Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Project of Consumer BehaviourДокумент28 страницProject of Consumer BehaviourNaveed JuttОценок пока нет
- Cables and Skates - Improving The Weakest Links: Chris BabinДокумент16 страницCables and Skates - Improving The Weakest Links: Chris Babinmsm.ele2009Оценок пока нет
- Operational Information: A. Overview About PBL ToolsДокумент1 страницаOperational Information: A. Overview About PBL Toolsmsm.ele2009Оценок пока нет
- OMV Contingency Relief Well Planning PDFДокумент10 страницOMV Contingency Relief Well Planning PDFmsm.ele2009Оценок пока нет
- WWW Nioc IrДокумент6 страницWWW Nioc Irmsm.ele2009Оценок пока нет
- Keywords: South Pars Field, Dariyan Formation, Porosity and Water SaturationДокумент4 страницыKeywords: South Pars Field, Dariyan Formation, Porosity and Water Saturationmsm.ele2009Оценок пока нет
- Ies Dsa System (Dognut Sub Adapter) : DescriptionДокумент4 страницыIes Dsa System (Dognut Sub Adapter) : Descriptionmsm.ele2009Оценок пока нет
- 11 - In. Milled Tooth Bits Developed For Niche: High-Speed Turbine Applications in RussianДокумент4 страницы11 - In. Milled Tooth Bits Developed For Niche: High-Speed Turbine Applications in Russianmsm.ele2009Оценок пока нет
- Stressed Steel Liner Yields Stronger Casing Repairs: Petroleum EquipmentДокумент5 страницStressed Steel Liner Yields Stronger Casing Repairs: Petroleum Equipmentmsm.ele2009Оценок пока нет
- Calculate Bottles Required For Koomey UnitДокумент3 страницыCalculate Bottles Required For Koomey Unitmsm.ele2009Оценок пока нет
- Nonretrievable Rotating-Liner Drilling System Deployed SuccessfullyДокумент2 страницыNonretrievable Rotating-Liner Drilling System Deployed Successfullymsm.ele2009Оценок пока нет
- OTC 14313 Expandable Liner Hangers: Case HistoriesДокумент11 страницOTC 14313 Expandable Liner Hangers: Case Historiesmsm.ele2009Оценок пока нет
- SPE 36827 Drilling Liner Technology For Depleted ReservoirДокумент6 страницSPE 36827 Drilling Liner Technology For Depleted Reservoirmsm.ele2009Оценок пока нет
- M Otor S Pecifications: Bit To BendДокумент2 страницыM Otor S Pecifications: Bit To Bendmsm.ele2009Оценок пока нет
- Installation of Retrievable Liners: by D.O. Manley, Manley ConsultingДокумент6 страницInstallation of Retrievable Liners: by D.O. Manley, Manley Consultingmsm.ele2009Оценок пока нет
- Oil and Gas Wells Completion and Sand Control MethodДокумент4 страницыOil and Gas Wells Completion and Sand Control Methodmsm.ele2009Оценок пока нет
- Bits Increase ROP, Eliminate Trips: Gallery of New Drill Bit TechnologyДокумент2 страницыBits Increase ROP, Eliminate Trips: Gallery of New Drill Bit Technologymsm.ele2009Оценок пока нет
- 4 3/4" Motor Assembly Series 1 Power Section (5") 3.8 Stages 7/8 Lobe Weatherford (Std. Rubber)Документ1 страница4 3/4" Motor Assembly Series 1 Power Section (5") 3.8 Stages 7/8 Lobe Weatherford (Std. Rubber)msm.ele2009Оценок пока нет
- 04 Slide DrillingДокумент7 страниц04 Slide Drillingmsm.ele2009100% (1)
- Ensco Ds-10: General InformationДокумент1 страницаEnsco Ds-10: General Informationmsm.ele2009Оценок пока нет
- Joint Inversion of MWD and Wireline MeasurementsДокумент4 страницыJoint Inversion of MWD and Wireline Measurementsmsm.ele2009Оценок пока нет
- Slimline Single-Phase Reservoir SamplerДокумент2 страницыSlimline Single-Phase Reservoir Samplermsm.ele2009Оценок пока нет
- Performance Sheet Drill Pipe: Pipe Body: Tubular AssemblyДокумент1 страницаPerformance Sheet Drill Pipe: Pipe Body: Tubular Assemblymsm.ele2009Оценок пока нет
