Академический Документы
Профессиональный Документы
Культура Документы
Enegep2011 TN STP 136 864 19097
Загружено:
lgalelliОригинальное название
Авторское право
Доступные форматы
Поделиться этим документом
Поделиться или встроить документ
Этот документ был вам полезен?
Это неприемлемый материал?
Пожаловаться на этот документАвторское право:
Доступные форматы
Enegep2011 TN STP 136 864 19097
Загружено:
lgalelliАвторское право:
Доступные форматы
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Inovao Tecnolgica e Propriedade Intelectual: Desafios da Engenharia de Produo na Consolidao do Brasil no
Cenrio Econmico Mundial
Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
ANLISE DE PROJETOS DE MELHORA
CONTNUA DESENVOLVIDOS PELO
MTODO A3
Carlos Eduardo Sanches da Silva (UNIFEI)
cadusanches@uol.com.br
Osvaldo Hiroshi Sasaki Junior (NETWORKER)
osasaki@networkertelecom.com.br
A filosofia Lean tem demonstrado ser um importante meio de obteno
de vantagem competitiva via manufatura. Este trabalho analisa
projetos de melhoria contnua na via o mtodo A3, tendo como objeto
de estudo uma indstria do setor metalrgiico (Networker
Engenharia). O mtodo de pesquisa utilizado foi a pesquisa-ao, uma
vez que, este trabalho apresenta carter emprico e prtico. Conclui-se
que a aplicao do mtodo A3, apesar de enganosamente simples,
exige conhecimento de tcnicas tais como: mapa de fluxo de valor; 5
porqus; estratificao; grfico de Pareto; grfico de controle;
diagrama de rvore; e plano de ao. Deve-se dedicar uma ateno
especial a mudana dos hbitos existentes no nvel operacional por
meio de acompanhamento dirio do nvel gerencial e tcnico. O
mtodo A3 potencializa a identificao de novas oportunidades que
podem ser sanadas com a implementao de novos mtodos (Kanban,
OEE, SMED, fluxo continuo).
Palavras-chaves: Lean Manufacturing, Melhoria Contnua, Soluo de
problemas (A3)
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Inovao Tecnolgica e Propriedade Intelectual: Desafios da Engenharia de Produo na Consolidao do Brasil no
Cenrio Econmico Mundial
Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
Anlise de Projetos de Melhora Contnua Desenvolvidos pelo Mtodo A3
1. Introduo
Durante dcadas, os fabricantes tm buscado otimizar operaes, cadeias de suprimentos e
bens de capital (PAGATHEODROU, 2005). Facilitada pelos avanos da tecnologia de
informao, a busca da otimizao intensificou a demanda por velocidade, flexibilidade,
eliminao de desperdcios, controle de processos, utilizao de pessoas e alcance global para
obter vantagens competitivas (JAMES-MOORE AND GIBBONS, 1997; ALLWAY AND
CORBETT, 2002; PAGATHEODROU, 2005). Recentemente, a consecuo deste objetivo
tem se tornado cada vez mais complexa, devido rpida evoluo do mercado global, cortes
de oramento e capacidade de baixo dimensionamento (PAGATHEODROU, 2005). Assim o
lean manufacturing, tornou-se a abordagem fundamental para gerenciar tal complexidade
(LIKER, 1998). A Toyota Production System (TPS), foi pioneira na aplicao desta
abordagem, tornando-se referncia (LIKER, 1998; HALL, 2004).
De acordo com Ghinato (2000), o Sistema de Produo Enxuta uma filosofia de
gerenciamento que busca otimizar a empresa a fim de eliminar perdas onde quer que elas
estejam e fazer com que o cliente receba o que deseja, na quantidade requisitada, no menor
prazo possvel, com elevada qualidade e ao mais baixo custo. O LM basicamente consiste em
5 princpios: Valor, definido pelo cliente; Fluxo de Valor, o campo de interveno; Fluxo
Contnuo, otimizar o fluxo; Produo Puxada, o sistema a usar; Perfeio, a insatisfao. No
estudo da pesquisa ser dado enfoque ao fluxo de valor e ao fluxo contnuo visando a
eliminao dos desperdcios.
fato, portanto, que a filosofia Lean Manufacturing tem sido cada vez mais abordada e
utilizada nas organizaes. Para identificar a relevncia do tema, realizou-se em setembro de
2010 uma pesquisa no site ISI (Information Science Institute,), resultando em 21.000 artigos
relacionados lean manufacturing, porm, neste universo de artigos apenas 86 (0,4%)
abordam o Kaizen (melhoria contnua), nenhum deles tratando especificamente do mtodo
A3. J o Lean Institute descreve em sua metodologia de implementao da filosofia lean o
A3, que vem sendo adotado por vrias empresas. Este fato evidencia o potencial desta
pesquisa que objetiva analisar projetos de melhoria contnua via o mtodo A3. Os critrios
para seleo do caso so, portanto: estar implementando ou ter implementado a filosofia
Lean; estar iniciando projetos Kaizen e ter interesse em aplicar o mtodo A3; disponibilizar
acesso do pesquisador para coleta dos dados; e posteriormente permitir as divulgao da
pesquisa.
