernador toma
control. Esto puede hacerse observando el movimiento del
sistema de la valvula del gobernador.
10. Cuando el gobernador haya tomado control. abrir ta
valvula de estrangulamiento.
719
Operacién
Paro
1. Las observaciones periddicas de los niveles de aceite en
los rodamientos y la deteccién de cualquier sonido o vibracién
anormal permiten al operador corregir muchas fallas antes de
que se tornen serias.
2, Muchas turbinas estén equipadas con vélvulas manuales
para controlar parte del flujo de vapor que va a las boquillas.
Cada valvula Individual debe estar totalmente abierta 0
totalmente cerrada. Estas turbinas deben ser operadas con ef
menor numero posible de véivulas manuales abiertas que
Permitan mantener la carga. Operando de esta manera se
utiliza el vapor mas econémicamente.
3, El mecanismo de disparo por sobrevelocidad es
proporclonado por los fabricantes de la turbina con el objeto
de proteger al personal y al equipo. Ocasionaimente, se
inhabilita el mecanismo de disparo por sobrevelocidad,
aténdole con alambres. Esta practica viola las reglas de
seguridad y el sentido comin.
4. Alustar la presién del vapor de sellos ocasionalmente para
impedir el acceso de vapor desde la purga hacia los pedestales
del rodamiento. Esto contaminarla el aceite y corroeria los
rodamientos.
5. Ocasionalmente observar la operacién de los anillos de
aceite de los rodamientos. Ver también el color del aceite de
lubricacién. El aceite de lubricacién de turbinas a veces se
torna negro y gomoso. Si esto ocurre, pedir a un maquinista
que drene el aceite y lo reemplace con aceite nuevo.
1. Accionar manualmente el mecanismo de disparo por
sobrevelocidad. Esta es la forma mas facil de parar la turbina y
a la vez se comprueba la operacién del mecanismo de disparo
por sobrevelocidad.
2. Cerrar la valvula de estrangulamiento.
3. Reposicionar el mecanismo de disparo, dejéndolo en la
posicién correcta para el préximo arranque.
4, Cuando el eje de la turbina se haya detenido, cerrar la
valvula de descarga y abrir totos los drenajes entre la valvula
de estrangulamiento y la valvula de descarga. Cualquier
acumulacién de agua en la carcasa causara la corrosién en la
rueda de dlabes 0 rodete y en el interior de la carcasa. Un
rodete corroldo hard que la turbina vibre en el préximo
arranque. La corrosién de la tobera y de los dlabes reduce la
eficiencia de la turbina.
7.20
Calentamiento
De La Turbina
Turbinas En
“Stand-By”
De Relevo
Automatico
Turbinas
De Reaccién
5. Cortar el agua de enfriamiento.
6. Abrir la purga de la carcasa de la turbina,
Excepto en los casos de emergencia, una turbina de
vapor debe ser calentada antes de ser puesta en servicio,
Las turbinas en “stand by’ (en espera) deberian estar
girando lentamente. La velocidad de rotacién lenta es critica
ya que la velocidad de la turbina debe ser lo suficientemente
rapida para lubricar las chumaceras, pero si gira demasiado
rdpidamente pero por debajo de la velocidad de operacién
normal, Ja bomba podria trabarse debido al calor generado en
los anillos de desgaste de la bomba porque el flujo en el
extremo de la bomba es insuficiente para entriar los anillos de
desgaste. Se debe tener en cuenta que cuando la turbina se
pone en operacién, después de que ha sido calentada, debe
entrar en operacién tan répidamente como sea posible para
reducir la posibilidad de que se trabe la bomba
La velocidad de rotacién lenta se obtiene por medio de una
pequefa linea de by-pass de vapor alrededor de la valvula de
control,
La valvula automatica de vapor es accionada mediante una
toma instalada en la !Inea de descarga de la bomba operada
por motor, de tal modo que cuando la presién cae bajo un nivel
prefijado, la valvula de vapor se abre y la turbina se acelera
hasta alcanzar la velocidad de operacién.
En una turbina de impulsién la expansidn tiene lugar a
través de las toberas, mientras que en una turbina de reacci6n,
la expansién tiene lugar en los alabes del rotor. Para mantener
la expansi6n a través de los dlabes tan eficientemente como
sea posible, cada conjunto de labes rotativos 0 estacionarios
tiene un sello, normaimente de tipo laberinto. Los alabes son
de forma diferente a los de las turbinas de impulsién.
