Вам также может понравиться
- SECTION 09960 High-Performance Coatings Rev 0Документ48 страницSECTION 09960 High-Performance Coatings Rev 0rachedОценок пока нет
- Hardox Steel Plate Inspection CertificateДокумент1 страницаHardox Steel Plate Inspection CertificatetobiasОценок пока нет
- Fcaw 16 THKДокумент5 страницFcaw 16 THKAnonymous Ij6VfaОценок пока нет
- Welding Procedure Specification For GTAWДокумент9 страницWelding Procedure Specification For GTAWraja reyhanОценок пока нет
- Airvac Portable Vacuum Recovery SystemДокумент8 страницAirvac Portable Vacuum Recovery SystemEngTamerОценок пока нет
- Welding Inspection Consumables PDFДокумент28 страницWelding Inspection Consumables PDFJoseph PeterОценок пока нет
- CES Business PresentationДокумент50 страницCES Business PresentationGary David CrowhurstОценок пока нет
- Repair Procedure For Carbon Steel: Rev No: 00 Date Rev: 17 Dec 2008 Page No: 1 of 6Документ6 страницRepair Procedure For Carbon Steel: Rev No: 00 Date Rev: 17 Dec 2008 Page No: 1 of 6mohd as shahiddin jafriОценок пока нет
- Finished Goods Packing & Dispatch ProcedureДокумент2 страницыFinished Goods Packing & Dispatch ProcedurePratik KarekarОценок пока нет
- Fr20-016.007-1-Bridas de 10-SlipДокумент1 страницаFr20-016.007-1-Bridas de 10-SlipEduardo Dudlei Jimenez CarbajalОценок пока нет
- Blasting and Painting ProcedureДокумент6 страницBlasting and Painting Procedureanon_994898767Оценок пока нет
- WPS, PQR, WPQ PDFДокумент2 страницыWPS, PQR, WPQ PDFEsl100% (1)
- Approved Weld Procedure SpecificationsДокумент38 страницApproved Weld Procedure SpecificationsJohan0001Оценок пока нет
- Inspection & Test Plan: Dangote Oil Refinery CompanyДокумент7 страницInspection & Test Plan: Dangote Oil Refinery CompanyGowtham VenkatОценок пока нет
- Tug Fenders Form - Fill inДокумент2 страницыTug Fenders Form - Fill inaОценок пока нет
- 05-Welder Certification PDFДокумент11 страниц05-Welder Certification PDFAnonymous bfxeE1zvY100% (1)
- QAP For Conical StrainerДокумент2 страницыQAP For Conical StrainersatishchidrewarОценок пока нет
- Ferrite Content Measurement Guide for FERITSCOPE MP30Документ5 страницFerrite Content Measurement Guide for FERITSCOPE MP30Fasil Paruvanath100% (1)
- How To Calculate Hydrostatic Test Height in TanksДокумент4 страницыHow To Calculate Hydrostatic Test Height in TanksEric MagnayeОценок пока нет
- Welder Testing Procedure 2014 2Документ3 страницыWelder Testing Procedure 2014 2Sandip JawalkarОценок пока нет
- Pig Launcher Fabrication and Installation Activity PlanДокумент1 страницаPig Launcher Fabrication and Installation Activity PlanbeqsОценок пока нет
- Carbon Steel SMAW Format ASME IX Welder QualificationДокумент1 страницаCarbon Steel SMAW Format ASME IX Welder QualificationRiaan Pretorius100% (1)
- Blasting &painting Pocedures MTD SOP 15 01Документ1 страницаBlasting &painting Pocedures MTD SOP 15 01vinothОценок пока нет
- Tanques API 650 Rev41 PEMEX 01Документ1 страницаTanques API 650 Rev41 PEMEX 01german chavesОценок пока нет
- 2009FДокумент26 страниц2009FdaimaheshОценок пока нет