2. Lean Manufacturing e a melhoria contnua por meio do mtodo A3
A Manufatura Enxuta, tambm conhecida como Sistema Toyota de Produo (STP), teve
incio na dcada de 1950, no Japo, mais especificamente na Toyota. De acordo com Womack
et al. (1992), foram Eiji Toyoda e Taiichi Ohno, que perceberam que a manufatura em massa
no funcionaria no Japo e, ento, adotaram uma nova abordagem para a produo, a qual
objetivava a eliminao de desperdcios. Para conseguir esse objetivo, tcnicas como
produo em pequenos lotes, reduo de set up, reduo de estoques, alto foco na qualidade,
dentre outras, eram utilizadas. Essa nova abordagem passou a ser conhecida como Sistema
Toyota de Produo. Apesar de o STP muitas vezes ser entendido como algo novo, na
verdade, muitos de seus princpios so trabalhos de pioneiros como Deming, Taylor e Skinner
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Inovao Tecnolgica e Propriedade Intelectual: Desafios da Engenharia de Produo na Consolidao do Brasil no
Cenrio Econmico Mundial
Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
(JAMES-MOORE & GIBBONS, 1997). O STP foi popularizado no ocidente por Womack et
al. (1992) como Lean Manufacturing.
Para Pereira (2009) Lean uma filosofia que engloba vrios princpios e por isso difcil a
sua explicao numa s frase. Atualmente coexistem vrias definies para o lean
manufacturing (LM). Womack & Jones (1998), por exemplo, definem LM como uma
filosofia que busca uma forma melhor de organizar e gerenciar os relacionamentos de uma
empresa com seus clientes, cadeia de fornecedores, desenvolvimento de produtos e operaes
de produo, segundo a qual possvel fazer cada vez mais com menos (menos equipamento,
menos esforo humano, menos tempo, etc.). Segundo Shah & Ward (2003), a filosofia LM
engloba ampla variedade de prticas gerenciais, incluindo just in time, sistemas de qualidade,
manufatura celular, entre outros. Ainda de acordo com esse autor, o ponto fundamental do
LM que essas prticas devem trabalhar de maneira sinrgica para criar um sistema de alta
qualidade que fabrica produtos no ritmo que o cliente deseja, sem desperdcios. O Lean tem
como foco eliminar os desperdcios (Muda em japons), sendo este o foco dos projetos de
melhoria analisados nesta pesquisa. O lean descreve sete desperdcios (quadro 1).
Desperdcios
Superproduo
Inventrio
Transporte
Processos desnecessrios
M qualidade
Manuseio
Espera
Fonte: Shingo (1996)
Descrio
Produzir mais e antes que o necessrio.
Peas semi-acabadas entre as operaes.
Movimento excessivo de peas, pessoas e informaes
Passos no necessrios no processo.
Peas que necessitam retrabalho ou so sucata.
Movimentos desnecessrios do trabalhador.
Trabalhadores esperando por mquinas ou peas.
Quadro 1 Os 7 desperdcios.
Dentro do LM, um mecanismo cada vez mais utilizado o evento kaizen, que objetiva, por
meio de uma equipe funcional, focar e estruturar projetos de melhoria contnua com escopo
definido (FARRIS et al., 2008). Estes projetos baseiam-se em mtodos estruturados e
sistematizados que visam assegurar as etapas de sua implantao. O mtodo objeto desta
pesquisa o A3 utilizado no STP.
2.1 Mtodo A3
Embora muito tenha se escrito sobre o Sistema Toyota de Produo, pouco tem se falado da
maneira de como a companhia gerencia pessoas para permitir o aprendizado operacional. Na
Toyota, existe uma maneira de identificao e resoluo de problemas que gera conhecimento
e ajuda as pessoas a aprender como aprender. Os gerentes da companhia utilizam o mtodo
A3 para desenvolverem seus projetos de melhoria (Kaizen). O nome A3 tem sua origem no
tamanho da folha utilizado para o registro do projeto de melhoria, ou seja, uma folha no
formato A3 (SHOOK, 2009).
Para Shook (2009) os A3s so compostos por uma seqncia de etapas: (1) estabelecer o
contexto do trabalho e a importncia de um problema ou assunto especfico; (2) Descrever as
condies atuais do problema; (3) Identificar o resultado desejado (metas); (4) Analisar a
situao para estabelecer suas causas; (5) Propor contramedidas; (6) Prescrever um plano de
ao para conseguir o feito; (7) Mapear o processo de acompanhamento. Complementa o
autor de que no o formato do relatrio que importa, mas a mentalidade subjacente que leva
principalmente o ciclo PDCA (quadro 2).
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Inovao Tecnolgica e Propriedade Intelectual: Desafios da Engenharia de Produo na Consolidao do Brasil no
Cenrio Econmico Mundial
Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
Etapas
Descrio
Contextos histrico e organizacional da situao analisada
Contexto
Qual a relao com os requisitos do negcio? Qual o problema?
Diagrama da condio atual
Evidenciar o problema
Situao Atual
Perguntar onde, o qu, quando, como , quanto?