‘Como es normal que el vapor entre inicialmente a la turbina
a través de una tobera, comercialmente no existe una turbina
que sea 100%de reaccién. Turbinas de reaccién normalmente
son una combinacién de turbinas de impulsidn y de reaccién.
La primera etapa es una etapa de imputsion seguida por etapas
de reaccién.
721
TURBINAS DE REACCION
(REACTION TURBINES)
DIRRECCION DEL VAPOR
"ast,
DIRRECCION DEL VAPOR
ALABES DE ALABES DE
IMPULSION REACCION
"
TURBINA DE REACCION
RELACION PRESION — VELOCIDAD
—— ANILLO DE LOS ALABES.
TIRAS DE
'SELLO
_-TIRAS DE SELLO
— TAMBOR DEL ROTOR
HILERA DE TOBERAS
DE REACCION
DETALLES DE SELLOS ENTRE ETAPAS vor ara
Turbinas De
Condensacién
Arranque
Estas turbinas son una combinacién de las turbinas
de impulsion y de reaccién. Debido a su disefio estas turbinas
expanden el vapor a una baja presién absoluta. Debido a que la
expansion se efectua a una presién inferior a la presion
atmosférica, se requieren sellos de aire y eyectores de vaclo.
Estas turbinas son mas complicadas y producen més potencia
que las turbinas tratadas previamente en este capitulo y se
usan en la refineria normalmente para accionar generadores 0
compresores.
Para obtener la maxima potencia de salida de la turbina de
condensacién se aumenta considerablemente el tamafio de los
Alabes hacia el extremo de salida del vapor exhausto de la
maquina, Esto se debe a que se tienen que expandir
volimenes mas grandes de vapor a través de los dlabes de la
turbina a presiones cada vez mas bajas. Existe la posibilidad
de que se presenten problemas de erosién debido a las gotas,
de agua presentes en el vapor a baja presién. Las turbinas de
condensacién se controlan generalmente con gobernadores
hidraulicos.
1. Repasar el libro de instrucciones de operacion de la
maquina, en la parte concerniente al arranque
2. Comprobar el nivel de aceite en el depésito de aceite y en
el gobernador de velocidad. Examinar la condicién del aceite.
3. Observar la condicién externa general de la unidad,
4, Desenergizar el solenoide que opera la valvula de
descarga de aceite, para cerrar la valvula,
5, Suministrar aceite al sistema de lubricacién de la turbina
e iniciar ta circulacion.
6. Reposicionar el disparo por baja presidn de aceite, tirando
hacia arriba la palanca manual del émbolo del tapén.
7. Reposicionar la valvula de disparo hidrdulico localizada en
la caja de rodamientos en el lado de! vapor, empujando hacia
abajo la tapa de la valvula hasta que la valvula de disparo
hidrdulico se reposicione. Observar que el aceite del cilindro
de disparo mueva la palanca de disparo hasta que ésta quede
en su posicién apropiada.
8. Abrir todas las valvula de Ia linea de drenaje de ta vaivula
de estrangutamiento del disparo, cémara de vapor y carcasa.
9. Iniciar la circulacién de agua en el condensador de
superficie.
10. Gebar y arrancar la bomba de condensado.
723
11. Arrancar los eyectores de aire en el condensador de
superficie. Tipicamente, para el arranque se proporciona un
eyector mas grande denominado eyector de arranque, debido al
gran volumen de aire que debe ser removido.
12, Normalmente, no se debe intentar arrancar la turbina
hasta que se obtenga un vaclo minimo de 10”. Si es necesario,
cerrar las valvulas de la linea de drenaje.
13, Reposicionar la vélvula de estrangulamiento del disparo.
Abrir la valvula répidamente, pero no totalmente; de esta
manera el acceso repentino de vapor hace que el rotor empiece
a glrar. Ajustar la vélvula de estrangulamiento del disparo de
tal manera que el rotor mantenga su posicién a una velocidad
que no exceda las 500 F.P.M.
14. Cerrar las valvulas de la linea de drenaje cuando por
éstas empiece a salir el vapor y no condensado, si no se
cerraron ya en la etapa 12.
15. Escuchar sonidos anormales que puedan indicar friccién
u otro problema interno. Si se detecta cualquier problema,
parar la turbina, determinar la causa y remediarla. Sino se
detecta ningun problema continuar con la etapa 16.
16. Poner el sistema de sellos en operacién de acuerdo con
las instrucciones del fabricante. En ningun caso se debe
admitir vapor de sello a las empaquetaduras cuando el rotor no
esté girando.
17. Mantener la velocidad a aproximadamente 500 R.P.M.
hasta que el rotor y la carcasa se hayan calentado. El tiempo
requerido para el calentamiento puede variar, pero sera de
aproximadamente media hora. El operador experimentado
rapidamente se familiarizaré con la unidad y entendera sus
requerimientos. Durante este periodo de calentamiento
examinar los rodamientos para detectar sobrecalentamientos y,
‘comprobar la temperatura del aceite que sale del enfriador de
aceite. Si esta temperatura excede la temperatura
recomendada por el fabricante del enfriador, admitir agua de
enfriamiento para enfriarla; si esto no ocurre, esperar hasta que
la turbina llegue a su velocidad de operacién. La temperatura
del aceite que sale de los rodamientos deberia ser
aproximadamente de 140°F y nunca deberia exceder los 175°F
18. Diparar manuaimente la valvula del disparo hidraulico,
operando el disparo manual localizado delante de la caja de
rodamientos en el lado del vapor. Observar que se cierre la
vélvula de estrangulamiento del disparo. Reposicionar la
valvula del disparo, abrir la valvula de estrangulamiento del
disparo y regresar a la velocidad de 500 R.P.M. No permitir que
el rotor se llegue a detener.
7.24
Parada De La
Unidad
19. Comprobar el vaclo, el cual deberia ser cercano al valor
estimado. No intentar subir la velocidad de la turbina con
menos de 20" de vacio.
20. Abrir lentamente a valvula de estrangulamiento del
disparo, incrementar gradualmente la velocidad hasta casi
llegar a la velocidad critica. Comprobar la vibracién y el ruido
de la unidad. Pasar y superar la velocidad critica con un
minimo de demora, llevar la velocidad hasta un punto donde el
gobernador de velocidad asuma el control.
21. Abrir totalmente la valvula de estrangulamiento det
disparo, entonces cerrarla al menos un cuarto de vuelta para
evitar que se atasque. Si en cualquier instante de este periodo
de aceleracién se detecta vibracién severa 0 ruldo, reducir la
velocidad inmediatamente y operar a 500 R.P.M. para mas
calentamiento adicional. Si no se detecta ningun ruido 0
vibracién anormales verificar la operacién de! gobernador de
velocidad contorme éste asuma el control.
22, Subir la velocidad al valor deseado.
23, Admitir agua al entriador de aceite, si aun no se habla
hecho y ajustar el flujo de agua para mantener la temperatura
recomendada por el fabricante del entriador (aproximadamente
120°F).
24. Ajustar el sistema de sellos para las condiciones de
operacién.
1, Reducir la carga al minimo,
2, Disparar manualmente {a valvula hidrdulica de disparo que
cierra la valvula de estrangulamiento.
3. Parar el sistema de sellos.
4, Parar los eyectores de aire del condensador principal.
5, Parar la bomba de condensado.
6. Parar la circulacién de agua en el condensador principal
7. Abrir todas las valvulas de la linea de drenaje desde ta
valvula de estrangulamiento del disparo, a camara de vapor y
la carcasa
8. Observar las presiones del aceite conforme la unidad se
detiene.
9. Suministrar aceite a la turbina durante al menos una hora
después de que e! rotor se ha detenido,
7:25
Precauciones
10. Cuando el suministro de aceite a la turbina se ha
suspendido, examinar el dispositivo de disparo por baja
presién de aceite.
11, Parar la circulacién de agua al enfriador de aceite.
12, Examinar los sellos y la vélvula de estrangulamiento del
disparo para verificar que existe un cierre hermético. El vapor
no debe fugarse dentro de la carcasa cuando la turbina esta
Parada.
13. Si la turbina va a estar parada por un tiempo
suficientemente largo como para que ésta alcance la
temperatura ambiente, dejar en servicio los eyectores de aire
del condensador principal por lo menos veinte minutos, para
secar la turbina mientras ésta esté caliente.
1. El arqueamiento del eje o la desviacién de la carcasa
puede ocurrir si se permite que el rotor esté parado en
presencia del calor. Un eje arqueado es el resultado de una
mala operacién y puede transformarse en un serio problema.