- OCTGДокумент1 страницаOCTGMurugananthamParamasivam100% (1)
- British Standard 5289: 1976: Visual InspectionДокумент10 страницBritish Standard 5289: 1976: Visual InspectionMarcelo Rodriguez FujimotoОценок пока нет
- Inspection and Test Plan for TEA Product CoolerДокумент7 страницInspection and Test Plan for TEA Product CoolerJamal Mohamed Rahamathullah100% (1)
- Weld Cleaning MethodsДокумент7 страницWeld Cleaning MethodsTrần Thùy LinhОценок пока нет
- Identification of Risk and Providing GuiДокумент5 страницIdentification of Risk and Providing GuiJay PanitanОценок пока нет
- Machining specifications for VG 4 150 discДокумент1 страницаMachining specifications for VG 4 150 disctauasi_1Оценок пока нет
- Qualification of Welding Procedures and WeldersДокумент10 страницQualification of Welding Procedures and WelderstxjiangОценок пока нет
- Visual Inspection of Weld Joints Welding and NDTДокумент7 страницVisual Inspection of Weld Joints Welding and NDTALFA ENGINEERING100% (2)
- 2011-IWE IIW Sep OKДокумент1 страница2011-IWE IIW Sep OKanon_837486352Оценок пока нет
- Technical Specs Externally Finned TubesДокумент4 страницыTechnical Specs Externally Finned Tubesyulianus_srОценок пока нет
- Section IX welding qualification requirementsДокумент1 страницаSection IX welding qualification requirementsRonel John Rodriguez CustodioОценок пока нет
- Pressure Vessel Hydrotest Procedure - Google SearchДокумент3 страницыPressure Vessel Hydrotest Procedure - Google SearchAsad KhanОценок пока нет
- Job Description NDTДокумент4 страницыJob Description NDTNDTInstructorОценок пока нет
- QA-R-05 - Weld Traceability RecordДокумент1 страницаQA-R-05 - Weld Traceability RecordvinothОценок пока нет
- HDPE Butt Fusion Weld Inspection and Imaging PDFДокумент19 страницHDPE Butt Fusion Weld Inspection and Imaging PDFelectroscribdОценок пока нет
- Er 100 S 1Документ1 страницаEr 100 S 1Oliver Quezada Inostroza100% (1)
- OCS Engineering & Construction Visual Inspection ReportДокумент1 страницаOCS Engineering & Construction Visual Inspection ReportvinothОценок пока нет
- Arc StrikeДокумент9 страницArc StrikeBulut YildizОценок пока нет
- 8 Material ControlДокумент8 страниц8 Material ControlPrakash RajОценок пока нет
- Difference between SS316 and SS316L Stainless Steel GradesДокумент1 страницаDifference between SS316 and SS316L Stainless Steel GradesSableen SinghОценок пока нет
- Quality Control and Inspection Proposal for 1000-Ton Barge ConstructionДокумент9 страницQuality Control and Inspection Proposal for 1000-Ton Barge ConstructionEbuka NwankwoОценок пока нет
- Re-Welding, Expansion & HT ProcedureДокумент6 страницRe-Welding, Expansion & HT Proceduresuria qaqcОценок пока нет
- By RPS Welding ConsultantsДокумент41 страницаBy RPS Welding ConsultantsvairavnОценок пока нет
- Procedure - Store and Conservation ElectrodesДокумент6 страницProcedure - Store and Conservation ElectrodesDemetrio RodriguezОценок пока нет
- Installation of T1501 PIPE ProcedureДокумент6 страницInstallation of T1501 PIPE Procedure1339979Оценок пока нет