Fatos e dados
Elaborao do fluxo de processo (mapeamento)
Metas
Algo especfico a ser alcanado para melhorar a situao atual
Listar os problemas
Anlise de Causas
Qual a causa-raiz?
Quais so as restries?
Aes proposta e porque esto sendo recomendadas
Contramedidas
Contra-medidas contero a causa-raiz?
Que atividades sero necessrias para alcanar a situao alvo?
Plano de Ao
Quem ser responsvel por o qu e quando?
Procure planejar em funo de entregas, no de tarefas
Acompanhamento
Como saber se as aes tomadas esto causando o impacto planejado?
Fonte adaptada de Torres Jr (2010)
Quadro 2 Mtodo A3.
Segundo Sobek II e Smalley (2010) o relatrio A3 uma ferramenta que estabelece uma
estrutura concreta para implementar a gesto PDCA e ajuda a levar os autores dos relatrios a
uma compreenso mais profunda do problema ou da oportunidade, alm de dar novas idias
sobre como solucionar um problema. Os princpios so: todo problema pode e deve ser
capturado em uma nica folha de papel; a organizao deve basear-se em responsabilidade e
no na autoridade, ou seja, nunca diga a sua equipe exatamente o que fazer. Sempre que voc
faz isso tira a responsabilidade deles (SHOOK, 2009).
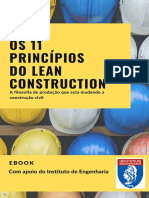
Planejar
CONTEXTO
Executar, Visualizar e Agir
CONTRAMEDIDAS
SITUAO ATUAL
PLANO DE AO
ANLISE DE CAUSAS
ACOMPANHAMENTO
METAS
Fonte: Shook, 2009
Figura 1 - Estrutura bsica do registro A3.
Do lado direito do A3 tem-se o planejar e o lado esquerdo o executar, visualizar e agir. Alm
dessas sees todo relatrio A3 inicia-se com um titulo temtico que descreve objetivamente
o problema discutido no relatrio (SOBEK II E SMALLEY, 2010).
Para Shook (2009), relatrios A3 servem como mecanismo para os gestores designar ordens
na anlise da causa raiz e do pensamento cientfico, enquanto tambm alinha interesses de
indivduos e departamentos completamente aos da organizao encorajando dilogos
produtivos e ajudando as pessoas a aprender umas com as outras.
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Inovao Tecnolgica e Propriedade Intelectual: Desafios da Engenharia de Produo na Consolidao do Brasil no
Cenrio Econmico Mundial
Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
O processo iterativo de produo progressiva de A3s gera habilidades prticas de resoluo de
problemas para os funcionrios, enquanto permite ao gestor alcana os resultados desejados.
A meta dos A3s, portanto, no resolver problemas, mas fazer o processo de resoluo de
problemas transparente e compreensvel de maneira a criar uma organizao cheia de
pensamentos e aprendizes solucionadores de problemas. Complementa Dennis (2007) ao citar
que o A3 uma manifestao visual de um processo conceitual de resoluo de problemas
que envolvem dilogo contnuo entre o responsvel pelo problema e as outras pessoas da
organizao.
A identificao de oportunidades de melhoria realizada por meio do Mapeamento do Fluxo
de Valor (ROTHER E SHOOK, 2003).
2.2 Mapeamento do Fluxo de Valor
Para Rother e Shook (2003), o Mapeamento do Fluxo de Valor (Value Stream Mapping)
uma ferramenta que auxilia na visualizao do macroprocesso, mais do que simplesmente os
processos individuais. Torna-se possvel visualizar o fluxo, identificando os desperdcios e
suas fontes, fornecendo uma linguagem comum para tratar os processos de manufatura,
formando uma base para implementao de melhorias, por meio do registro do estado atual e
futuro.
Ainda para Rother e Shook (2003), uma cadeia de valor toda ao (agregando valor ou no)
necessria para fazer passar um produto por todos os fluxos essenciais de produo, quais
sejam: o fluxo de produo desde a matria-prima at o consumidor ou o fluxo de projeto do
produto, da concepo ao lanamento. Portanto, o objetivo de mapear a cadeia de valor
destacar as fontes de perdas e elimin-las atravs da implementao de uma cadeia de valor
em um "estado futuro" que pode tornar-se uma realidade em um curto perodo de tempo.
Mapear o Fluxo de Valor percorrer o caminho de todo o processo de transformao de
material e informao do produto. O mapeamento do fluxo completo abrange vrias empresas
e at outras unidades produtivas. Shook (2003) recomenda s empresas que iniciam o
processo de implantao do Lean Production fazendo o mapeamento.
O mapeamento uma ferramenta essencial para enxergar o sistema, Shook (2003) aponta as
principais vantagens: Ajuda a visualizar mais do que os processos individuais; ajuda a
identificar o desperdcio e suas fontes; fornece uma linguagem comum para tratar os
processos de manufatura; facilita a tomada de decises sobre o fluxo; aproxima conceitos e
tcnicas enxutas, ajudando a evitar a implementao de ferramentas isoladas; forma uma base
para o plano de implantao da Mentalidade Enxuta; apresenta a relao entre o fluxo de
informao e o fluxo de material; uma ferramenta qualitativa que descreve, em detalhes,
qual o caminho para a unidade produtiva operar em fluxo.
