Вам также может понравиться
- Trabajo Completo Book Center 1Документ15 страницTrabajo Completo Book Center 1Rossmeri Vilchez ValverdeОценок пока нет
- Ciclo Operativo y Procesos ProductivosДокумент51 страницаCiclo Operativo y Procesos ProductivosLuis Danilo RodriguezОценок пока нет
- Trabajo Grupal 5 Fuerzas CompetitivasДокумент6 страницTrabajo Grupal 5 Fuerzas CompetitivasTony Atagonza0% (1)
- PiramideДокумент18 страницPiramideManuela GavidiaОценок пока нет
- Análisis Contextual y Funcional CEYCA PDFДокумент39 страницAnálisis Contextual y Funcional CEYCA PDFDavid Niño RetoОценок пока нет
- Fundamentos de MarketingДокумент36 страницFundamentos de MarketingJericka Cruz VargasОценок пока нет
- Artika - Planeamiento EstrategicoДокумент51 страницаArtika - Planeamiento EstrategicoRobin Christian Toranzo SanzОценок пока нет
- Proyecto Tiendas MassДокумент5 страницProyecto Tiendas MassDina Tarrillo EsquenОценок пока нет
- Maestro Home CenterДокумент8 страницMaestro Home Centerraysen45678Оценок пока нет
- Instituto de Educación Superior Tecnológico Cibertec-MktДокумент9 страницInstituto de Educación Superior Tecnológico Cibertec-MktJuan Fonseca NarioОценок пока нет
- Avance 1 EMBUTIDOS (LA GRANJITA)Документ23 страницыAvance 1 EMBUTIDOS (LA GRANJITA)Gustavo Gil TorresОценок пока нет
- FastДокумент3 страницыFastjhon nieto valentinОценок пока нет
- TailoyДокумент21 страницаTailoyAndrea IrrarazabalОценок пока нет
- Manufactura de Calzado Carubi S.a.CДокумент22 страницыManufactura de Calzado Carubi S.a.CLopez MelizaОценок пока нет
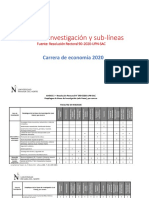
- Líneas de Investigación y Sublíneas 2020Документ8 страницLíneas de Investigación y Sublíneas 2020carlosОценок пока нет
- Presentación Estrategia TupemesaДокумент10 страницPresentación Estrategia TupemesaJoaquin Choque MedinaОценок пока нет
- Empresa Cervecera Backus.1Документ9 страницEmpresa Cervecera Backus.1Luis Mendoza Chura0% (1)
- Caso Cítricos Peruanos para Los Controles de LecturaДокумент2 страницыCaso Cítricos Peruanos para Los Controles de LecturaLu San SantosОценок пока нет
- Ep - Planeamiento Estrategico FinalДокумент17 страницEp - Planeamiento Estrategico Finalbruno quirozОценок пока нет
- 4examen Integral PNLCG N Iv 2020-Ii - Victor Andres Ulloa GarciaДокумент5 страниц4examen Integral PNLCG N Iv 2020-Ii - Victor Andres Ulloa GarciaAndre's Garcia100% (2)
- Estructura Del Trabajo: Taf (Trabajo Aplicativo Final)Документ1 страницаEstructura Del Trabajo: Taf (Trabajo Aplicativo Final)JOHANNA ISABEL FRANCIA YSLAОценок пока нет
- ORGANIZADORДокумент2 страницыORGANIZADORLeo SpatzОценок пока нет
- Archivo TottusДокумент13 страницArchivo TottusVladimir Joel Vilchez SilvaОценок пока нет
- Topy TopДокумент9 страницTopy TopFreddy Salas100% (1)
- Analisis Foda de Aje GroupДокумент4 страницыAnalisis Foda de Aje GroupCRISTIAN OSCCO ABARCA0% (1)
- Pretesis RevisadoДокумент49 страницPretesis RevisadoJorge Ernesto Castañeda Flores100% (1)
- Proyecto de Tesis Gestion de 1Документ79 страницProyecto de Tesis Gestion de 1iva aguirreОценок пока нет
- Taf PlastisurДокумент6 страницTaf PlastisurJorge Luis Pantigoso MoralesОценок пока нет
- INFORME N 2582017 Exp. 44302017 AMERICA MOVILДокумент5 страницINFORME N 2582017 Exp. 44302017 AMERICA MOVILJose Antonio Millan InoñanОценок пока нет
- Enfoque Al Cliente Desarrollo de Nuevos ProductosДокумент146 страницEnfoque Al Cliente Desarrollo de Nuevos ProductosDannae AlcántaraОценок пока нет
- CusqueñaДокумент5 страницCusqueñaLuis Leonardo Llanos EscobarОценок пока нет
- Kola Real S A AjegroupДокумент20 страницKola Real S A AjegroupSanta Zoila100% (1)
- Proyecto Grupal N.07 EMPRESA QROMAДокумент18 страницProyecto Grupal N.07 EMPRESA QROMArodrigo DAngeloОценок пока нет
- Las Canastas Grupo 3Документ66 страницLas Canastas Grupo 3Robert Castillo0% (1)