- Optimum pipe purging for economy and qualityДокумент3 страницыOptimum pipe purging for economy and qualityshridharbshenoyОценок пока нет
- Pressure Vessel CertificationДокумент3 страницыPressure Vessel CertificationYetkin ErdoğanОценок пока нет
- Sample API 1104 WpsДокумент1 страницаSample API 1104 Wpsippon_osoto100% (1)
- Welding Inspector Job and ResponsilbilitiesДокумент5 страницWelding Inspector Job and ResponsilbilitiesFelix GomintongОценок пока нет
- Butt JointsДокумент21 страницаButt JointsRaj1-23Оценок пока нет
- Api RP 582 3Rd Edition May 2016 Welding Guidelines For The Chemical Oil and Gas Industries Apiasme Practice TestДокумент1 страницаApi RP 582 3Rd Edition May 2016 Welding Guidelines For The Chemical Oil and Gas Industries Apiasme Practice Testmanuel50% (2)
- QA/QC Engineer Dennish Masilamani Seeks Quality RoleДокумент5 страницQA/QC Engineer Dennish Masilamani Seeks Quality RoleRajkumar AОценок пока нет
- Contents Dossier Painting of PipesДокумент1 страницаContents Dossier Painting of PipesDemetrio RodriguezОценок пока нет
- Sample Forms AWS, ASME and APIДокумент14 страницSample Forms AWS, ASME and APIaamirtec301Оценок пока нет
- Aws PQR FormДокумент3 страницыAws PQR Formndi101Оценок пока нет
- Questions & Answers: NDT Viernes, 15 de Septiembre de 2017Документ7 страницQuestions & Answers: NDT Viernes, 15 de Septiembre de 2017Percy Junior Berrios MuñozОценок пока нет
- Aws B5 15 2010Документ26 страницAws B5 15 2010Mohamedkheireddine100% (2)
- Questions & Answers: NDT Viernes, 15 de Septiembre de 2017Документ7 страницQuestions & Answers: NDT Viernes, 15 de Septiembre de 2017Percy Junior Berrios MuñozОценок пока нет
- Kiran Corporate EBrochureДокумент26 страницKiran Corporate EBrochurePercy Junior Berrios MuñozОценок пока нет
- MSDS Pelicula AA 400 Film-DataДокумент4 страницыMSDS Pelicula AA 400 Film-DataPercy Junior Berrios Muñoz100% (1)
- Structurix Film Brochure English PDFДокумент23 страницыStructurix Film Brochure English PDFPercy Junior Berrios Muñoz100% (1)
- Content Free Downloads Aws b5.5 Specification For The Qualification of Welding EducatorsДокумент27 страницContent Free Downloads Aws b5.5 Specification For The Qualification of Welding EducatorsCharlesWilliamRichardОценок пока нет
- IR100 ManualДокумент11 страницIR100 ManualPercy Junior Berrios MuñozОценок пока нет
- API 577 Key Points - Chapter 5Документ4 страницыAPI 577 Key Points - Chapter 5muhammadazharОценок пока нет
- Oring Sizes AS568Документ5 страницOring Sizes AS568최승원Оценок пока нет
- Call 800-DIESELS (343-7357) : Cummins Inc. - Box 3005 - Columbus, Indiana 47202-3005 USAДокумент2 страницыCall 800-DIESELS (343-7357) : Cummins Inc. - Box 3005 - Columbus, Indiana 47202-3005 USAreycoeleОценок пока нет
- Ultratech Cement: P.O. - Baikunth - 493 116, Distt - Raipur (Chhattisgarh)Документ1 страницаUltratech Cement: P.O. - Baikunth - 493 116, Distt - Raipur (Chhattisgarh)hemantОценок пока нет
- Hep 20 PDFДокумент49 страницHep 20 PDFodemontealtoОценок пока нет
- BQ Sinoma Erection KilnДокумент16 страницBQ Sinoma Erection KilnmoddysОценок пока нет