Os esforos de kaizen ou qualquer tcnica de produo enxuta so bem mais efetivos quando
aplicados estrategicamente, no contexto da construo de uma cadeia enxuta de valor. O mapa
da cadeia de valor permite identificar cada processo ou fluxo, retirando-os dos domnios
confusos e esquecidos dos bastidores da organizao, construindo assim uma completa cadeia
de valor de acordo com os princpios enxutos (WOMACK e JONES, 1998).
3. Aplicao dos Projetos de Melhoria
Para a conduo desta pesquisa, servir como guia o ciclo proposto por Coughlan e Coghlan
(2002), representado na Figura 2. Nesta pesquisa foi possvel implementar apenas um ciclo de
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Inovao Tecnolgica e Propriedade Intelectual: Desafios da Engenharia de Produo na Consolidao do Brasil no
Cenrio Econmico Mundial
Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
pesquisa-ao, sendo a etapa de monitoramento realizado ao longo de todo o ciclo.
Fonte: Coughlan e Coghlan (2002)
Figura 2 Ciclo de pesquisa-ao.
1 Etapa: Planejar a pesquisa-ao
Os principais elementos do mtodo A3 identificados na reviso bibliogrfica que sero objeto
de observao ao longo da pesquisa-ao so descritos no quadro 3 bem como as tcnicas de
coleta de dados.
Fatores identificados na reviso bibliogrfica
para implantao do A3
Foco nos desperdcios: excesso de produo;
inventrio; transporte; processos desnecessrios;
m qualidade; manuseio; espera
Etapas do mtodo: contexto; situao atual;
anlise de metas; causas; contramedidas; plano de
ao; acompanhamento
Princpios do A3
Todo problema pode e deve ser capturado
em uma nica folha de papel (manifestao
visual folha padro A3)
A organizao deve basear-se em
responsabilidade (resultados) e no na
autoridade (meios)
Dilogo contnuo entre o responsvel pelo
problema e as outras pessoas da organizao
(tomada de decises)
Gerar conhecimento e ajuda as pessoas a
aprender como aprender
Fonte: autor
Autores
Shingo
(1996)
Tcnica de coleta de dados
Entrevista
Analise
Observao
semidocumental
estruturada
X
Shook
(2009) e
Torres Jr
(2010)
X
Shook
(2009) e
Dennis
(2007)
Shook
(2009)
Quadro 3 Planejamento da pesquisa-ao.
Foi escolhida para o planejamento de caso a empresa Networker Engenharia localizada em
Mogi Guau no interior do estado de So Paulo fundada em 1993 e especializada na
fabricao de estruturas metlicas. Tendo como base os critrios estabelecidos para escolha do
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Inovao Tecnolgica e Propriedade Intelectual: Desafios da Engenharia de Produo na Consolidao do Brasil no
Cenrio Econmico Mundial
Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
caso, temos: a empresa esta implantando a filosofia Lean desde 2009; contratou o pesquisador
como estagirio, tendo como funo implementar o mtodo A3; e disponibilizou via seu
diretor acesso aos dados e posterior divulgao dos resultados.
2 Etapa: Coletar os dados
Para a coleta de dados fez-se o uso do Mapeamento do Fluxo de Valor, realizado em janeiro
de 2010, o qual foi mapeado toda a empresa, pois, dessa maneira seria possvel visualizar a
empresa como um todo, ou seja, enxergar os macroprocessos e seus fluxos tanto de materiais
como de informaes. O mapa foi elaborado atravs da coleta de dados em todos os
departamentos da empresa, onde as tcnicas de coleta de dados foram entrevista, documentos
e observaes dos pesquisadores.
3 Etapa: Analisar os dados e planejar as aes
Por meio do mapa de fluxo de valor da empresa foi possvel identificar as possveis fontes de
kaizen. Foram identificados vrios projetos de melhoria, sendo o da unidade do setor que
traria maiores resultados e tambm por ser o mais crtico: a produo. Segundo o Gerente de
PCP: a produo caixa preta, desconhecemos seu funcionamento.
A empresa apresentava baixa produtividade, no atingindo as metas de produo estipuladas
para atender o mercado de telecomunicaes e, ainda expandia seu mercado para o setor de
eletrificaes. Tendo em vista esta situao, foi identificado como uma das fontes deste
problema a produo da linha automtica que apresentava elevada variabilidade e o no
atendimento das metas. Com estes dados a diretoria da empresa definiu o projeto de melhoria:
Otimizao da Linha Automtica, no qual seria aplicado o mtodo A3.
4 Etapa: Implementar Aes
Utilizou-se as etapas propostas por Shook (2009):
1 Estabelecer o contexto do trabalho e a importncia de um problema ou assunto especfico:
baseado no mapa de fluxo de valor da empresa foi definido pela diretoria o projeto de
melhoria: Otimizao da Linha Automtica. Sendo as metas de produo mensais
apresentadas em um grfico de barras e comentrios iniciais de possveis causas
identificadas por parte da direo da empresa (vide contexto figura 3).
2 Descrever as condies atuais do problema: foi identificado o elevado tempo de
atravessamento da linha baseado no mapa de fluxo de valor construdo especificamente
para a linha automtica; existncia de peas retrabalhadas e sucateadas por meio de anlise
dos dados fornecidos pela empresa; e baixa produtividade (5,2 toneladas/dia) devido
baixa utilizao da mquina (58%) obtida por meio de observaes e cronoanlise (vide
condio atual figura 3).
3 Identificar o resultado desejado: as metas foram definidas junto ao gerente de produo e
de PCP, sendo estipulada uma utilizao da mquina em no mnimo 80%, 0% de retrabalho
e reduo de no mnimo 50% no tempo de atravessamento, com o objetivo de dobrar sua
capacidade produtiva (vide metas figura 3).
4 Analisar a situao para estabelecer suas causas: baseado na tcnica 5W (5 porqus), foram
definidas as causas dos problemas da linha, sendo as mais crticas: baixa organizao da
linha e padro informal no mtodo de trabalho que resultam em perdas de tempo; e alto
ndice de quebras de mquinas (vide anlise figura 3).
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Inovao Tecnolgica e Propriedade Intelectual: Desafios da Engenharia de Produo na Consolidao do Brasil no
Cenrio Econmico Mundial
Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
5 Propor contramedidas: foram propostas contramedidas, validadas e apoiadas pelo gerente
do PCP, para as causas razes: implantao do 5S na linha; elaborao do trabalho padro;
e reestruturao do sistema de manuteno nas mquinas (vide contramedidas figura 3).
6 Prescrever um plano de ao para conseguir o feito: foi determinado por meio de um
cronograma o plano de ao para a realizao das contramedidas, determinando as
atividades, os responsveis e o prazo (vide plano de ao figura 3). Neste ponto faz-se
necessrio detalhar a execuo do plano de ao:
implantao do 5S na linha, uma vez que, esta apresentava grandes perdas de tempo
por desorganizao, falta de sinalizao e gerenciamento visual. Foi ento feito
inicialmente um treinamento com os colaboradores para explanao e conscientizao
da importancia desta tcnica e posteriormente implantado o 5S. A aplicao desta
tcnica trouxe grandes beneficios: reduo das perdas de tempo em preechimento das
ordens de produo, pois existiam muitos registros desnecessrios; melhor controle
dos estoques de punes e matrizes, eliminando os tempos de demora para requisitalos e pronta disponibilizao dos mesmos; e melhor controle no estoque de matria
prima reduzindos os desperdcios de tempos no abastecimento da linha.
elaborao do trabalho padronizado, uma vez que, os operadores da linha no
possuam uma forma padronizada de trabalhar executando as tarefas desorientadas e
sem seqenciamento das operaes. Com o trabalho padro foi possvel realizar
operaes com a mquina em funcionamento, como abastecimento de mquina,
preenchimento e baixas nas ordens de produo e retirada de carga, sendo estas,
operaes que no agregam valor ao produto. A seguir (figura 6) possvel visualizar
a folha de processo do trabalho padro.
Figura 1 - Trabalho Padronizado Linha Automtica. Fonte: NetWorker Engenharia.
implantao do TPM (Total Productive Maintenance) tendo em vista do acentuado
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Inovao Tecnolgica e Propriedade Intelectual: Desafios da Engenharia de Produo na Consolidao do Brasil no
Cenrio Econmico Mundial
Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
nmero de paragens para manuteno da linha. Com destaque para a manuteno
preventiva e manuteno autnoma, que visam aumentar a disponibilidade da mquina
eliminado as paradas por quebra, aumentando o ciclo de vida total da mquina por
meio do envolvimento dos operadores em atividades de manuteno. Esta ao
pontual identificou que a empresa possua um sistema de manuteno preventiva que
no era seguido de acordo com o cronograma planejado, sendo, portanto, ineficiente.
Logo, foi preciso uma reestruturao deste sistema envolvendo o departamento de
Manuteno, PCP e Produo para juntos poderem programar e implementar
corretamente a manuteno preventiva. Foi adotada simultaneamente a manuteno
autnoma (manuteno feita diariamente pelo operador da mquina), inexistente na
empresa. Estas tcnicas foram adotadas em todo o setor da produo, no se limitando
apenas Linha Automtica. Com a aplicao destas manutenes foi possvel
constatar que o processo protuvivo passou a obter uma maior estabilidade nas
mquinas, onde tanto as quebras como os tempos de manutenes corretivas foram
reduzidos, aumentando assim a disponibilidade das mquinas.
7 Mapear o processo de acompanhamento: foram implementados grficos semanais de
controle da produo da linha (previsto x realizado) e auditorias mensais do 5S, alm do
acompanhamento do dirio gerente do PCP (vide acompanhamento figura 3).
Figura 2 Relatrio A3: Otimizao da Linha Automtica (LA01). Fonte: NetWorker Engenharia.
5 Etapa: Avaliar resultados e gerar relatrio
Os resultados foram analisados e avaliados em funo dos fatores identificados na reviso
bibliogrfica deste trabalho, sendo possvel visualizar no quadro 4.
