Вам также может понравиться
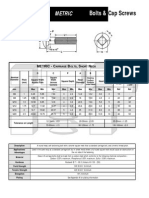
- Metric Hex Bolts ISO 4014Документ2 страницыMetric Hex Bolts ISO 4014sroenschОценок пока нет
- Material SpecificationДокумент50 страницMaterial SpecificationSangyt Karna0% (2)
- Userguide For SSДокумент26 страницUserguide For SSehsan4uОценок пока нет
- Steel UserguideДокумент50 страницSteel UserguideBhanu Pratap ChoudhuryОценок пока нет
- CDA110 Specifaction SheetДокумент5 страницCDA110 Specifaction SheetGendakensОценок пока нет
- Welded Pipes - API 5L Grade X65 PSL 2Документ2 страницыWelded Pipes - API 5L Grade X65 PSL 2Minh TrungОценок пока нет
- Metric Carriage ShortneckДокумент1 страницаMetric Carriage ShortneckStefan StereaОценок пока нет
- Plate Asme Sa516 Grade 70Документ10 страницPlate Asme Sa516 Grade 70Deaz AmbrsОценок пока нет
- Astm A269Документ5 страницAstm A269Jose M-hОценок пока нет
- ASTM A178 Welded Steel Pipes PDFДокумент7 страницASTM A178 Welded Steel Pipes PDFHardyson ChenОценок пока нет
- Standards R M Salem - UserguideДокумент49 страницStandards R M Salem - Userguidearunas1081Оценок пока нет
- Hollow Bar Ovako 280Документ3 страницыHollow Bar Ovako 280fernandojОценок пока нет
- Sites Process Steelcastings Pages MaterialsДокумент9 страницSites Process Steelcastings Pages Materialschand_yelОценок пока нет
- Critical PipingДокумент7 страницCritical PipingFRAN0026Оценок пока нет
- ASTM A514 GR B Data Sheet 2012 04 01 PDFДокумент2 страницыASTM A514 GR B Data Sheet 2012 04 01 PDFMarco BacianОценок пока нет
- H13 Steel - 1.2344 - Skd61 - X40Crmov5-1 Hot Work Tool SteelДокумент3 страницыH13 Steel - 1.2344 - Skd61 - X40Crmov5-1 Hot Work Tool Steelbhanu.kiranОценок пока нет
- Carbon and Low-Alloy SteelsДокумент46 страницCarbon and Low-Alloy SteelsSuphi YükselОценок пока нет
- Elgacore DWA 55EДокумент2 страницыElgacore DWA 55Ecfyjdyu_684672809Оценок пока нет
- BOLTs - Metric Hex Cap Bolt Class 8.8 and 10.9Документ3 страницыBOLTs - Metric Hex Cap Bolt Class 8.8 and 10.9fea.structureengineerОценок пока нет
- Cutting Edge BrochureДокумент2 страницыCutting Edge BrochureKen SmithОценок пока нет
- Gandhi TubesДокумент6 страницGandhi TubesmukeshkumarjОценок пока нет
- AISI 1035 Steel, Cold Drawn, High Temperature, Stress Relieved, 16-22 MM (0.625-0.875 In) RoundДокумент2 страницыAISI 1035 Steel, Cold Drawn, High Temperature, Stress Relieved, 16-22 MM (0.625-0.875 In) RoundJakJhonОценок пока нет
- Public Media PDF PDF BALLДокумент64 страницыPublic Media PDF PDF BALLCarlos LópezОценок пока нет
- A 447Документ27 страницA 447superman3kОценок пока нет
- Avesta MA 253Документ2 страницыAvesta MA 253Alif Nur FirdausОценок пока нет
- AISI 4140 - 42Cr4Mo2Документ2 страницыAISI 4140 - 42Cr4Mo2rajbir_singh75% (4)
- Din 17175 Seamless Steel TubesДокумент9 страницDin 17175 Seamless Steel TubesAmir hossain Hassan zadeОценок пока нет
- Astm ApiДокумент35 страницAstm ApiVinay Kumar SharmaОценок пока нет
- Technical Catalogue: Pipes Tubes Fittings FlangesДокумент121 страницаTechnical Catalogue: Pipes Tubes Fittings FlangesDANIELVENZUELAAОценок пока нет
- Astm A514 GR SДокумент9 страницAstm A514 GR SMario GaytanОценок пока нет
- Roll PinsДокумент8 страницRoll Pinshemanth337Оценок пока нет
- ASTM A572 Tensile RequirementsДокумент1 страницаASTM A572 Tensile RequirementsDave MulvihillОценок пока нет
- RPG Cable GlandsДокумент6 страницRPG Cable GlandsAhamed AshithОценок пока нет
- SpringДокумент4 страницыSpringarun123123Оценок пока нет
- Material Properties and Chemical CompositionДокумент20 страницMaterial Properties and Chemical CompositionMani Maran89% (9)
- BS 970Документ5 страницBS 970aezeadОценок пока нет
- Machine Screw ThreadsДокумент2 страницыMachine Screw ThreadsMoaed KanbarОценок пока нет
- CapScrewA325 A490Документ2 страницыCapScrewA325 A490sergiosilvahОценок пока нет
