Вам также может понравиться
- Engine Control Module (ECM)Документ4 страницыEngine Control Module (ECM)SuckmytickОценок пока нет
- Nissan - SR - Engine TypeДокумент9 страницNissan - SR - Engine TypeSuckmytick0% (1)
- Section+8A-4 PartsДокумент8 страницSection+8A-4 PartsSuckmytickОценок пока нет
- US Chamm8997Документ46 страницUS Chamm8997SuckmytickОценок пока нет
- HINO US Chap03Документ113 страницHINO US Chap03Andres GomezОценок пока нет
- Chery Arrizo 7 SQRE4G16+EMISSION+CONTROL+SYSTEMДокумент16 страницChery Arrizo 7 SQRE4G16+EMISSION+CONTROL+SYSTEMSuckmytickОценок пока нет
- Chery A19 SQR477F+EMISSION+CONTROL+SYSTEMДокумент14 страницChery A19 SQR477F+EMISSION+CONTROL+SYSTEMSuckmytickОценок пока нет
- Section 8A-6Документ3 страницыSection 8A-6SuckmytickОценок пока нет
- ReadMe GVДокумент10 страницReadMe GVLuiz Roberto Tomasi RibeiroОценок пока нет
- Bookcover12 PDFДокумент1 страницаBookcover12 PDFSuckmytickОценок пока нет
- SM 24Документ15 страницSM 24SuckmytickОценок пока нет
- Guy in FindДокумент1 страницаGuy in FindSuckmytickОценок пока нет
- Terminals of Ecm: DiagnosticsДокумент6 страницTerminals of Ecm: DiagnosticsSuckmytickОценок пока нет
- List To Man PDFДокумент1 страницаList To Man PDFSuckmytickОценок пока нет
- 6G72 TimingДокумент1 страница6G72 TimingSuckmytick100% (1)
- Guy in FindДокумент1 страницаGuy in FindSuckmytickОценок пока нет
- Guy in Find PDFДокумент1 страницаGuy in Find PDFSuckmytickОценок пока нет
- Operating Instruction: Acrobat Reader Screen Display How To Read Manual DataДокумент10 страницOperating Instruction: Acrobat Reader Screen Display How To Read Manual DataSuckmytickОценок пока нет
- Hr12de - IpdmДокумент1 страницаHr12de - IpdmSuckmytickОценок пока нет
- RW415 / RW416 / RW420: Service Manual Supplementary Service ManualДокумент1 страницаRW415 / RW416 / RW420: Service Manual Supplementary Service ManualSuckmytickОценок пока нет
- BAW Diagnostics List (Note:For Reference Only) : Menu Connector FunctionsДокумент3 страницыBAW Diagnostics List (Note:For Reference Only) : Menu Connector FunctionsSuckmytickОценок пока нет
- Timing MechanicalДокумент66 страницTiming MechanicalSuckmytickОценок пока нет
- 6G74 GDI TimingДокумент1 страница6G74 GDI TimingSuckmytickОценок пока нет
- 4G6 GDI Timing MechanicalДокумент38 страниц4G6 GDI Timing MechanicalSuckmytickОценок пока нет
- HowtoFind PDFДокумент7 страницHowtoFind PDFSuckmytickОценок пока нет
- Sy 419Документ240 страницSy 419Suckmytick0% (1)
- Wiring Diagram Manual Manuel Des Schemas de Cablage Handbuch Für Verkabelung Manual de Diagrama de Conexiones Bedradingsschema-HandboekДокумент1 страницаWiring Diagram Manual Manuel Des Schemas de Cablage Handbuch Für Verkabelung Manual de Diagrama de Conexiones Bedradingsschema-HandboekSuckmytickОценок пока нет
- Hr12de - BCMДокумент1 страницаHr12de - BCMSuckmytickОценок пока нет
- Manual List PDFДокумент3 страницыManual List PDFSuckmytickОценок пока нет
- TopДокумент140 страницTopSuckmytickОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- CGT15 Vs Yamaha PARTS LIST PDFДокумент12 страницCGT15 Vs Yamaha PARTS LIST PDFGreisy Rosado de RosasОценок пока нет
- K-Suite 1.89Документ3 страницыK-Suite 1.89Fabio JuniorОценок пока нет
- Compresores Modelo 231, 2340, 2545Документ27 страницCompresores Modelo 231, 2340, 2545Cristian RodríguezОценок пока нет
- Expansion Chamber Design According To BlairДокумент6 страницExpansion Chamber Design According To BlairAaron LuoОценок пока нет
- Calibracion Serie 60 DetroitДокумент15 страницCalibracion Serie 60 DetroitCe Bayona100% (31)
- Mercury2 8cyl GP Output Priority LayoutДокумент2 страницыMercury2 8cyl GP Output Priority LayoutHonda Civic Wonder IndonesiaОценок пока нет
- Air Inlet and Exhaust System C27Документ6 страницAir Inlet and Exhaust System C27insano008Оценок пока нет
- Aixam Despiece RecambiosДокумент338 страницAixam Despiece RecambiosjaumegusОценок пока нет
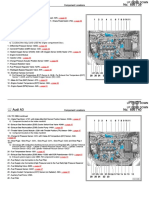
- 2.0+TDI+component+locationsДокумент18 страниц2.0+TDI+component+locationsalmir karahodzicОценок пока нет
- ICM200 Series Ignition Control Module: InstallationДокумент13 страницICM200 Series Ignition Control Module: InstallationHernan RiveraОценок пока нет
- I C EngineДокумент1 страницаI C EnginesivakumarОценок пока нет
- Izumi PistonДокумент3 страницыIzumi Pistonrojasautoparts24Оценок пока нет
- Diesel Generator Sets: Output RatingsДокумент2 страницыDiesel Generator Sets: Output Ratingsargie gayasОценок пока нет
- Dokumen - Tips - Same Laser 90 100 110 130 150 170 Repair Manual TractorДокумент28 страницDokumen - Tips - Same Laser 90 100 110 130 150 170 Repair Manual TractorDiogo A D AgostinhoОценок пока нет
- Testing and Adjusting: Troubleshooting Problem ListДокумент101 страницаTesting and Adjusting: Troubleshooting Problem ListJose DarioОценок пока нет
- Diesel System Purge - EN 2Документ2 страницыDiesel System Purge - EN 2komunalno preduzeceОценок пока нет
- Cooling System Troubleshooting: PurposeДокумент15 страницCooling System Troubleshooting: Purposedmc constructionОценок пока нет
- 04 WEICHAI Marine PowerДокумент17 страниц04 WEICHAI Marine Powerteknisijarummas1Оценок пока нет
- Dy23 2, Dy27 2, Ep5754aДокумент30 страницDy23 2, Dy27 2, Ep5754anijosoОценок пока нет
- TC 10 19 PDFДокумент159 страницTC 10 19 PDFamare addisОценок пока нет
- 1) MOTORE EURO 3 - en SAMEДокумент72 страницы1) MOTORE EURO 3 - en SAMERadek Babuszkiewicz100% (1)
- M400 M600 M800 M880 Manual A5Документ101 страницаM400 M600 M800 M880 Manual A5Hoff ZhangОценок пока нет
- ANITS PPT On GREEN ENGINEДокумент13 страницANITS PPT On GREEN ENGINESampath KumarОценок пока нет
- Hydra Rig HR 5100 Coiled Tubing Injector Data SheetДокумент2 страницыHydra Rig HR 5100 Coiled Tubing Injector Data SheetPastor VelasquezОценок пока нет
- Xpulse200t Manual de PartesДокумент92 страницыXpulse200t Manual de PartesAthiq Nehman100% (2)
- Course Book Theory NewДокумент37 страницCourse Book Theory NewseemapdiОценок пока нет
- Automobile Self StarterДокумент2 страницыAutomobile Self StarterawadheshwetaОценок пока нет
- Cus 312 EДокумент2 страницыCus 312 ECocoi SolisОценок пока нет
- Terminals of Ecm: For M/TДокумент4 страницыTerminals of Ecm: For M/TTdco SonicoОценок пока нет
- Price List - FPДокумент1 страницаPrice List - FPIbrahim AwadОценок пока нет