Fatores identificados na reviso
bibliogrfica para implantao do A3
Foco nos desperdcios: excesso de
produo; inventrio; transporte; processos
desnecessrios; m qualidade; manuseio;
espera
Etapas do mtodo: contexto; situao atual;
anlise de metas; causas; contramedidas;
plano de ao; acompanhamento
Princpios do A3
Todo problema pode e deve ser
capturado em uma nica folha de papel
(manifestao visual folha padro
A3)
A organizao deve basear-se em
responsabilidade (resultados) e no na
autoridade (meios)
Dilogo contnuo entre o responsvel
pelo problema e as outras pessoas da
organizao (tomada de decises)
Gerar conhecimento e ajuda as pessoas a
aprender como aprender
Comentrios
No caso os desperdcios identificados foram manuseio, espera,
processos desnecessrios. fundamental identificar por meio do
mapa de valor da empresa os desperdcios existentes e as
restries produtivas que comprometiam o fluxo produtivo,
permitindo assim priorizar o projeto de melhoria com maior
potencial de resultados.
Das etapas descritas a que levou mais tempo e exigiu maior
dedicao da equipe foi a identificao das causas que originaram
o problema. Foi relevante o apoio da diretoria e o
acompanhamento do gerente do PCP, porm os hbitos existentes
nos funcionrios da produo demonstraram ser uma elevada
barreira para implementao das aes e manuteno dos
resultados. Neste sentido o controle de produo semanal, as
auditorias do 5 S e o acompanhamento dirio por parte do
pesquisador e do Gerente do PCP demonstram ser fundamentais
para a incorporao das novas rotinas por parte dos funcionrios.
A necessidade de se registrar toda sistemtica de soluo do
problema em uma nica folha A3 faz com que seja enfatizado
apenas o essencial. Porm existiram dificuldades de
entendimento por parte dos operadores e encarregados devido ao
seu nvel de formao acadmica.
O acompanhamento da produo realizada diariamente e a
respectiva meta mensal de produo estabeleceu o resultado
esperado, bem como as aes realizadas nos meios permitiram
que as metas estabelecidas sejam cumpridas, motivando assim a
equipe. Vale destacar que antes a maior parte das metas de
produo no eram cumpridas.
O dilogo entre todos os colaboradores fundamental para a
identificao das causas, implantao das aes e posterior
manuteno dos ganhos. Devido ao nvel de formao baixo dos
operadores e dos encarregados o os esforos por meio de
conversas dirias e objetivas demonstrou ser fundamental para a
mudana de suas atitudes em relao s operaes que eram
habitualmente realizadas. Faz-se necessrio o estabelecimento de
uma conexo emocional com os envolvidos para que entendam o
que esta sendo realizado, culminando em confiana mutua.
O A3 contribui muito para a implementao de projetos de
melhoria. Atualmente existem 4 projetos A3. O que chamou a
ateno que um simples projeto A3 culminou na reestruturao
de todo sistema de manuteno vigente na empresa (TPM),
propiciando ganhos as demais linhas de produo.
Quadro 4 Anlise dos resultados. Fonte: autor.
Aps a aplicao do projeto A3 (iniciado em janeiro e finalizado em setembro), obteve-se os
resultados descritos no grfico da figura 7 que apresentam a evoluo da produo da linha
automtica em toneladas/dia com aumento de 182%.
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Inovao Tecnolgica e Propriedade Intelectual: Desafios da Engenharia de Produo na Consolidao do Brasil no
Cenrio Econmico Mundial
Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
Fonte: NetWorker Engenharia 2011.
Figura 7 Evoluo de Produo diria da Linha Automtica.
4. Concluses
Foi evidente a relevncia do mapeamento do fluxo de valor, no apenas para identificao de
oportunidade como para priorizao dos projetos de melhoria, sendo, portanto, a base para
qualquer projeto a ser implementado; bem como seu posterior uso no projeto de melhoria
registrado por meio do relatrio A3, identificando e mensurando as perdas e contribuindo para
capacitar os operrios na soluo de problemas.
Ficaram evidentes os grandes resultados que a filosofia Lean traz com a utilizao de suas
tcnicas objetivando a eliminao dos desperdcios. valido ressaltar, que a necessidade de
mo de obra especializada para conduo do mtodo A3 que aparentemente simples necessita
de ser complementado com outras tcnicas tais como: mapa de fluxo de valor; 5 porqus;
estratificao; grfico de Pareto; grfico de controle; diagrama de rvore; e plano de ao.
Assim faz-se necessrio a capacitao no trabalho dos envolvidos nestas tcnicas via a
conduo pratica de projetos de melhoria A3, assim a compreenso e abstrao dos conceitos
para suas atividades dirias tornam o aprendizado eficaz. O envolvimento de todos da
organizao, desde dos operadores, encarregados, gerente e diretores imprescindvel para a
obteno dos resultados. Deve-se dedicar uma ateno especial a mudana dos hbitos
existentes no nvel operacional por meio de acompanhamento dirio do nvel gerencial e
tcnico de modo a consolidar os ganhos e incorporar na cultura vigente os princpios do lean,
mais especificamente a eliminao dos desperdcios.
