Вам также может понравиться
- NSA Alien MessageДокумент11 страницNSA Alien MessageInfo_scribd82% (11)
- A470 99 PDFДокумент6 страницA470 99 PDFJohano Araújo100% (1)
- Astm A434Документ3 страницыAstm A434Evandro Luis Gomes100% (1)
- Astm A321Документ2 страницыAstm A321clevercog0% (1)
- 1931 The High Speed Internal Combustion Engine (Ricardo)Документ445 страниц1931 The High Speed Internal Combustion Engine (Ricardo)anhelo911Оценок пока нет
- ASTM F363 Gaskets Corrosion TestingДокумент3 страницыASTM F363 Gaskets Corrosion TestingDieguitoOmarMoralesОценок пока нет
- ASTM D6176-97 Measuring Surface Atmospheric Temperature With Electrical Resistance Temperature SensorsДокумент5 страницASTM D6176-97 Measuring Surface Atmospheric Temperature With Electrical Resistance Temperature SensorsFredi Cari CarreraОценок пока нет
- A506 00 PDFДокумент4 страницыA506 00 PDFJohano AraújoОценок пока нет
- C1058Документ3 страницыC1058dinhtung2210100% (1)
- Temperature Control of Mass Concrete For Dams Is 14591.1999Документ17 страницTemperature Control of Mass Concrete For Dams Is 14591.1999Phani Kanth VedulaОценок пока нет
- Astm A472Документ2 страницыAstm A472Vikash YadavОценок пока нет
- Industrial Applications of Infrared Thermography: How Infrared Analysis Can be Used to Improve Equipment InspectionОт EverandIndustrial Applications of Infrared Thermography: How Infrared Analysis Can be Used to Improve Equipment InspectionРейтинг: 4.5 из 5 звезд4.5/5 (3)
- E145 PDFДокумент2 страницыE145 PDFcenkunal100% (3)
- Norma AAR M101 Axle 2007Документ22 страницыNorma AAR M101 Axle 2007CarlosОценок пока нет
- Alcorcon PIPE Merged SolvedДокумент80 страницAlcorcon PIPE Merged SolvedBernalynMalinaoОценок пока нет
- Astm A991a991m-22Документ5 страницAstm A991a991m-22bdr85Оценок пока нет
- Archaeology Anthropology and Interstellar Communication TAGGEDДокумент330 страницArchaeology Anthropology and Interstellar Communication TAGGEDphphdОценок пока нет
- Astm A485Документ4 страницыAstm A485Vikash YadavОценок пока нет
- LANL Engineering Standards Manual PWHT ProcedureДокумент6 страницLANL Engineering Standards Manual PWHT ProcedurevictorbirlanОценок пока нет
- Aar M 101-2016 PDFДокумент20 страницAar M 101-2016 PDFigportales86% (7)
- Heat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsОт EverandHeat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsРейтинг: 4 из 5 звезд4/5 (6)
- ASTM D1525 - Standard Test Method For Vicat Softening Temperature of Plastics PDFДокумент9 страницASTM D1525 - Standard Test Method For Vicat Softening Temperature of Plastics PDFArnelОценок пока нет
- Guide to Designing Heat Transfer SystemsДокумент13 страницGuide to Designing Heat Transfer SystemsAnonymous QSfDsVxjZ100% (3)
- Advanced Temperature Measurement and Control, Second EditionОт EverandAdvanced Temperature Measurement and Control, Second EditionОценок пока нет
- Furnace Calibration ProcedureДокумент4 страницыFurnace Calibration ProcedureDipak TiwariОценок пока нет
- BS 476 Fire Tests On Building Materials and Structures: Presented byДокумент33 страницыBS 476 Fire Tests On Building Materials and Structures: Presented byaryasusu100% (1)
- Thermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesОт EverandThermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesРейтинг: 3.5 из 5 звезд3.5/5 (3)
