Вам также может понравиться
- ADM-PROYECTOSДокумент9 страницADM-PROYECTOSNinaLoveroОценок пока нет
- Ejercicios Planes de MuestreoДокумент10 страницEjercicios Planes de MuestreoNinaLoveroОценок пока нет
- 31.-Modelo de Escrito Solicitando Corrección Por Error Material en Nombre Del Investigado en Delito de Violencia y Resistencia A La AutoridadДокумент1 страница31.-Modelo de Escrito Solicitando Corrección Por Error Material en Nombre Del Investigado en Delito de Violencia y Resistencia A La AutoridadBrinsley Alonso Mayorga Gamboa100% (2)
- Modellistica Integrata Bikini Lezzi PUBLICACIONДокумент27 страницModellistica Integrata Bikini Lezzi PUBLICACIONDeybby Luna LaredoОценок пока нет
- Com Tarea1Документ21 страницаCom Tarea1mac_ejbs100% (1)
- Práctica Estados FianancierosДокумент7 страницPráctica Estados FianancierosNinaLoveroОценок пока нет
- METODOSFIN OdtДокумент4 страницыMETODOSFIN OdtNinaLoveroОценок пока нет
- Cuestionario de Neumática Unidad 1Документ3 страницыCuestionario de Neumática Unidad 1NinaLoveroОценок пока нет
- Ejercicios Primera Ley Sistema CerradoДокумент4 страницыEjercicios Primera Ley Sistema CerradoNinaLoveroОценок пока нет
- Expo DensidadДокумент12 страницExpo DensidadNinaLoveroОценок пока нет
- Industria ExtractivaДокумент8 страницIndustria ExtractivaNinaLoveroОценок пока нет
- CuestionarioДокумент4 страницыCuestionarioNinaLoveroОценок пока нет
- Unidad 1 EnsayoДокумент2 страницыUnidad 1 EnsayoNinaLoveroОценок пока нет
- CalidadДокумент9 страницCalidadNinaLoveroОценок пока нет
- Ingenieria de MetodosДокумент4 страницыIngenieria de MetodosNinaLoveroОценок пока нет
- Practica de Examen AutodidactaДокумент4 страницыPractica de Examen AutodidactaNinaLoveroОценок пока нет
- Revestimiento de RodioДокумент7 страницRevestimiento de RodioNinaLoveroОценок пока нет
- Cerámicos PreguntasДокумент2 страницыCerámicos PreguntasNinaLoveroОценок пока нет
- Conceptos de Metrología 2Документ46 страницConceptos de Metrología 2Rene Richard Limachi CondoriОценок пока нет
- Valor Esy Anti Valor EsДокумент1 страницаValor Esy Anti Valor EsNinaLoveroОценок пока нет
- CV Percy MarrerosДокумент34 страницыCV Percy MarrerosSofiaОценок пока нет
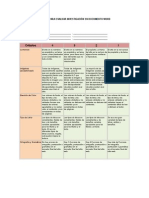
- Rubrica para Evaluar Investigacin en WordДокумент1 страницаRubrica para Evaluar Investigacin en Wordapi-257093331Оценок пока нет
- CesareaДокумент4 страницыCesareaChristina WilliamsОценок пока нет
- Control Dee Gestion Petrolera ExamenДокумент5 страницControl Dee Gestion Petrolera ExamenCLEMAR PINEDAОценок пока нет
- Tarea 1 Jorge JuarezДокумент8 страницTarea 1 Jorge Juarezjorge juarezОценок пока нет
- Hoja de SeguridadДокумент4 страницыHoja de Seguridadwilmer carrionОценок пока нет
- Formato de La Documentacion - SIGNIAДокумент4 страницыFormato de La Documentacion - SIGNIAKAREN PATROCINIO FLORESОценок пока нет
- Aerodinamica FCD 1Документ6 страницAerodinamica FCD 1Rolando RivasОценок пока нет
- JavaScript FundamentosДокумент70 страницJavaScript FundamentosEdgar Mollo FloresОценок пока нет
- INFORME 3 - Grupo 3Документ8 страницINFORME 3 - Grupo 3Sandra HumalaОценок пока нет
- Serpentinas: mineral y yacimientosДокумент13 страницSerpentinas: mineral y yacimientos943164795Оценок пока нет
- Copia de Proyecto Formato Compatibilidad Estatal Chihuahua NivelesДокумент2 страницыCopia de Proyecto Formato Compatibilidad Estatal Chihuahua NivelesGabriela ChaviraОценок пока нет
- Cotización Mundo InmobiliarioДокумент1 страницаCotización Mundo Inmobiliarioyobani canastujОценок пока нет
- Vasos ComunicantesДокумент8 страницVasos ComunicantesGato con botasОценок пока нет
- Picaduras y MordedurasДокумент9 страницPicaduras y MordedurasRaulito Rey Yucra CcoaОценок пока нет
- Atestado Cholo Arturo 1Документ21 страницаAtestado Cholo Arturo 1Jhon VAoОценок пока нет
- TiendaAbarrotesSurteFamiliasДокумент1 страницаTiendaAbarrotesSurteFamiliasangelesОценок пока нет
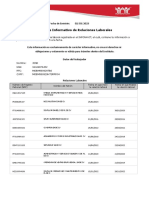
- Reporte laboral con 10 relaciones laboralesДокумент2 страницыReporte laboral con 10 relaciones laboralesJosé Maria BrownОценок пока нет
- Reglamento Nacional de Edificaciones aprueba índice con normas técnicas para construccionesДокумент2 страницыReglamento Nacional de Edificaciones aprueba índice con normas técnicas para construccionesJanquiОценок пока нет
- 134 Regreso Al MonolitoДокумент18 страниц134 Regreso Al MonolitoTamoil PanceОценок пока нет
- ANTIPARASITARIASДокумент2 страницыANTIPARASITARIASdogoОценок пока нет
- El Mundo Era Tan Reciente, Que Muchas Cosas Carecían de Nombre, y para Mencionarlas Había Que Señarlarlas Con El Dedo.-Cien Años de Soledad de Gabriel García Marquez.Документ2 страницыEl Mundo Era Tan Reciente, Que Muchas Cosas Carecían de Nombre, y para Mencionarlas Había Que Señarlarlas Con El Dedo.-Cien Años de Soledad de Gabriel García Marquez.Ross GallegosОценок пока нет
- Los Sueños ..Документ17 страницLos Sueños ..manuel hidalgo herreraОценок пока нет
- Rubrica PPA evaluación proyecto participativo aula 20 puntosДокумент3 страницыRubrica PPA evaluación proyecto participativo aula 20 puntosJulian Valdez ValdezОценок пока нет
- ¿Cuántos Géneros Musicales Existen Tipos de Música. Estilos MusicalesДокумент40 страниц¿Cuántos Géneros Musicales Existen Tipos de Música. Estilos MusicalesEnrique Salazar AliagaОценок пока нет
- Matemáticas IДокумент285 страницMatemáticas Ielsupernino50% (6)
- Bases Cii-2021Документ4 страницыBases Cii-2021Emerson Salinas ZapataОценок пока нет