A implementao deste projeto de melhoria na concepo da filosofia lean potencializou a
identificao de novas oportunidades que podem ser sanadas com a implementao de novas
tcnicas, no caso descrito o TPM. Nas observaes do pesquisador e as exigncias de novos
mercados (torres de eletrificao) faz-se necessrio a implementao de outros mtodos da
filosofia Lean, tais como sistema puxado na produo (Kanban), OEE, SMED, fluxo
continuo.
Agradecimentos
Agradeo primeiramente minha famlia pelo apoio, carinho, pacincia e oportunidades que
12
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Inovao Tecnolgica e Propriedade Intelectual: Desafios da Engenharia de Produo na Consolidao do Brasil no
Cenrio Econmico Mundial
Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
me proporcionaram. Ao professor Carlos Eduardo, pelo apoio, aprendizado, pacincia, e
orientao para que este trabalho fosse realizado a contento. E tambm a empresa Networker
Engenharia pelo suporte e auxilio prestados. Bem como a FAPEMIG e CNPq pelo apoio
financeiro.
Referncias
ADAIR, C. B.; MURRAY, B. A. Revoluo total dos processos. So Paulo: Nobel. 2006.
ALLWAY, M., CORBETT, S. Shifting to lean service: stealing a page from manufacturers playbooks. Journal
of Organizational Excellence 21 (Spring (2)), 4554. 2002.
CAMPOS, Vicente Falconi. TQC Gerenciamento da Rotina do Trabalho do dia a dia. Rio de Janeiro: Bloch
Editores SA. 1994.
COMUNIDADE LEAN THINKING (CLT). A criao de valor atravs da eliminao do desperdcio.
Disponvel em: http://www.leanthinkingcommunity.org. Acesso em 16.10.2010.
DENNIS, Pascal. Fazendo acontecer a coisa certa. So Paulo: Lean Institute Brasil, 2007
FARRIS, J., VAN AKEN, E.M., DOOLEN, T.L., WORLEY, J. Learning from less successful Kaizen events:
A case study. Engineering Management Journal 20(3), 1020. 2008.
GHINATO, P. Produo Enxuta I. Apostila Interna no Mestrado do PPGEP. UFRGS, Porto Alegre. 1999.
GHINATO, P. Elementos Fundamentais do Sistema Toyota de Produo. In: Almeida & Souza (Org.).
Produo e Competitividade: Aplicaes & Inovaes. Pernambuco: Editora UFPE, p. 31-59. 2000.
HALL, R.H. Lean and the Toyota Production System. Target. 2004.
James-Moore, S.M., Gibbons, A. Is lean manufacturing universally relevant? An integrative methodology.
International Journal of Operations Product Management 17 (9), 899911. 1997.
LIKER, J.K. Introduction: bringing lean back to the U.S.A. In: Liker, J.K. (Ed.), Becoming Lean, Inside Storied
of U.S. Manufacturers. Productivity Press, Portland, OR, pp. 340. 1998.
Pagatheodrou, Y. The price of leanness. Industrial Management 47, 814. 2005.
SHAH, R., WARD, P. Lean manufacturing: context, practice bundles, and performance. Journal of Operations
Management 21, 129149. 2003.
SHINGO, S. O Sistema Toyota de Produo: do ponto de vista da engenharia de produo. Porto Alegre:
Editora Bookman. 1996.
SHOOK, J. Toyotas Secret: The A3 Report. MIT Sloan Manegement Review. Vol. 50 N4. 2009.
SHOOK, John; ROTHER, Mike. Aprendendo a Enxergar Mapeando Valor e Eliminar o Desperdcio. So
Paulo: Lean Institute Brasil. 2003.
SOBEK II, D.K.; SMALLEY,A. Entendendo o pensamento A3 Toyota. Porto Alegre: Bookman. 2010.
TORRES, A.S. Jr. Processo Decisrio na Toyota. So Paulo: Lean Institute Brasil. 2010.
WOMACK, J. P.; JONES, D. T. A Mentalidade Enxuta nas Empresas: elimine o desperdcio e crie riqueza.
Rio de Janeiro: Editora Campus. 1998.
WOMACK, J.P., JONES, D.T., ROOS, D. The Machine That Changed the World. Harper Collins, New York,
NY. 1992.
