Вам также может понравиться
- Soldadura MAG de estructuras de acero al carbono. FMEC0210От EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Оценок пока нет
- Metalúrgia de La SoldaduraДокумент34 страницыMetalúrgia de La SoldaduraUniversidad DocumentosОценок пока нет
- Imperfecciones en SoldaduraДокумент3 страницыImperfecciones en SoldaduraDaniel AguirreОценок пока нет
- Técnica de Soldadura MIG Por Corto Circuit1Документ3 страницыTécnica de Soldadura MIG Por Corto Circuit1Alexander Muñoz SánchezОценок пока нет
- Limpieza - Decapado - PasivadoДокумент20 страницLimpieza - Decapado - PasivadocasaeanОценок пока нет
- Clasificacion de Los AcerosДокумент17 страницClasificacion de Los AcerosESTUARDO MAMANI TORRESОценок пока нет
- (Schaum - William A. Nash) Resistencia de Materiales PDFДокумент28 страниц(Schaum - William A. Nash) Resistencia de Materiales PDFJuan Carlos Aguilar SerrudoОценок пока нет
- Soldadura OxiacetilénicaДокумент8 страницSoldadura OxiacetilénicaAlvaro RamirezОценок пока нет
- Gases para Soldadura TigДокумент3 страницыGases para Soldadura TigOrlando Delgado HuamaliОценок пока нет
- Informe Lab SoldaduraДокумент11 страницInforme Lab SoldaduraEstebanD.MelendezRagaОценок пока нет
- Composcion SoldaduraДокумент16 страницComposcion SoldaduraAnto MoralesОценок пока нет
- Proceso SoldaduraДокумент11 страницProceso SoldaduraCarlos MopositaОценок пока нет
- Prevención de Grietas Inducidas Por HidrógenoДокумент4 страницыPrevención de Grietas Inducidas Por Hidrógenolovaldes62Оценок пока нет
- Oxicorte ... WordДокумент6 страницOxicorte ... WordVictor Raul Osnayo MamaniОценок пока нет
- Clasificacion de Los AcerosДокумент10 страницClasificacion de Los AcerosAlvaro GonzalezОценок пока нет
- Fundamentos Del Control de Las Distorsiones PDFДокумент38 страницFundamentos Del Control de Las Distorsiones PDFCarlos ValenciaОценок пока нет
- RoscasДокумент19 страницRoscasJose GomezОценок пока нет
- Soldadura Por Plasma Por Arco Transferido PtawДокумент20 страницSoldadura Por Plasma Por Arco Transferido Ptawm.orlandoОценок пока нет
- Metalurgia de La Soldadura - Procesos de SoldaduraДокумент15 страницMetalurgia de La Soldadura - Procesos de Soldaduraoswaldo sanchezОценок пока нет
- v350 Factory y ConstrucciónДокумент7 страницv350 Factory y ConstrucciónEric RamirezОценок пока нет
- Ed SoldaduraДокумент46 страницEd SoldaduraEd Silvera100% (1)
- Diagrama de Schaeffler - Copia - AmpliadoДокумент18 страницDiagrama de Schaeffler - Copia - AmpliadoVictor Alfredo Lopez Cruz100% (1)
- Soldadura OxiacetilenicaДокумент11 страницSoldadura OxiacetilenicaHugoAlvaradoAguilar100% (1)
- Clase 8Документ22 страницыClase 8Ale Calixto HermosillaОценок пока нет
- Normas Generales de Uso TORONДокумент65 страницNormas Generales de Uso TORONEDWIN BALBUENAОценок пока нет
- 06 Metalurgia Del AceroДокумент47 страниц06 Metalurgia Del Aceroquerero7Оценок пока нет
- Soldadura en PeronosДокумент6 страницSoldadura en PeronosGeordano BrunoОценок пока нет
- Soldadura AluminotérmicaДокумент7 страницSoldadura AluminotérmicaSharina ZambranoОценок пока нет
- AcerosДокумент31 страницаAcerosGiovanny Andres Alvarez BonillaОценок пока нет
- Soldadura HibridaДокумент7 страницSoldadura HibridaCarlos Jose Acev Gra100% (1)
- Universidad Tecnologica Nacional: Facultad Regional HaedoДокумент10 страницUniversidad Tecnologica Nacional: Facultad Regional HaedoOrlando Pena ZamoranoОценок пока нет
- Selección de ElectrodosДокумент15 страницSelección de ElectrodosJhon J. Lizcano MezaОценок пока нет
- Vocabulario Técnico SoldaduraДокумент12 страницVocabulario Técnico SoldaduraBetty RodolfoОценок пока нет