- Hyflo™ III Liner Packer With C-2™ Profile, Hyflo III Liner Packer With HR™ Profile, Hyflo™ III Liner Packer With RH™ ProfileДокумент5 страницHyflo™ III Liner Packer With C-2™ Profile, Hyflo III Liner Packer With HR™ Profile, Hyflo™ III Liner Packer With RH™ Profilemsm.ele2009Оценок пока нет
- Lucero Flores Resume 2Документ2 страницыLucero Flores Resume 2api-260292914Оценок пока нет
- Columbia County Property Transfers March 29-April 4Документ3 страницыColumbia County Property Transfers March 29-April 4augustapressОценок пока нет
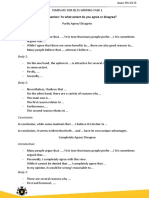
- Question: To What Extent Do You Agree or Disagree?Документ5 страницQuestion: To What Extent Do You Agree or Disagree?tien buiОценок пока нет
- Di MCB DB Pricelist01!07!2018Документ1 страницаDi MCB DB Pricelist01!07!2018saurabhjerps231221Оценок пока нет
- List of Approved Journals For Promoting Purposes at The University of JordanДокумент3 страницыList of Approved Journals For Promoting Purposes at The University of JordanZaid MarwanОценок пока нет
- Data Loss PreventionДокумент20 страницData Loss Preventiondeepak4315Оценок пока нет
- REID CatalogДокумент54 страницыREID Catalogzhaoye maoОценок пока нет
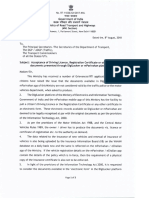
- Qrqs"1 Xl/Ijj1L Joi?Llt'Lll: Transport Bhawan, 1, Parliament Street New Delhi-110001Документ2 страницыQrqs"1 Xl/Ijj1L Joi?Llt'Lll: Transport Bhawan, 1, Parliament Street New Delhi-110001PrakashKommukuriОценок пока нет
- New Form 2550 M Monthly VAT Return P 1 2 1Документ3 страницыNew Form 2550 M Monthly VAT Return P 1 2 1The ApprenticeОценок пока нет
- Tamil Nadu Industrial Establishments (Conferment of Permanent Status To Workman Act, 1981Документ12 страницTamil Nadu Industrial Establishments (Conferment of Permanent Status To Workman Act, 1981Latest Laws TeamОценок пока нет
- Genesis and Development of The Network Arch Consept - NYДокумент15 страницGenesis and Development of The Network Arch Consept - NYVu Phi LongОценок пока нет
- SPD eRAN7.0 CSPC Feature Introduction-20140228-A-1.0Документ25 страницSPD eRAN7.0 CSPC Feature Introduction-20140228-A-1.0contact2vikasОценок пока нет
- (SPN) On J1939 Data LinkДокумент107 страниц(SPN) On J1939 Data LinkAM76Оценок пока нет
- ZX400LCH 5GДокумент16 страницZX400LCH 5Gusmanitp2Оценок пока нет
- The Truth About Customer ExperienceДокумент11 страницThe Truth About Customer Experienceaksr27Оценок пока нет
- Splunk Certification: Certification Exam Study GuideДокумент18 страницSplunk Certification: Certification Exam Study GuidesalemselvaОценок пока нет
- Allergies To Cross-Reactive Plant Proteins: Takeshi YagamiДокумент11 страницAllergies To Cross-Reactive Plant Proteins: Takeshi YagamisoylahijadeunvampiroОценок пока нет
- Pac All CAF Subject Referral Tests 1Документ46 страницPac All CAF Subject Referral Tests 1Shahid MahmudОценок пока нет
- Pepsico IncДокумент26 страницPepsico IncYKJ VLOGSОценок пока нет
- Nature Hill Middle School Wants To Raise Money For A NewДокумент1 страницаNature Hill Middle School Wants To Raise Money For A NewAmit PandeyОценок пока нет
- Projek Rekabentuk Walkwaybridge 2014 - 15Документ6 страницProjek Rekabentuk Walkwaybridge 2014 - 15HambaliОценок пока нет
- Odontogenic CystsДокумент5 страницOdontogenic CystsBH ASMRОценок пока нет
- La Naval Drug Co Vs CA G R No 103200Документ2 страницыLa Naval Drug Co Vs CA G R No 103200UE LawОценок пока нет
- FinTech RegTech and SupTech - What They Mean For Financial Supervision FINALДокумент19 страницFinTech RegTech and SupTech - What They Mean For Financial Supervision FINALirvandi syahputraОценок пока нет
- Title To The ProjectДокумент14 страницTitle To The ProjectJatinChadhaОценок пока нет
- Malinta - Malolos Via Mcarthur Hi-Way: Jeep Bus Time Schedule & Line MapДокумент6 страницMalinta - Malolos Via Mcarthur Hi-Way: Jeep Bus Time Schedule & