Вам также может понравиться
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Arauco Ficha Tecnica Melamina Vesto Ing18ene 21Документ6 страницArauco Ficha Tecnica Melamina Vesto Ing18ene 21Rosa Marie GreenОценок пока нет
- Astm E96Документ3 страницыAstm E96dianaitahОценок пока нет
- Furnitures Eqt SuppliesДокумент10 страницFurnitures Eqt SuppliesJustine BrianОценок пока нет
- Without Detail Drawings: DIY CNC Router PlansДокумент47 страницWithout Detail Drawings: DIY CNC Router PlansLiteBox VentasОценок пока нет
- Group-8 RRL Bes-107Документ16 страницGroup-8 RRL Bes-107bj30Оценок пока нет
- BT MidtermsДокумент179 страницBT MidtermsDave Christian CastilloОценок пока нет
- Super Bond Group: Industrial AdhesivesДокумент6 страницSuper Bond Group: Industrial AdhesivesVishnuОценок пока нет
- 1 - DRV Ind Vol 73 4Документ9 страниц1 - DRV Ind Vol 73 4toz66Оценок пока нет
- Posidonia Oceanica Leaves For Processing of PMDI Composite BoardsДокумент7 страницPosidonia Oceanica Leaves For Processing of PMDI Composite BoardsKlea BakalliОценок пока нет
- (Hevea Brasiliensis) Shell With Graphene: Development of A Particleboard Using Rubber SeedДокумент5 страниц(Hevea Brasiliensis) Shell With Graphene: Development of A Particleboard Using Rubber SeedChristopher Toff LayupanОценок пока нет
- Sem 7 MMBC Module 1 - WoodsДокумент8 страницSem 7 MMBC Module 1 - WoodsARTFOLIO .49Оценок пока нет
- Kronobuild EN 2015 - Web PDFДокумент153 страницыKronobuild EN 2015 - Web PDFIgor SimunovicОценок пока нет
- Ureaformaldehyde-Resins (UF Resins) Con ResaltadorДокумент40 страницUreaformaldehyde-Resins (UF Resins) Con ResaltadorIvan Fisgativa VillarragaОценок пока нет
- WOOD PRODUCTS (Compatibility Mode)Документ29 страницWOOD PRODUCTS (Compatibility Mode)BackupFilesОценок пока нет
- Plywood Types and ApplicationДокумент3 страницыPlywood Types and ApplicationVibhor AgrawalОценок пока нет
- Chapter 2 Coconut Husk Particle BoardДокумент13 страницChapter 2 Coconut Husk Particle BoardRyanОценок пока нет
- Karakteristik Papan Partikel Dari Bambu Dengan Perekat Getah DamarДокумент11 страницKarakteristik Papan Partikel Dari Bambu Dengan Perekat Getah DamarGhina Fatikah SalimОценок пока нет
- Sales - Number Revision - Number Object - Number Interest - Name Coverage - Name Location - Id Currency - Code Declared - Value Liability - LimitДокумент38 страницSales - Number Revision - Number Object - Number Interest - Name Coverage - Name Location - Id Currency - Code Declared - Value Liability - Limitasukmana_2Оценок пока нет
- Carpentry Canadian 3rd Edition Vogt Test BankДокумент14 страницCarpentry Canadian 3rd Edition Vogt Test Bankalisonfernandezmerzigfkap100% (16)
- Dept of Commerce Preliminary Finding of CVDДокумент9 страницDept of Commerce Preliminary Finding of CVDBroyhill Asset ManagementОценок пока нет
- Polywood Business PlanДокумент23 страницыPolywood Business PlanAsfaw MuletaОценок пока нет
- Cabinets FrontsДокумент41 страницаCabinets FrontslauraОценок пока нет
- BMC Assignment S5 (HARDBOARD&GLULAM)Документ19 страницBMC Assignment S5 (HARDBOARD&GLULAM)Ebin JoyОценок пока нет
- Manufactured BoardsДокумент1 страницаManufactured Boardsriain2008100% (1)
- Particle Wood ManufactureДокумент43 страницыParticle Wood ManufactureMicah Juguan Salgado100% (2)
- Environmental and Socio-Economic Aspect Study On Rangamati (Kaptai Lake & Surrounding Area)Документ20 страницEnvironmental and Socio-Economic Aspect Study On Rangamati (Kaptai Lake & Surrounding Area)RuhitAhmedRuhit100% (1)
- Brandom Cabinets Catalog PDFДокумент265 страницBrandom Cabinets Catalog PDFJennie Schulze14% (7)
- Weights and Loads - ElfaДокумент2 страницыWeights and Loads - ElfaEtibar AliyevОценок пока нет
- 2022 06 01 Plant A Seed Digital Book Final WebДокумент76 страниц2022 06 01 Plant A Seed Digital Book Final WebMaria BarbureОценок пока нет
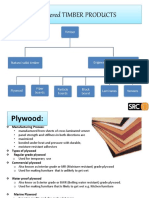
- Engineered TIMBER PRODUCTSДокумент9 страницEngineered TIMBER PRODUCTSAr Ayoushika Abrol0% (1)