- Mezclas de Gases para SoldarДокумент26 страницMezclas de Gases para SoldarPedro Mendoza100% (2)
- Soldadura OxiacetilenaДокумент10 страницSoldadura OxiacetilenaEduardo MuñozОценок пока нет
- Terminos de SoldaduraДокумент7 страницTerminos de SoldaduraAnonymous qlUlE9x4pTОценок пока нет
- Clasificacion de Aceros PDFДокумент46 страницClasificacion de Aceros PDFCarlos Mendoza PalominoОценок пока нет
- Tensión Critica de Tensión Critica de EulerДокумент9 страницTensión Critica de Tensión Critica de EulerFredy Llano QuispeОценок пока нет
- GTAWДокумент72 страницыGTAWKatherin Carhuas QuispeОценок пока нет
- La Soldadura OxiacetilénicaДокумент19 страницLa Soldadura OxiacetilénicaPedro Andrade100% (1)
- Tipos de ElectrodosДокумент3 страницыTipos de ElectrodosJuanitoОценок пока нет
- Clasificación de Los Procesos de SoldaduraДокумент33 страницыClasificación de Los Procesos de SoldadurawiliamОценок пока нет
- Nomenclatura de ElectrodosДокумент4 страницыNomenclatura de ElectrodosFrancisco GarzaОценок пока нет
- Aceros AleadosДокумент51 страницаAceros AleadosAnthony Llerena GuarnizОценок пока нет
- Material Aporte SoldaduraДокумент16 страницMaterial Aporte SoldaduraDann SillaОценок пока нет
- Clasificacion de Electrodos Por El RevestimientoДокумент3 страницыClasificacion de Electrodos Por El RevestimientoMiguel ArguzОценок пока нет
- Corte PlasmaДокумент17 страницCorte PlasmaGerardo ArroyoОценок пока нет
- Clasificación de Electrodos para SoldaduraДокумент11 страницClasificación de Electrodos para SoldaduraWill Lara CОценок пока нет
- Especificaciones de SoldaduraДокумент12 страницEspecificaciones de SoldaduraRodrigoGomezОценок пока нет
- Clasificacion de Electrodos Segun AWSДокумент13 страницClasificacion de Electrodos Segun AWSJoRge BaRriosОценок пока нет
- Electro DosДокумент10 страницElectro DosMartinez Manzur IsaidОценок пока нет
- Clasificación de ElectrodosДокумент13 страницClasificación de ElectrodosOscarGarfiasОценок пока нет
- Electrodos para SoldadurasДокумент10 страницElectrodos para SoldadurasJose Emerith Guillen HernandezОценок пока нет
- SoldaduraДокумент11 страницSoldaduraronalОценок пока нет
- Clasificación de Los ElectrodosДокумент8 страницClasificación de Los ElectrodosPoletteОценок пока нет
- Norma AWS Materiales de AporteДокумент9 страницNorma AWS Materiales de AporteRodol MarskeОценок пока нет
- Clasificación de Electrodos para SoldaduraДокумент11 страницClasificación de Electrodos para SoldaduraHusa GomezОценок пока нет
- Clasificación de ElectrodosДокумент12 страницClasificación de ElectrodosMartin EsparzaОценок пока нет
- Clasificación de SoldadurasДокумент11 страницClasificación de SoldadurasRasec ZaidОценок пока нет
- AceroДокумент31 страницаAceroslipnottОценок пока нет
- Banco de Preguntas - Cap. 2Документ2 страницыBanco de Preguntas - Cap. 2Andrea Rosa Herrera GilОценок пока нет
- Laboratorio 2 - Medición Del Desempeño 2-2019Документ5 страницLaboratorio 2 - Medición Del Desempeño 2-2019Andrea Rosa Herrera GilОценок пока нет
- Laboratorio de Medicion de DesempeñoДокумент14 страницLaboratorio de Medicion de DesempeñoAndrea Rosa Herrera GilОценок пока нет
- Sector MineroДокумент4 страницыSector MineroAndrea Rosa Herrera GilОценок пока нет
- Compras UnlockedДокумент5 страницCompras UnlockedAndrea Rosa Herrera GilОценок пока нет
- Ácido ClorhídricoДокумент40 страницÁcido ClorhídricoAndrea Rosa Herrera GilОценок пока нет
- Acelerantes de FraguadoДокумент4 страницыAcelerantes de FraguadoAndrea Rosa Herrera GilОценок пока нет
- Reglamentos de Proyecto de GradoДокумент2 страницыReglamentos de Proyecto de GradoAndrea Rosa Herrera GilОценок пока нет