- E2251Документ18 страницE2251jrlr65Оценок пока нет
- Standard Specification For Heat Stability of Steam Turbine ShaftsДокумент3 страницыStandard Specification For Heat Stability of Steam Turbine ShaftsMboriko MwashaОценок пока нет
- Carbon Steel and Low-Alloy Steel Pressure-Vessel-Component Forgings With Mandatory Toughness RequirementsДокумент4 страницыCarbon Steel and Low-Alloy Steel Pressure-Vessel-Component Forgings With Mandatory Toughness RequirementsStanley HallОценок пока нет
- Astm A765Документ5 страницAstm A765Mostafa HalawaОценок пока нет
- A 991Документ4 страницыA 991José Ramón GutierrezОценок пока нет
- A 522 - A 522m - 95b r01 Qtuymi05nujsmdeДокумент4 страницыA 522 - A 522m - 95b r01 Qtuymi05nujsmdeLUISALBERTO06011985Оценок пока нет
- A1014Документ3 страницыA1014malika_00Оценок пока нет
- Astm A21 1999Документ10 страницAstm A21 1999Nguyễn Duy BiênОценок пока нет
- Acero SA 723 Grade2class3Документ4 страницыAcero SA 723 Grade2class3magierezОценок пока нет
- A434 00 PDFДокумент3 страницыA434 00 PDFJohano Araújo100% (1)
- A 965Документ7 страницA 965Gustavo SuarezОценок пока нет
- Astm C 16Документ5 страницAstm C 16Professor Dr. Nabeel Al-Bayati-Consultant Engineer100% (1)
- Procedure For TemperingДокумент2 страницыProcedure For TemperingraghbirОценок пока нет
- Sa 266Документ5 страницSa 266Alejo ZabalaОценок пока нет
- Asme Sa 105 2013 CBCДокумент9 страницAsme Sa 105 2013 CBCAço SalgueiroОценок пока нет
- C583.9186 - Modulus of Rupture of Refractory Materials at Elevated TemperaturesДокумент4 страницыC583.9186 - Modulus of Rupture of Refractory Materials at Elevated TemperaturesJulio Cesar de MoraesОценок пока нет
- Age-Hardening Alloy Steel Forgings For Pressure Vessel ComponentsДокумент4 страницыAge-Hardening Alloy Steel Forgings For Pressure Vessel ComponentsGustavo SuarezОценок пока нет
- Loss On Heating of Oil and Asphaltic Compounds: Standard Test Method ForДокумент3 страницыLoss On Heating of Oil and Asphaltic Compounds: Standard Test Method ForRed FolderОценок пока нет
- A 723 - A 723M - 94 R99 - Qtcymy05nfi5oqДокумент4 страницыA 723 - A 723M - 94 R99 - Qtcymy05nfi5oqZam DresОценок пока нет
- Asme Section II A Sa-266 Sa-266mДокумент6 страницAsme Section II A Sa-266 Sa-266mAnonymous GhPzn1xОценок пока нет
- C 356 - 87 R97 - Qzm1ni1sruqДокумент5 страницC 356 - 87 R97 - Qzm1ni1sruqElvis Lionel FLORES ROCAОценок пока нет
- C1064C1064MДокумент3 страницыC1064C1064Mmanil_5Оценок пока нет
- Asme Section II A-2 Sa-592 Sa-592mДокумент4 страницыAsme Section II A-2 Sa-592 Sa-592mAnonymous GhPzn1xОценок пока нет
- High-Temperature Cobalt Alloy SpecificationДокумент7 страницHigh-Temperature Cobalt Alloy SpecificationAdrian FinichiuОценок пока нет
- D20-03 (2014) Standard Test Method For Distillation of Road TarsДокумент5 страницD20-03 (2014) Standard Test Method For Distillation of Road TarsVag KatsikopoulosОценок пока нет
- Loss On Heating of Oil and Asphaltic Compounds: Standard Test Method ForДокумент3 страницыLoss On Heating of Oil and Asphaltic Compounds: Standard Test Method ForMohammad YaseenОценок пока нет
- D938Документ2 страницыD938rpajaro75Оценок пока нет
- ASTM D 623 - 99 Rubber Property-Heat Generation and Flexing Fatigue in CompressionДокумент7 страницASTM D 623 - 99 Rubber Property-Heat Generation and Flexing Fatigue in Compressionalin2005Оценок пока нет