13
Вам также может понравиться
- ISO 9001 2015 LivroДокумент123 страницыISO 9001 2015 Livrobruno farias100% (4)
- Plano de Concretagem (Excel)Документ2 страницыPlano de Concretagem (Excel)Laryssa Melo Cavalcante75% (4)
- Catálogo Katrina 9000-F5 I1712400005-03Документ72 страницыCatálogo Katrina 9000-F5 I1712400005-03Kelvin CardosoОценок пока нет
- 2 - O Sistema Toyota de ProduçãoДокумент9 страниц2 - O Sistema Toyota de ProduçãoItamar MОценок пока нет
- Sistema Kanban Na Indústria de AutopeçasДокумент19 страницSistema Kanban Na Indústria de AutopeçasKleiton Alves de SouzaОценок пока нет
- Info Campo 01 03 2023Документ1 страницаInfo Campo 01 03 2023lgalelliОценок пока нет
- Alocação de Soldadores: Trecho Frente QTD Status Observação DataДокумент1 страницаAlocação de Soldadores: Trecho Frente QTD Status Observação DatalgalelliОценок пока нет
- Alocacao de Efetivo 07 03 2023Документ1 страницаAlocacao de Efetivo 07 03 2023lgalelliОценок пока нет
- Catalogo de Especificações Dos Uniformes PadrãoДокумент10 страницCatalogo de Especificações Dos Uniformes PadrãolgalelliОценок пока нет
- Destinatário/Remetente: Processado Por: Engepel Engenharia de Sistemas e Processamento de Dados LtdaДокумент1 страницаDestinatário/Remetente: Processado Por: Engepel Engenharia de Sistemas e Processamento de Dados LtdaVinícius CastroОценок пока нет
- Cia Brasileira de Distribuicao: EbjieiejbcbfciegaibmbgbbbbgaimigaicefbieffeffjfaanbegefcbgbbfajfdaabnbahgiahДокумент1 страницаCia Brasileira de Distribuicao: EbjieiejbcbfciegaibmbgbbbbgaimigaicefbieffeffjfaanbegefcbgbbfajfdaabnbahgiahPatty SouzaОценок пока нет
- Proposta de Metodologia de Avaliação de Projetos de ConstruçãoДокумент145 страницProposta de Metodologia de Avaliação de Projetos de ConstruçãoNelson Gerardo Garcia RoblesОценок пока нет
- OS 11 Princípios Do Lean Construction: Nero ZanottiДокумент10 страницOS 11 Princípios Do Lean Construction: Nero ZanottiSementeira Cristo Redentor SantosОценок пока нет
- Aula04 e 05cmmi Mps BRДокумент37 страницAula04 e 05cmmi Mps BRGuilherme LimaОценок пока нет
- Kaue NF 25-07-2023Документ1 страницаKaue NF 25-07-2023Adriano JuniorОценок пока нет
- Cat METFORM - Perfis de Aço Formados A Frio para Construções IndustriaisДокумент6 страницCat METFORM - Perfis de Aço Formados A Frio para Construções IndustriaisJefferson DiegoОценок пока нет
- Introdução As Normas - Textile Exchange e GOTSДокумент25 страницIntrodução As Normas - Textile Exchange e GOTSIsabel MarquesОценок пока нет
- Destinatário/Remetente: 0 - Contratação Do Frete Por Conta Do Remetente (CIF)Документ1 страницаDestinatário/Remetente: 0 - Contratação Do Frete Por Conta Do Remetente (CIF)Musical MixОценок пока нет
- Projeto SAD FinalДокумент147 страницProjeto SAD FinalAna Jerónimo PatrícioОценок пока нет
- Apostila RUPДокумент8 страницApostila RUPRafaela TorquatoОценок пока нет
- Operações EnxutasДокумент4 страницыOperações Enxutaselis silvaОценок пока нет
- Geraldo Augusto Pinto - A Organização Do Trabalho No Século XXДокумент4 страницыGeraldo Augusto Pinto - A Organização Do Trabalho No Século XXCicero FrancivanОценок пока нет
- TCC - Kanban de Produto Não SeriadoДокумент15 страницTCC - Kanban de Produto Não Seriadocassio_tecdrawОценок пока нет
- Sequenciamento 3 - UfrgsДокумент50 страницSequenciamento 3 - UfrgsRodrigoSalvadorОценок пока нет
- 03 SobremetalДокумент51 страница03 SobremetalEduardo MunizОценок пока нет
- E-Book Técnico - VSMДокумент25 страницE-Book Técnico - VSMalexandrelymaОценок пока нет
- DANF-e - Nota - 0124916 NS - 0410585 Serie - U PG 1Документ1 страницаDANF-e - Nota - 0124916 NS - 0410585 Serie - U PG 1Giovanna Barros RodriguesОценок пока нет
- Mademil Pesos Polias Cubo Linha-Agricola-1681150912Документ57 страницMademil Pesos Polias Cubo Linha-Agricola-1681150912Edson Pires FernandesОценок пока нет
- Catálogo Atualizado MGM Maio 2022Документ70 страницCatálogo Atualizado MGM Maio 2022José LuanОценок пока нет
- Ensaio MasculinoДокумент56 страницEnsaio MasculinoRodrigo FelipeОценок пока нет
- Ottobock Do Brasil Tec. Ortopedica Ltda: Folha 1/1Документ1 страницаOttobock Do Brasil Tec. Ortopedica Ltda: Folha 1/1Paulo RafaelОценок пока нет
- Precificação A Partir Da Contabilidade GerencialДокумент36 страницPrecificação A Partir Da Contabilidade GerencialMaicon OliveiraОценок пока нет
- Administração Da ProduçãoДокумент92 страницыAdministração Da Produçãosnrumble2017Оценок пока нет
- Custos Industrial Aula 03Документ19 страницCustos Industrial Aula 03KARLLAОценок пока нет