Basicamente un eje puede arquearse o la carcasa desviarse
como resultado de las siguientes condiciones:
a) Cuando la turbina estd fria:
Si la turbina esta fria, el abrir cualquier vélvula de vapor
(vaivula de estrangulamiento, vaivula de vapor de sello, valvula
de entrada de baja presidn) puede ocasionar un arqueamiento
del eje 0 una desviacién de la carcasa si el rotor no comienza a
girar en unos pocos minutos después de que la valvula de
vapor ha sido abierta
b) Cuando Ia turbina esta caliente:
Cuando el rotor de una turbina caliente se detiene, éste se
arqueard en unos pocos minutos tanto si las valvulas de vapor
mencionadas en (a) estan abiertas como cerradas. Para impedir
el arqueamiento del eje, el rotor debe ser rodado continua y
lentamente, 0 girado 180° cada pocos minutos.
Si un rotor de una turbina caliente ha dejado de girar a los
Pocos minutos después del paro, o si se ha admitido vapor
durante unos minutos a una turbina fria, se debe poner
especial culdado en detectar friccién en las empaquetaduras 0
vibraciones cuando el rotor se vaya a operar nuevamente. Si se
presentan rozamientos internos, parar la turbina hasta que ésta
se haya enfriado suficiente y uniformemente para evitar el
arqueamiento del eje 0 la desviacién de la carcasa. Este
enfriamiento puede requerir ocho (8) horas o mas segtin el
7.26
tamano de la turbina. Un ligero arqueamiento del eje 0
desviacidn de la carcasa puede ocasionar una vibracion
excesiva sin que esté acompanada de friccién interna; esto
puede ser corregido operando la turbina a una velocidad de
aproximadamente 100 R.P.M. hasta que el arqueamiento del eje
0 la desviacién de la carcasa desaparezcan y !a maquina opere
uniformemente.
2. En aquellas turbinas donde se admite vapor de sello a
las empaquetaduras, se debe tener especial culdado en que
este vapor no entre mientras el rotor esté parado y que el vapor
de sellos se corte tan pronto como la turbina se dispare y
antes de que el rotor se llegue a detener. En las turbinas cuyos
rotores se fabrican contrayendo los rodetes de los dlabes en el
eje, falta de cuidado en la operacién del vapor del sellos podria
dar como resultado que el rodete mas cercano al sistema de
sellos se llegase a aflojar.
3. Se debe impedir el ingreso de agua a la turbina. Un
poco de agua puede arruinar los dlabes, diafragmas,
chumaceras, etc. Arrastres de agua pueden ser el resultado de
un nivel de agua muy alto en tas calderas, fluctuaciones
violentas en el nivel del agua en fa caldera, excesivo arrastre
de agua de la caldera en forma de espuma, lineas de vapor mal
drenadas antes de arrancar la turbina, contraflujo desde las
lineas de extraccién debido a un drenado inapropiado, etc. En
una tuberia de vapor disefiada correctamente, la toma de la
linea de suministro de vapor a la turbina se hace por la parte
superior del cabezal y la instalacién adecuada de una pierna de
agua con una trampa de vapor respectiva, en el extremo del
cabezal, pueden impedir que los arrastres de agua provenientes
de la caldera entren en la turbina.
4. Remover todos los restos de soldadura, virutas,
depésitos y suciedad de la linea de vapor. Esto se puede hacer
soplando la tuberia con vapor de alta presién. Una mala
limpieza de la linea de vapor a la turbina puede daar
seriamente las valvulas, alabes y boquillas.
727
Si iI
{
|
|
i
i
il
@ v 3 SAtSpa ced tun anop os opp ven 2 peeps mp ras
(ANIGHNL ONISNAGNOSD TWOIdAL)
VWIidiL NOIDWSNAGNOO 4d VNISHNL
7.28
oveezz don 3I914WadNS 30
4OaVSN3GNO9 73G vawog
Svuadiv9 3q O1DIdIG3
5” qv OavsNaaqNoo
T
'
1
1
J
a1lduadns
aa
wOaVSNIGNOD
OLNSINWIHANA
aq vnov
oavsnaaNnoo
aq arvNauG
TwaloNtud
YOLO3Aa
anoNvuuy
30 HOLD3A3
WNIUNL
30
Vorus4SOWLY W130 WOHWOS: NOISAUd \ (YOGVNHaOD)
vilvad ‘yoavinogy
olny 3a vINATWA yen 10 1D:
(LINN ANISYNLWV3ALS ONISNAGNOD
IWIIdAL V AO WYHDVIC DILVINSHOS)
NOIDOWSNAGNOD 4G VWOldil HOdWA
30 WNIGYNLVYNN 43d ODILVINANODSA VINVHDVIG
729
sa? rae ee Fe
qG AMIGAUT AW acd ONITAMSUO2s AMARAAIG
MOMALHIOVICD 20 ADIGIT AOVAY
ELSE T BD MILE BLA OY A BS J SY
PTR JIT MASTS OM EYLICUAOS
Per ee eeersy y= =
Eaaaybionya again TA=S TR |
aereeer
rite j a
= RiteeT ar
LL c= palit ies 1g [Latte
Вам также может понравиться
- C5 - Las 5 Disciplinas para Un Equipo Exitoso - GuiaДокумент5 страницC5 - Las 5 Disciplinas para Un Equipo Exitoso - GuiaWill CabasОценок пока нет
- C4 - Equipos Directivos Transformacionales - GuiaДокумент5 страницC4 - Equipos Directivos Transformacionales - GuiaWill CabasОценок пока нет
- C2 - Equipo Versus Grupo - GuiaДокумент5 страницC2 - Equipo Versus Grupo - Guiaep12Оценок пока нет
- Tratamiento QuimicoДокумент7 страницTratamiento QuimicoWill CabasОценок пока нет
- Diagramas de Bloque1Документ3 страницыDiagramas de Bloque1Will CabasОценок пока нет
- C3 - Equipos Efectivos y Sus Desafios - GuiaДокумент6 страницC3 - Equipos Efectivos y Sus Desafios - GuiaWill CabasОценок пока нет
- Webinar Aceites Lubricantes AnálisisДокумент13 страницWebinar Aceites Lubricantes AnálisisDiego Fernando DavilaОценок пока нет
- Ley de Servicio Civil y Carrera Administrativa LOSCCAДокумент42 страницыLey de Servicio Civil y Carrera Administrativa LOSCCAJardeyFrancisVallejo100% (1)
- Aceite Lubricante PDFДокумент38 страницAceite Lubricante PDFMilton SteevenОценок пока нет
- Formato de Solicitud de Homologacion 2015Документ2 страницыFormato de Solicitud de Homologacion 2015Will CabasОценок пока нет
- Ai HaccpДокумент2 страницыAi HaccpWill CabasОценок пока нет
- Reporte de Avance Multi 1Документ5 страницReporte de Avance Multi 1Will CabasОценок пока нет
- CisДокумент1 страницаCisWill CabasОценок пока нет
- Ejercicio Ciclo EricsonДокумент5 страницEjercicio Ciclo EricsonWill CabasОценок пока нет
- Identidad y propiedades del MetanolДокумент16 страницIdentidad y propiedades del MetanolDiana CorreaОценок пока нет
- Corrosión microbiológica en metalesДокумент22 страницыCorrosión microbiológica en metalesWill CabasОценок пока нет
- CSTR Modelo DinámicoДокумент3 страницыCSTR Modelo DinámicoWill CabasОценок пока нет
- Análisis de los efectos económicos de los impuestos en EcuadorДокумент71 страницаAnálisis de los efectos económicos de los impuestos en EcuadorRuth BriceñoОценок пока нет
- Ejercicios Fogler Catálisis 10-4 A 10-6Документ10 страницEjercicios Fogler Catálisis 10-4 A 10-6Will Cabas100% (1)
- Haccp CervezaДокумент52 страницыHaccp CervezaSaul Reyes Guillen100% (4)
- Manual de Recipientes A PresionДокумент485 страницManual de Recipientes A Presionarferraf100% (1)
- Diseno de Experimentos XXXДокумент23 страницыDiseno de Experimentos XXXalienswareОценок пока нет
- Tecnología de La LecheДокумент348 страницTecnología de La LecheWill Cabas100% (2)
- Ejercicios Recuperación Reacciones 2Документ6 страницEjercicios Recuperación Reacciones 2Will CabasОценок пока нет
- 00 Prosper LatAmДокумент8 страниц00 Prosper LatAmWill CabasОценок пока нет
- Fracciones Parciales PDFДокумент5 страницFracciones Parciales PDFLuis SegoviaОценок пока нет
- Potabilizacion Del AguaДокумент306 страницPotabilizacion Del AguaLeonid Davila Viera100% (11)
- Sistemas dinámicos de primer orden: procesos térmicos y de fluidosДокумент20 страницSistemas dinámicos de primer orden: procesos térmicos y de fluidosFelipe MonteroОценок пока нет
- 10-2-1-Reactores BathcДокумент11 страниц10-2-1-Reactores BathcErick R. López AlmanzaОценок пока нет
- Fracciones Parciales PDFДокумент5 страницFracciones Parciales PDFLuis SegoviaОценок пока нет