- EA Guidelines On The Calibration of Temperature Block CalibratorsДокумент14 страницEA Guidelines On The Calibration of Temperature Block CalibratorsSriniramu SriniramuОценок пока нет
- D 648 - 00 - Rdy0oc1sruqДокумент15 страницD 648 - 00 - Rdy0oc1sruqvongoctu2016Оценок пока нет
- C 411 - 97 QZQXMQДокумент4 страницыC 411 - 97 QZQXMQRicardoОценок пока нет
- Seamless and Welded Carbon and Alloy-Steel Tubes For Low-Temperature ServiceДокумент6 страницSeamless and Welded Carbon and Alloy-Steel Tubes For Low-Temperature ServiceAlphaEcc EngineeringTeamОценок пока нет
- INSPECCIÓNДокумент4 страницыINSPECCIÓNEnd LabОценок пока нет
- Load Testing Refractory Brick at High Temperatures: Standard Test Method ForДокумент5 страницLoad Testing Refractory Brick at High Temperatures: Standard Test Method Forjodapero13Оценок пока нет
- ASTM D 243 - 97 Residue of Specified PenetrationДокумент3 страницыASTM D 243 - 97 Residue of Specified Penetrationalin2005Оценок пока нет
- A-485 - 94Документ4 страницыA-485 - 94José Ramón GutierrezОценок пока нет
- C726Документ3 страницыC726dinhtung2210Оценок пока нет
- Deflection Temperature of Plastics Under Flexural Load in The Edgewise PositionДокумент12 страницDeflection Temperature of Plastics Under Flexural Load in The Edgewise Positionvongoctu2016Оценок пока нет
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitОт EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitОценок пока нет
- A511 96 PDFДокумент7 страницA511 96 PDFJohano AraújoОценок пока нет
- A510 00 PDFДокумент7 страницA510 00 PDFJohano AraújoОценок пока нет
- A515a-515m 01 PDFДокумент3 страницыA515a-515m 01 PDFJohano AraújoОценок пока нет
- A507 00 PDFДокумент3 страницыA507 00 PDFJohano AraújoОценок пока нет
- A521 96 PDFДокумент9 страницA521 96 PDFJohano AraújoОценок пока нет
- Sepheryetzirahenglish PDFДокумент6 страницSepheryetzirahenglish PDFJohano AraújoОценок пока нет
- Astm A 519Документ12 страницAstm A 519ShojikuriakoseTОценок пока нет
- A510m 00 PDFДокумент6 страницA510m 00 PDFJohano AraújoОценок пока нет
- A508Документ8 страницA508doshi78Оценок пока нет
- A512 96 PDFДокумент6 страницA512 96 PDFJohano AraújoОценок пока нет
- A499 97 PDFДокумент4 страницыA499 97 PDFJohano AraújoОценок пока нет
- A 499 - 89 R02 Qtq5oqДокумент4 страницыA 499 - 89 R02 Qtq5oqHassan FekiОценок пока нет
- A500 99 PDFДокумент5 страницA500 99 PDFJohano AraújoОценок пока нет
- A498 98 PDFДокумент2 страницыA498 98 PDFJohano AraújoОценок пока нет
- A501 99 PDFДокумент6 страницA501 99 PDFJohano AraújoОценок пока нет
- A496 97 PDFДокумент5 страницA496 97 PDFJohano Araújo100% (1)
- A488a 488M 01 PDFДокумент18 страницA488a 488M 01 PDFJohano AraújoОценок пока нет
- A493 00 PDFДокумент3 страницыA493 00 PDFJohano AraújoОценок пока нет
- A213a213m 01 PDFДокумент9 страницA213a213m 01 PDFJohano AraújoОценок пока нет
- A478 97 PDFДокумент2 страницыA478 97 PDFJohano AraújoОценок пока нет
- A494A 494M 03a PDFДокумент7 страницA494A 494M 03a PDFJohano AraújoОценок пока нет
- A485 00 PDFДокумент4 страницыA485 00 PDFJohano AraújoОценок пока нет
- A434 00 PDFДокумент3 страницыA434 00 PDFJohano Araújo100% (1)
- A492 00 PDFДокумент2 страницыA492 00 PDFJohano AraújoОценок пока нет
- A473 99 PDFДокумент5 страницA473 99 PDFJohano Araújo100% (1)
- A471 99 PDFДокумент5 страницA471 99 PDFJohano AraújoОценок пока нет
- Syltherm 800Документ2 страницыSyltherm 800idmОценок пока нет
- Modelling and Control of Extruder Barrel Temperature Field: Slavomír Lipár, Pavol Noga, Gabriel HulkóДокумент6 страницModelling and Control of Extruder Barrel Temperature Field: Slavomír Lipár, Pavol Noga, Gabriel HulkórahulОценок пока нет
- Exp 4 GroupДокумент14 страницExp 4 GroupAlexis Joshua LaceОценок пока нет
- MSBTETE Thermal Engineering Model Answer KeyДокумент15 страницMSBTETE Thermal Engineering Model Answer KeyMohit D MoreОценок пока нет
- TF-10 Therminol ADX-10Документ8 страницTF-10 Therminol ADX-10vaboc48647Оценок пока нет
- Optimal Heat Exchanger Network Synthesis Including Heat Transfer Equipment DesignДокумент22 страницыOptimal Heat Exchanger Network Synthesis Including Heat Transfer Equipment DesignSilvio PeluffoОценок пока нет
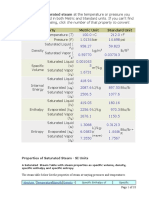
- Property Metric Unit Standard Unit: Properties of Saturated Steam - SI UnitsДокумент18 страницProperty Metric Unit Standard Unit: Properties of Saturated Steam - SI UnitsGaapchuОценок пока нет
- Learner Guide For Cambridge o Level Physics 5054 PDFДокумент50 страницLearner Guide For Cambridge o Level Physics 5054 PDFAhmed TahirОценок пока нет
- RRB JE Syllabus OfficialДокумент10 страницRRB JE Syllabus OfficialSt.josephs MatricОценок пока нет
- Removing The Mystery of Entropy and Termodynamics 32636 - 1 PDFДокумент17 страницRemoving The Mystery of Entropy and Termodynamics 32636 - 1 PDFRocio Milagros Farfan SilvaОценок пока нет
- MEP 4th Ed 2019 Worked Sols Chap 23Документ12 страницMEP 4th Ed 2019 Worked Sols Chap 23Kenneth JameroОценок пока нет
- Tipler More Chapter 8 1-Defining Temperature and EntropyДокумент2 страницыTipler More Chapter 8 1-Defining Temperature and EntropyElcan DiogenesОценок пока нет
- CHENNAI INSTITUTE OF TECHNOLOGY 2021 UNIT I BASIC CONCEPTS AND FIRST LAWДокумент11 страницCHENNAI INSTITUTE OF TECHNOLOGY 2021 UNIT I BASIC CONCEPTS AND FIRST LAWKEERTHIVASAN R MechОценок пока нет
- Condensation in Drop and Film FormДокумент5 страницCondensation in Drop and Film FormAshish VermaОценок пока нет
- ENVIRONMENTAL SCIENCE REPORTДокумент16 страницENVIRONMENTAL SCIENCE REPORT薇神Оценок пока нет
- Piston V C and P C Combined Vapor Mixture PDFДокумент10 страницPiston V C and P C Combined Vapor Mixture PDFKONDRU SIVAKUMARОценок пока нет
- CH126P Lec 6Документ26 страницCH126P Lec 6kumiristineОценок пока нет
- Slides - Plug Flow Reactor (2018)Документ36 страницSlides - Plug Flow Reactor (2018)Meireza Ajeng Pratiwi100% (1)
- Stirling CycleДокумент23 страницыStirling CycleRishi KulkarniОценок пока нет
- Helix AngleДокумент5 страницHelix AnglenaveenОценок пока нет
- 10 1 1 622 1646 PDFДокумент118 страниц10 1 1 622 1646 PDFjose mariaОценок пока нет
- Problem Set in Exergy Brayton and RefДокумент15 страницProblem Set in Exergy Brayton and RefCheng PasionОценок пока нет
- Air Conditioning 1Документ16 страницAir Conditioning 1seid negashОценок пока нет
- Unit 5 Physics IgcseДокумент55 страницUnit 5 Physics IgcseAhmed Elmoghazy100% (1)
- Unsteady Heat Transfer in SolidsДокумент8 страницUnsteady Heat Transfer in SolidsStefan XerriОценок пока нет