- B.Tech 3rd Sem Mid Term SolutionДокумент11 страницB.Tech 3rd Sem Mid Term SolutionjindalОценок пока нет
- Valve Fitting Supply Pty Ltd price list for flanges, gaskets and expansion jointsДокумент5 страницValve Fitting Supply Pty Ltd price list for flanges, gaskets and expansion jointsichrakОценок пока нет
- 7x19 Galvanized Aircraft Cable On Lexco Cable ManufacturersДокумент2 страницы7x19 Galvanized Aircraft Cable On Lexco Cable ManufacturersClaudio ColettaОценок пока нет
- L&T Log SheetДокумент10 страницL&T Log SheetSrikant GanjiОценок пока нет
- Common Fastener Related Abbreviations: Abbreviation MeaningДокумент3 страницыCommon Fastener Related Abbreviations: Abbreviation MeaningezhiljananiОценок пока нет
- Screw Bolt and NutДокумент7 страницScrew Bolt and NutsutarnoОценок пока нет
- List of TESDA Acc Assessment CentersДокумент119 страницList of TESDA Acc Assessment CentersAnita V. Austria100% (1)
- Submerged Arc WeldingДокумент4 страницыSubmerged Arc WeldingshifaОценок пока нет
- Welder Guide Book No. 2Документ17 страницWelder Guide Book No. 2MarcioОценок пока нет
- W28 welding procedure qualification testsДокумент13 страницW28 welding procedure qualification testsDenny AgusОценок пока нет
- Service Manual / # 3458H00010 / 07/2015: AKG Customer Service DepartmentДокумент4 страницыService Manual / # 3458H00010 / 07/2015: AKG Customer Service DepartmentAbdalhakeem Al turkyОценок пока нет
- Lecture - 05 Welded ConnectionsДокумент84 страницыLecture - 05 Welded Connectionssivaenotes100% (2)
- NMS Fiu-Bts Q1Документ6 страницNMS Fiu-Bts Q1NoorudheenОценок пока нет
- Section 8 - Arc Equipment and Processes - tcm266-154565Документ42 страницыSection 8 - Arc Equipment and Processes - tcm266-154565Maxmore KarumamupiyoОценок пока нет
- RO-BL-005-Mech-XII-2022 Desmi Pump Hose Radiator Clamp Hose Rubber Gasket Air Filter Dust Strip Curtain Spark LighterДокумент2 страницыRO-BL-005-Mech-XII-2022 Desmi Pump Hose Radiator Clamp Hose Rubber Gasket Air Filter Dust Strip Curtain Spark LighterIlyas Rangga RamadhanОценок пока нет
- R.Ramakrishnan.: Ex-Scientist - Merado. Asnt Level IiiДокумент21 страницаR.Ramakrishnan.: Ex-Scientist - Merado. Asnt Level IiiMadjid OUCHENE100% (1)
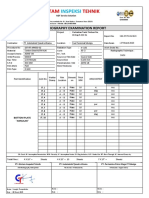
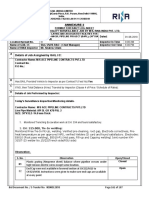
- Pt. Gintam Tehnik: InspeksiДокумент5 страницPt. Gintam Tehnik: Inspeksirizky youlandaОценок пока нет
- Alloy Temperature ChartДокумент2 страницыAlloy Temperature ChartDaymer AularОценок пока нет
- Quaife Retail 2015Документ480 страницQuaife Retail 2015GURBZHОценок пока нет
- Rotary Kiln Operation .Kiln Feed Vs Kiln Speed CalculationДокумент1 страницаRotary Kiln Operation .Kiln Feed Vs Kiln Speed CalculationVijay Bhan80% (5)
- Daily Log Sheet BAPL III Dated 01-06-2019Документ2 страницыDaily Log Sheet BAPL III Dated 01-06-2019shahroz alamОценок пока нет
- Satr-W-2008 Atyb TRДокумент6 страницSatr-W-2008 Atyb TRDeo MОценок пока нет
- Brick work chapter ratesДокумент114 страницBrick work chapter ratesfluretОценок пока нет