- Plate Boiler A516 Grade 70 Datasheet PDF Beyond-SteelДокумент2 страницыPlate Boiler A516 Grade 70 Datasheet PDF Beyond-SteelMugiyonoОценок пока нет
- Tubular Products From Special MetalsДокумент26 страницTubular Products From Special Metalskaveh-bahiraeeОценок пока нет
- Principal of DPTДокумент5 страницPrincipal of DPTJhandu KumarОценок пока нет
- Zamak 5Документ1 страницаZamak 5san moedanoОценок пока нет
- BD e 2013Документ32 страницыBD e 2013Vijay KumarОценок пока нет
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonОт EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonОценок пока нет
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonОт EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonОценок пока нет
- Weld Like a Pro: Beginning to Advanced TechniquesОт EverandWeld Like a Pro: Beginning to Advanced TechniquesРейтинг: 4.5 из 5 звезд4.5/5 (6)
- Boiler Making for Boiler Makers - A Practical Treatise on Work in the ShopОт EverandBoiler Making for Boiler Makers - A Practical Treatise on Work in the ShopРейтинг: 4.5 из 5 звезд4.5/5 (2)
- All-in-One Manual of Industrial Piping Practice and MaintenanceОт EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceРейтинг: 5 из 5 звезд5/5 (1)
- Linotype Manual: Giving Detailed Instructions of the Proper Adjustment and Care of the LinotypeОт EverandLinotype Manual: Giving Detailed Instructions of the Proper Adjustment and Care of the LinotypeОценок пока нет
- How to prepare Welding Procedures for Oil & Gas PipelinesОт EverandHow to prepare Welding Procedures for Oil & Gas PipelinesРейтинг: 5 из 5 звезд5/5 (1)
- The Art of Welding: Practical Information and Useful Exercises for Oxyacetylene and Electric Arc WeldingОт EverandThe Art of Welding: Practical Information and Useful Exercises for Oxyacetylene and Electric Arc WeldingОценок пока нет
- Metal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryОт EverandMetal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryОценок пока нет
- Welding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesОт EverandWelding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesОценок пока нет
- Pipeline and Energy Plant Piping: Design and TechnologyОт EverandPipeline and Energy Plant Piping: Design and TechnologyРейтинг: 5 из 5 звезд5/5 (2)
- Farm and Workshop Welding: Everything You Need to Know to Weld, Cut, and Shape MetalОт EverandFarm and Workshop Welding: Everything You Need to Know to Weld, Cut, and Shape MetalРейтинг: 4.5 из 5 звезд4.5/5 (3)
- A Quick Guide to API 653 Certified Storage Tank Inspector Syllabus: Example Questions and Worked AnswersОт EverandA Quick Guide to API 653 Certified Storage Tank Inspector Syllabus: Example Questions and Worked AnswersРейтинг: 3.5 из 5 звезд3.5/5 (19)
- RSP TDC For SAIL WR400 Plates-FinalДокумент1 страницаRSP TDC For SAIL WR400 Plates-FinalRAMAKRISHNAN R100% (1)
- The Big Sick 2017 HDRip XviD AC3-EVOДокумент1 страницаThe Big Sick 2017 HDRip XviD AC3-EVORAMAKRISHNAN RОценок пока нет
- Gulabgard and Killar Pangi From J&K 1. Jammu 2. Kistawar 3. Gulabgard From Himachal Pradesh 1. Kullu Manali 2. Killar PangiДокумент1 страницаGulabgard and Killar Pangi From J&K 1. Jammu 2. Kistawar 3. Gulabgard From Himachal Pradesh 1. Kullu Manali 2. Killar PangiRAMAKRISHNAN RОценок пока нет
- The - Mummy.2017.hdrip - Xvid.ac3 EvoДокумент1 страницаThe - Mummy.2017.hdrip - Xvid.ac3 EvoRAMAKRISHNAN RОценок пока нет
- The - hitmans.bodyguard.2017.HDRip - xvid.AC3 EVOДокумент1 страницаThe - hitmans.bodyguard.2017.HDRip - xvid.AC3 EVORAMAKRISHNAN RОценок пока нет
- Macro Etch Report (Format)Документ1 страницаMacro Etch Report (Format)RAMAKRISHNAN RОценок пока нет
- Joint Inspection Report FormatДокумент2 страницыJoint Inspection Report FormatRAMAKRISHNAN RОценок пока нет
- Transformers The Last Knight.2017.HC - Hdrip.xvid - AC3-EVOДокумент1 страницаTransformers The Last Knight.2017.HC - Hdrip.xvid - AC3-EVORAMAKRISHNAN RОценок пока нет
- DIN 17100 ST 60-2 Steel Plate/sheetДокумент1 страницаDIN 17100 ST 60-2 Steel Plate/sheetRAMAKRISHNAN R100% (1)
- Moving Installation Location On Non Rooted Android 5 Lollipop DeviceДокумент1 страницаMoving Installation Location On Non Rooted Android 5 Lollipop DeviceRAMAKRISHNAN RОценок пока нет
- 50 CrMo4Документ4 страницы50 CrMo4RAMAKRISHNAN RОценок пока нет
- L1 Course Introl1Документ15 страницL1 Course Introl1gopalbarathiОценок пока нет
- Strength of MaterialsДокумент17 страницStrength of MaterialskalpanaОценок пока нет
- Ohms LawДокумент59 страницOhms Lawsami ud dinОценок пока нет
- ME3122E - Tutorial Solution 3Документ8 страницME3122E - Tutorial Solution 3LinShaodun100% (3)
- Chemlab Report1Документ9 страницChemlab Report1sagarchawla100% (2)
- Chapter 5 - Introduction To Axially Loaded Compression MembersДокумент62 страницыChapter 5 - Introduction To Axially Loaded Compression MembersKhaled KhafagyОценок пока нет
- CuiДокумент6 страницCuiأحمد صبحىОценок пока нет
- 9 SteelДокумент14 страниц9 SteelSteven KuaОценок пока нет
- MCQs Suface Tension & Interficial TensionДокумент15 страницMCQs Suface Tension & Interficial Tensionmukul sidhque100% (1)
- Inspection of CastingsДокумент3 страницыInspection of Castingsowned95100% (1)
- Cse T Scds Kolonne enДокумент16 страницCse T Scds Kolonne enDeborah S. FructuosoОценок пока нет
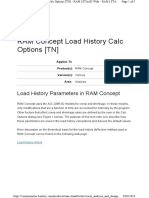
- Load History Analysis and AS3600Документ5 страницLoad History Analysis and AS3600Mark HickeyОценок пока нет
- D7264 D7264M - 07 Flexural Properties of Polymer Matrix Composite MaterialsДокумент11 страницD7264 D7264M - 07 Flexural Properties of Polymer Matrix Composite MaterialsNicole Mcdonald67% (3)
- Cutting HardoxДокумент20 страницCutting HardoxapОценок пока нет
- Minor LossesДокумент8 страницMinor LossesshieferОценок пока нет
- PHD Thesis - Synthesis and Characterization of New MultiferroicsДокумент126 страницPHD Thesis - Synthesis and Characterization of New MultiferroicsFreudensteinitz100% (1)
- 4 Thick Cylinders AsgnДокумент5 страниц4 Thick Cylinders AsgnHILMAN NAZRIОценок пока нет
- Precast Concrete Wall Panel With Banana Fiber and Coconut Coir As AdmixturesДокумент77 страницPrecast Concrete Wall Panel With Banana Fiber and Coconut Coir As Admixturesic80% (5)
- Plasticity PresentationДокумент52 страницыPlasticity PresentationriganОценок пока нет
- Analysis of Compressible Flow in FUNDAMENTALS OF FLUID MECHANICSДокумент210 страницAnalysis of Compressible Flow in FUNDAMENTALS OF FLUID MECHANICSAjay kumar100% (1)
- MSC Materials Science Nanotechnology Syllabus MSU BarodaДокумент12 страницMSC Materials Science Nanotechnology Syllabus MSU BarodaSoumalyaBhowmikОценок пока нет
- Geo5 OutputДокумент23 страницыGeo5 Outputعصام السامرائيОценок пока нет
- MET22A - ETG125C-Unit1 - 2-MT - Qeustion-File C MemoДокумент10 страницMET22A - ETG125C-Unit1 - 2-MT - Qeustion-File C MemoTinyiko ChaukeОценок пока нет
- Advances and Processes in Precision Glass Polishing Technique1Документ12 страницAdvances and Processes in Precision Glass Polishing Technique1madangkОценок пока нет
- APT Catalogo 2023.6 - WMДокумент62 страницыAPT Catalogo 2023.6 - WMJoel GuerreroОценок пока нет
- GB 50052-2009Документ23 страницыGB 50052-2009IRELECОценок пока нет
- Tafmer A: PE Modification, Blown FilmДокумент3 страницыTafmer A: PE Modification, Blown FilmMark SternОценок пока нет
- Thermodynamics MHT CET Synopsis PDFДокумент5 страницThermodynamics MHT CET Synopsis PDFAbhishek Mandlik100% (3)
- Biot Theory (Almost) For Dummies-Patzek - Oral PDFДокумент32 страницыBiot Theory (Almost) For Dummies-Patzek - Oral PDFNima DaneshОценок пока нет
- N40SH Grade Neodymium Magnets DataДокумент1 страницаN40SH Grade Neodymium Magnets DataSteve HsuОценок пока нет