- 2018 Chirinos VillanuevaДокумент202 страницы2018 Chirinos VillanuevaJean Paul Caceres GuerraОценок пока нет
- Gestion-Estrategica - Ter-1Документ9 страницGestion-Estrategica - Ter-1Raquel Vila FabianОценок пока нет
- Produccion y Logistica-Ladrillos LarkДокумент19 страницProduccion y Logistica-Ladrillos LarkLuis BoniPer100% (4)
- Examen Final Gestión Estrategica Operaciones. 2022.02 UPNДокумент4 страницыExamen Final Gestión Estrategica Operaciones. 2022.02 UPNcely moyaОценок пока нет
- TAF - Gestion de CalidadДокумент16 страницTAF - Gestion de CalidadJose Luis LimaОценок пока нет
- Analisis Interno UPCДокумент34 страницыAnalisis Interno UPCAlex Román RocaОценок пока нет
- Ef PPP CarranzamercedesalciraДокумент8 страницEf PPP CarranzamercedesalcirawillyОценок пока нет
- Yobel PDFДокумент186 страницYobel PDFJw Cordova0% (4)
- Gestion de Proyectos - t3 - CLДокумент7 страницGestion de Proyectos - t3 - CLKevin Garcia FОценок пока нет
- Perfiles Zonales de Lima Metropolitana 2013Документ106 страницPerfiles Zonales de Lima Metropolitana 2013ManuelОценок пока нет
- CALA RESTAURANT ModificadoДокумент13 страницCALA RESTAURANT ModificadoEnrique BriceñoОценок пока нет
- Reporte - Beer Game (SCM)Документ3 страницыReporte - Beer Game (SCM)Kenyu ShiromaОценок пока нет
- 1.2 RAP - Reporte de Actividades Periódicas - Ejemplo LlenadoДокумент1 страница1.2 RAP - Reporte de Actividades Periódicas - Ejemplo LlenadoFlavio AlexanderОценок пока нет
- CAPSTONE PROJECT - Semana 01 PDFДокумент17 страницCAPSTONE PROJECT - Semana 01 PDFAlexandra Castillo JaveОценок пока нет
- Cerna Arce EdinДокумент9 страницCerna Arce EdinGuillermo Garcia DavilaОценок пока нет
- Gestión de Proyectos: Sesión 2: Design ThinkingДокумент7 страницGestión de Proyectos: Sesión 2: Design ThinkingMORTENBACALAO. 777Оценок пока нет
- ArtikaДокумент18 страницArtikaFabrissio AlexanderОценок пока нет
- Caja Huancayo y Su Responsabilidad SocialДокумент5 страницCaja Huancayo y Su Responsabilidad SocialElizabeth López Tapia0% (1)
- Mapa de ProcesoДокумент2 страницыMapa de ProcesoJosé Martínez CruzОценок пока нет
- Trabajo de Tai Loy 123Документ13 страницTrabajo de Tai Loy 123Rosa PumaylliОценок пока нет
- Marcas Propias MakroДокумент36 страницMarcas Propias MakrogpattyuОценок пока нет
- Eusebio Salarrayan Plan Cineplanet - Opt PDFДокумент171 страницаEusebio Salarrayan Plan Cineplanet - Opt PDFAlexandra Camacho LeivaОценок пока нет
- Cogorno PDFДокумент35 страницCogorno PDFPablo Luna Arcos100% (3)
- Descripción Breve de La Compañía AlicorpДокумент4 страницыDescripción Breve de La Compañía AlicorpAlicia Calderon ParedesОценок пока нет
- Trabajo Fase III AutoguardadoДокумент27 страницTrabajo Fase III AutoguardadoDayana Delgado BustamanteОценок пока нет
- Proceso para IngenieriaДокумент8 страницProceso para IngenieriaJuan manuel Rocha panduroОценок пока нет
- Ejercicios de WordДокумент67 страницEjercicios de WordRene Torres VissoОценок пока нет
- 1347-1AP - Nueva EconomiaДокумент164 страницы1347-1AP - Nueva EconomiaAntonio VicenteОценок пока нет
- Ingeniería de MetodosДокумент8 страницIngeniería de MetodosdavilaОценок пока нет
- 1347-1AP - Nueva EconomiaДокумент164 страницы1347-1AP - Nueva EconomiaAntonio VicenteОценок пока нет
- Ohsas 18000 AuditoriasДокумент3 страницыOhsas 18000 AuditoriasdavilaОценок пока нет
- ProyectoДокумент8 страницProyectodavilaОценок пока нет
- Contrato de TrabajoДокумент2 страницыContrato de TrabajodavilaОценок пока нет
- Contrato de TrabajoДокумент2 страницыContrato de TrabajodavilaОценок пока нет
- Contrato de TrabajoДокумент2 страницыContrato de Trabajodavila50% (6)
- Contrato de TrabajoДокумент2 страницыContrato de TrabajodavilaОценок пока нет
- Ohsas 18000 AuditoriasДокумент3 страницыOhsas 18000 AuditoriasdavilaОценок пока нет
- Creatividad OrganizacionalДокумент26 страницCreatividad OrganizacionaldavilaОценок пока нет
- Luxometro Digital YW-552Документ2 страницыLuxometro Digital YW-552Lucia GaldosОценок пока нет
- Metodologías y Actividades de Enseñanza-AprendizajeДокумент4 страницыMetodologías y Actividades de Enseñanza-AprendizajeMartha BenavidesОценок пока нет
- Línea EspiralДокумент20 страницLínea EspiralValentina Franco EspejoОценок пока нет
- Recomendaciones Verano 3ºДокумент1 страницаRecomendaciones Verano 3ºjagaraguiОценок пока нет
- VEN RSMДокумент51 страницаVEN RSMImagenGabineteОценок пока нет
- Relación Del Estrés y ConflictosДокумент4 страницыRelación Del Estrés y ConflictosJose Carlos Suarez ChavezОценок пока нет
- HACIENDA LA FLORESTA Más de Dos Siglos Entre Cafetos y CañaveralesДокумент27 страницHACIENDA LA FLORESTA Más de Dos Siglos Entre Cafetos y CañaveralesMonica Fabiola Marquez SanchezОценок пока нет
- I.I.S.S. Primer Piso: Dormitorio 1 JardínДокумент1 страницаI.I.S.S. Primer Piso: Dormitorio 1 JardínfrancisОценок пока нет
- Signo de Puntuación AlejandraДокумент3 страницыSigno de Puntuación AlejandraCarlos LuqueОценок пока нет
- Diagrama de Causa Efecto Seminario Control Total de La CalidadДокумент3 страницыDiagrama de Causa Efecto Seminario Control Total de La CalidadMillySkarsolОценок пока нет
- Parque Natural de La Sierras Subbéticas y Las Lagunas Del Sur de CórdobaДокумент5 страницParque Natural de La Sierras Subbéticas y Las Lagunas Del Sur de CórdobalupoОценок пока нет
- Informática Emily MoretaДокумент3 страницыInformática Emily MoretaCarlos GarciaОценок пока нет
- FUNDAMENTOS DE ECONOMIA EnsayoДокумент5 страницFUNDAMENTOS DE ECONOMIA EnsayomonicaОценок пока нет
- Antropología de La Salud HUASCAR CAMACHOДокумент13 страницAntropología de La Salud HUASCAR CAMACHOToril ToroideОценок пока нет
- Caida Libre y Lanzamiento VerticalДокумент1 страницаCaida Libre y Lanzamiento VerticalyolydortaОценок пока нет
- Etnografía Importancia, Reflexividad, Traajo de Campo Y Entrevista - Guber - RestrepoДокумент2 страницыEtnografía Importancia, Reflexividad, Traajo de Campo Y Entrevista - Guber - RestrepoKevin VelascoОценок пока нет
- Maquillaje AdolescenteДокумент3 страницыMaquillaje AdolescenteNeli SuárezОценок пока нет
- Modelo PeceraДокумент5 страницModelo Peceraaz999yОценок пока нет
- Lab. Mecanica de Suelos I 2019 PDFДокумент2 страницыLab. Mecanica de Suelos I 2019 PDFYEFHERSON GALLO ARCILAОценок пока нет
- Sistemas de Control de Motores Monofasicos CaДокумент5 страницSistemas de Control de Motores Monofasicos CaLizbeeth OsbourneОценок пока нет
- Componentes Electronicos BasicosДокумент22 страницыComponentes Electronicos BasicosMauricio Rene Cabrera Quispe100% (1)
- Faltas Leves, Graves y GravísimasДокумент9 страницFaltas Leves, Graves y GravísimasFranco HernándezОценок пока нет
- Los Niveles de Dificultad en Los TextoДокумент5 страницLos Niveles de Dificultad en Los TextoRicardo JacomeОценок пока нет
- Concepto Alcaldia Municipal JoatecaДокумент9 страницConcepto Alcaldia Municipal JoatecaFrancisco ArguetaОценок пока нет
- Manual Encimeras TekaДокумент35 страницManual Encimeras TekaPedro Ruiz GomezОценок пока нет
- Act 01, Educacion Fisica (Honorio DelgadoДокумент3 страницыAct 01, Educacion Fisica (Honorio DelgadoChayan Bruce Nina CutipaОценок пока нет
- Gubernamental AvДокумент8 страницGubernamental AvISABEL NOHELY PUMA CCORIMANYAОценок пока нет
- El Sentido de La OportunidadДокумент9 страницEl Sentido de La Oportunidadcristofer05Оценок пока нет
- Diagnòstico. Ciencias NaturalesДокумент6 страницDiagnòstico. Ciencias NaturalesMilton MoralesОценок пока нет
- Familia Escuela y Sociedad PDFДокумент183 страницыFamilia Escuela y Sociedad PDFAle Salinas MontesdeocaОценок пока нет