- Estrategias de FidelizaciónДокумент6 страницEstrategias de FidelizaciónAndrea Rosa Herrera GilОценок пока нет
- Sistemas de ProducciónДокумент4 страницыSistemas de ProducciónAndrea Rosa Herrera GilОценок пока нет
- Tarea 2.1Документ12 страницTarea 2.1Andrea Rosa Herrera GilОценок пока нет
- CartaДокумент1 страницаCartaAndrea Rosa Herrera GilОценок пока нет
- Yeso PiedraДокумент7 страницYeso PiedraAndrea Rosa Herrera Gil100% (1)
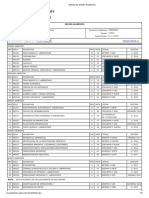
- Sistema de Gestión Académico PDFДокумент2 страницыSistema de Gestión Académico PDFAndrea Rosa Herrera GilОценок пока нет
- Ingenieria InversaДокумент5 страницIngenieria InversaAndrea Rosa Herrera GilОценок пока нет
- SampaДокумент10 страницSampaAndrea Rosa Herrera GilОценок пока нет
- QW 416Документ1 страницаQW 416Jose Rattia100% (1)
- Yacimientos MineralesДокумент18 страницYacimientos MineralesVanessa Salas GutiérrezОценок пока нет
- ExamenGL574A 2005 1Документ5 страницExamenGL574A 2005 1Katty MonsalveОценок пока нет
- 250 Phillips 2Документ67 страниц250 Phillips 2Peter Toralva YauriОценок пока нет
- 8 Moises Hinojosa La Estructura PDFДокумент6 страниц8 Moises Hinojosa La Estructura PDFRoberto PortilloОценок пока нет
- Zeolita PDFДокумент3 страницыZeolita PDFcfonckyОценок пока нет
- Maleabilidad y DuctilidadДокумент15 страницMaleabilidad y DuctilidadCarolina GarciaОценок пока нет
- Norma Técnica NTC 7Документ65 страницNorma Técnica NTC 7Patricia NeiraОценок пока нет
- 5 Sistema IsometricoДокумент20 страниц5 Sistema IsometricoEdwin Quina ValenciaОценок пока нет
- CromitaДокумент26 страницCromitacoreano63Оценок пока нет
- Ekonal HerreroДокумент12 страницEkonal HerreroCarlos AguilarОценок пока нет
- Informe Topicos II TIG MetalurgicaДокумент13 страницInforme Topicos II TIG MetalurgicaRichard Pilar ElguetaОценок пока нет
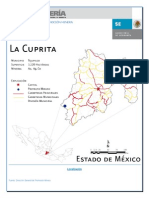
- La CupritaДокумент7 страницLa CupritaJuan Pablo Alvarado RiquelmeОценок пока нет
- Catalogo BroncesДокумент26 страницCatalogo BroncesIvan MarcoОценок пока нет
- Apuntes Estructuras Metalicas PDFДокумент96 страницApuntes Estructuras Metalicas PDFjrodri86Оценок пока нет
- Aleaciones en OdontologíaДокумент9 страницAleaciones en Odontologíajharmando100% (1)
- Tipos de TrituradorasДокумент10 страницTipos de TrituradorasChristopher Sucso RiverosОценок пока нет
- Bronces EspecialesДокумент28 страницBronces Especialesbravico26Оценок пока нет
- Proceso BayerДокумент23 страницыProceso BayerYanethsy Caldera50% (2)
- Tuberia Tablas Acero y F°g°Документ34 страницыTuberia Tablas Acero y F°g°Elber VegaОценок пока нет
- Devoe 01Документ42 страницыDevoe 01Jorge Luis León BasurtoОценок пока нет
- Yacimientos Stock WorkДокумент17 страницYacimientos Stock Workdoris100% (6)
- Acero 1035 PDFДокумент4 страницыAcero 1035 PDFGama HernándezОценок пока нет
- Técnicas de MoldeoДокумент124 страницыTécnicas de MoldeoRodrigo Ambriz Zuñiga100% (1)
- Terminos y Definiciones de SoldaduraДокумент26 страницTerminos y Definiciones de SoldaduraYeison ValdelamarОценок пока нет
- Costo de Izaje de MineralДокумент8 страницCosto de Izaje de MineralAlex Diego Cardenas GallardoОценок пока нет
- Tornillos y EspecialidadesДокумент16 страницTornillos y EspecialidadeslinceokОценок пока нет
- Analisis de Defectos y Fallas en Hierro NodularДокумент60 страницAnalisis de Defectos y Fallas en Hierro NodularLucas Lamas100% (1)
- Tarea 1 SolucionДокумент16 страницTarea 1 SolucionYoselyn Cristina Ruiz CarrascoОценок пока нет
- Hornos Usados para La FundiciónДокумент7 страницHornos Usados para La FundiciónSantiago Bejarano AlfaroОценок пока нет