Вам также может понравиться
- Monitoring and Analysis of Machine VibrationДокумент6 страницMonitoring and Analysis of Machine VibrationAvinashОценок пока нет
- Vibration-based Condition Monitoring: Industrial, Aerospace and Automotive ApplicationsОт EverandVibration-based Condition Monitoring: Industrial, Aerospace and Automotive ApplicationsОценок пока нет
- Va Cat III - Velosi A4Документ4 страницыVa Cat III - Velosi A4shahbaz akramОценок пока нет
- Acoustic Emission InspectionДокумент7 страницAcoustic Emission InspectionAntonio PerezОценок пока нет
- CMRP Exam Study ResourcesДокумент2 страницыCMRP Exam Study Resourcesabdulrahman elsaiedОценок пока нет
- P178Документ9 страницP178keepmoshingОценок пока нет
- Basic Understanding of Machinery VibrationДокумент47 страницBasic Understanding of Machinery Vibrationramnadh803181Оценок пока нет
- Hot Isotactic Processing (Hip) : Mehmet Can HATİBOĞLUДокумент18 страницHot Isotactic Processing (Hip) : Mehmet Can HATİBOĞLUthesecretgardenscatОценок пока нет
- Welding Is AДокумент15 страницWelding Is Avijayans_1Оценок пока нет
- 2012 Certification Handbook-Fina - 030612l1Документ28 страниц2012 Certification Handbook-Fina - 030612l1knsvel2000Оценок пока нет
- SDT Lubrication ULTRASONIDO INGLES PDFДокумент14 страницSDT Lubrication ULTRASONIDO INGLES PDFALONSO SOLÍSОценок пока нет
- iLearnVibration SubjectsДокумент10 страницiLearnVibration SubjectsalcaboneОценок пока нет
- G6600Документ13 страницG6600fazzlie100% (1)
- Iso 17359-2011Документ34 страницыIso 17359-2011Diego Pérez AlarcónОценок пока нет
- SENT Summary Report TG 500 Run Down 25th JUNE 2010Документ35 страницSENT Summary Report TG 500 Run Down 25th JUNE 2010jarotОценок пока нет
- ARP E Reliability Engineer CourseДокумент4 страницыARP E Reliability Engineer CourseLyonelОценок пока нет
- Successful Solution: To The Challenge ofДокумент2 страницыSuccessful Solution: To The Challenge ofKenny RuizОценок пока нет
- MisalignmentДокумент7 страницMisalignmentantok09Оценок пока нет
- Basic Vibration CourseДокумент24 страницыBasic Vibration Coursewijaya1234Оценок пока нет
- Signal Processing Dan Analisis Vibrasi: Januari 2021Документ19 страницSignal Processing Dan Analisis Vibrasi: Januari 2021Fifth AnalistОценок пока нет
- New Cardrige Design - BRXsealДокумент15 страницNew Cardrige Design - BRXsealobumuyaemesi100% (1)
- Rolling Element Bearings Vibration AnalysisДокумент10 страницRolling Element Bearings Vibration AnalysisSiva Kulanji100% (1)
- FRF VibrationДокумент29 страницFRF VibrationTheerayootОценок пока нет
- Vibration Monitoring and Analysis QuestionsДокумент5 страницVibration Monitoring and Analysis QuestionsEssay WritingОценок пока нет
- Mse-610 (2014) (NDT)Документ361 страницаMse-610 (2014) (NDT)Muhammad AwaisОценок пока нет
- NuggetsДокумент202 страницыNuggetsfazzlieОценок пока нет
- CBM of Rotating EquipmentДокумент16 страницCBM of Rotating Equipmentadityanarang147Оценок пока нет
- Tutorial Diagnostics Randall PDFДокумент84 страницыTutorial Diagnostics Randall PDFkfathi55Оценок пока нет
- Maintenance Planning and Scheduling PPT 2Документ9 страницMaintenance Planning and Scheduling PPT 2Sunday Paul100% (1)
- Condition-Based Lubrication Using Ultrasonic Technology PDFДокумент4 страницыCondition-Based Lubrication Using Ultrasonic Technology PDFperdid0Оценок пока нет
- Advanced Troubleshooting of Rotating EquipmentДокумент3 страницыAdvanced Troubleshooting of Rotating EquipmentJose Luis RattiaОценок пока нет
- Lecture 03 - Vibration Analysis (Profiles & Spectrums)Документ81 страницаLecture 03 - Vibration Analysis (Profiles & Spectrums)Faisal ArslanОценок пока нет
- HRST Boiler Biz - Volume 15 Issue 1 - 2014Документ8 страницHRST Boiler Biz - Volume 15 Issue 1 - 2014IlkuОценок пока нет
- Certified Maintenance & Reliability Technician CMRT Candidate Guide For Certification and Re-CertificationДокумент3 страницыCertified Maintenance & Reliability Technician CMRT Candidate Guide For Certification and Re-Certificationlinbaba123Оценок пока нет
- EDOC-Transformer Diagnostics and Condition AssessmentДокумент16 страницEDOC-Transformer Diagnostics and Condition AssessmentEl Comedor Benedict100% (1)
- Gearbox Vibration - Fact or FictionДокумент9 страницGearbox Vibration - Fact or Fictioneko bagus sunaryoОценок пока нет
- Course Outline - Vibration Analyst (Category 1)Документ5 страницCourse Outline - Vibration Analyst (Category 1)Abdul Rahman0% (1)
- Fundamentals of VibrationДокумент99 страницFundamentals of Vibrationjide.atolagbe3737Оценок пока нет
- Asme B73-1 PDFДокумент52 страницыAsme B73-1 PDFJoan Camilo PovedaОценок пока нет
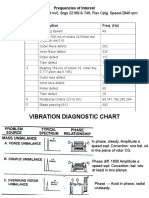
- Vibration Diagnostic Chart1Документ16 страницVibration Diagnostic Chart1Anand KumarОценок пока нет
- NATCOM Alignment TrainingДокумент133 страницыNATCOM Alignment TrainingMohamed M. AfifiОценок пока нет
- Vibration Signature of Defected Gear Tooth Using Spectral AnalysisДокумент8 страницVibration Signature of Defected Gear Tooth Using Spectral AnalysisHURRYSTARОценок пока нет
- CMRPДокумент31 страницаCMRPSachin100% (1)
- Advanced Vibration Exam MCQ 2Документ4 страницыAdvanced Vibration Exam MCQ 2ayushОценок пока нет
- Basic Training Program On Vibration AnalysisДокумент24 страницыBasic Training Program On Vibration AnalysisMohamed Al-OdatОценок пока нет
- GF300 GF320 Datasheet USДокумент2 страницыGF300 GF320 Datasheet USingdimitriospino_110Оценок пока нет
- Centrifugal Pump Failures During First Year OperationДокумент53 страницыCentrifugal Pump Failures During First Year OperationChristian SantillanОценок пока нет
- Vibration AnalysisДокумент4 страницыVibration Analysisrishan33100% (1)
- Fatigue Failure AnalysisДокумент27 страницFatigue Failure AnalysisAdityaKumarMaharana100% (1)
- Creating An Effective Plant Lubrication ProgramДокумент6 страницCreating An Effective Plant Lubrication Programocto widodo100% (1)
- API Standards For Mechanical Rotating Machinery: September 2020Документ4 страницыAPI Standards For Mechanical Rotating Machinery: September 2020khabiranОценок пока нет
- ISO Category II (Analysis I)Документ5 страницISO Category II (Analysis I)nspcl o&eОценок пока нет
- Using PeakVue Plus Technology For Detecting Anti Friction Bearing FaultsДокумент11 страницUsing PeakVue Plus Technology For Detecting Anti Friction Bearing Faultseko bagus sunaryo100% (1)
- An Application of Ultrasound Technology in Condition Monitoring-Rev.1-WebДокумент16 страницAn Application of Ultrasound Technology in Condition Monitoring-Rev.1-WebChristopher BrownОценок пока нет
- Optical Gas Imaging For The Chemical Industry: SafetyДокумент2 страницыOptical Gas Imaging For The Chemical Industry: SafetyAnonymous Wu6FDjbОценок пока нет
- Istm - 4 Reliability Culture by Yusif J. Halawani Reliability Dept. RCA SpecialistДокумент14 страницIstm - 4 Reliability Culture by Yusif J. Halawani Reliability Dept. RCA SpecialistYusif HalawaniОценок пока нет
- Tutorial1 Problem Set PDFДокумент1 страницаTutorial1 Problem Set PDFMazin AbdallaОценок пока нет
- Tutorial Problem Set - 3 PDFДокумент3 страницыTutorial Problem Set - 3 PDFMazin AbdallaОценок пока нет
- Tutorial Problem Set - 11 PDFДокумент2 страницыTutorial Problem Set - 11 PDFMazin AbdallaОценок пока нет
- Tutorial Problem Set - 9 PDFДокумент3 страницыTutorial Problem Set - 9 PDFMazin AbdallaОценок пока нет
- Solution For Tutorial Problem Set - 11 PDFДокумент12 страницSolution For Tutorial Problem Set - 11 PDFMazin Abdalla100% (1)
- Tutorial Problem Set - 5 PDFДокумент2 страницыTutorial Problem Set - 5 PDFMazin AbdallaОценок пока нет
- Tutorial Problem Set - 2 PDFДокумент4 страницыTutorial Problem Set - 2 PDFMazin AbdallaОценок пока нет
- Solution For Tutorial Problem Set - 9 PDFДокумент18 страницSolution For Tutorial Problem Set - 9 PDFMazin AbdallaОценок пока нет
- Summary Exercises-L1 PDFДокумент5 страницSummary Exercises-L1 PDFMazin AbdallaОценок пока нет
- Solution For Summary Exercises-L1Документ6 страницSolution For Summary Exercises-L1Mazin AbdallaОценок пока нет
- Solution For Tutorial Problem Set - 5 PDFДокумент12 страницSolution For Tutorial Problem Set - 5 PDFMazin AbdallaОценок пока нет
- Solution For Tutorial Problem Set - 3 PDFДокумент8 страницSolution For Tutorial Problem Set - 3 PDFMazin AbdallaОценок пока нет
- Solution For Tutorial Problem Set - 2 PDFДокумент8 страницSolution For Tutorial Problem Set - 2 PDFMazin AbdallaОценок пока нет
- Summary Exercise-L1 Fundamentals of Vibration: Student ID: . Tutorial GroupДокумент5 страницSummary Exercise-L1 Fundamentals of Vibration: Student ID: . Tutorial GroupMazin AbdallaОценок пока нет
- ICT NotesДокумент36 страницICT NotesMazin Abdalla78% (9)
- Unit 8: Frequency-Domain Analysis of Control SystemДокумент12 страницUnit 8: Frequency-Domain Analysis of Control SystemMazin AbdallaОценок пока нет
- Sample Pure PaperДокумент28 страницSample Pure PapersaОценок пока нет
- Fatigue Crack Growth Analysis of A FilletДокумент7 страницFatigue Crack Growth Analysis of A FilletPhilip IannaОценок пока нет
- Vectors 05 Notes PDFДокумент21 страницаVectors 05 Notes PDFADSaksoulОценок пока нет
- Transformasi Dalam MatematikДокумент39 страницTransformasi Dalam MatematikMas Izwatu Solehah MiswanОценок пока нет
- Charged Particle Simulation: CST Studio SuiteДокумент2 страницыCharged Particle Simulation: CST Studio SuiteАлександр СавченкоОценок пока нет
- Raksasa CVДокумент5 страницRaksasa CVLydia Febriana SimanjuntakОценок пока нет
- Gasket Selection GuideДокумент42 страницыGasket Selection GuideDGWОценок пока нет
- Hiten Parmar: Physics byДокумент5 страницHiten Parmar: Physics byKailas ArunОценок пока нет
- Kemira, Leonard Dan Bethel Acid FormicДокумент22 страницыKemira, Leonard Dan Bethel Acid FormicBen Yudha SatriaОценок пока нет
- Sajb 411952 969Документ18 страницSajb 411952 969samirОценок пока нет
- Control ValvesДокумент20 страницControl ValvesSakthivel PalaniОценок пока нет
- Regular Solution TheoryДокумент4 страницыRegular Solution TheoryLouie G NavaltaОценок пока нет
- Metering - Manual - Eastern - RegionДокумент65 страницMetering - Manual - Eastern - RegionAmit PathakОценок пока нет
- EE6501 Power System Analysis12Документ19 страницEE6501 Power System Analysis12NAENWI YAABARIОценок пока нет
- Twinning and PHENIX: Peter ZwartДокумент30 страницTwinning and PHENIX: Peter ZwartSarat chandra dashОценок пока нет
- FRAP 30mmДокумент97 страницFRAP 30mmSkeevekillerОценок пока нет
- T13mra001 Mra STR 103 SLD 010 Rev B Lifting AnalysisДокумент12 страницT13mra001 Mra STR 103 SLD 010 Rev B Lifting AnalysisTannaz HadizadeОценок пока нет
- Lab Report 7Документ39 страницLab Report 7Fatinnnnnn100% (2)
- Fludex Md10 1 Flender Standard Couplings en 0909Документ51 страницаFludex Md10 1 Flender Standard Couplings en 0909Diego SilvaОценок пока нет
- Data SheetДокумент5 страницData SheetMubashir HasanОценок пока нет
- ch5 PDFДокумент18 страницch5 PDFspoiled_childОценок пока нет
- Syllabus - ME 512 Airconditioning and Ventilation Systems - Not DetailedДокумент2 страницыSyllabus - ME 512 Airconditioning and Ventilation Systems - Not DetailedallovidОценок пока нет
- 1 - SetsДокумент2 страницы1 - SetsHerald MulanoОценок пока нет
- Keynote Simon MillsДокумент31 страницаKeynote Simon MillsfaisalОценок пока нет
- Thermalrock S Data Sheet - inДокумент2 страницыThermalrock S Data Sheet - inlac ngoОценок пока нет
- Heat Transfer ProДокумент7 страницHeat Transfer ProBorse RajОценок пока нет
- Design of Induction Coil of A Coreless Induction Furnace To Melt AluminumДокумент6 страницDesign of Induction Coil of A Coreless Induction Furnace To Melt AluminumKyawZawОценок пока нет
- Full Text of "Waterproofing EngineeringДокумент966 страницFull Text of "Waterproofing Engineeringmazharul43Оценок пока нет
- Chapter 1 Smith and Van NessДокумент41 страницаChapter 1 Smith and Van NessJohn Raymart RaferОценок пока нет
- Spur Gear DesignДокумент15 страницSpur Gear DesignMaharaja KanthasamyОценок пока нет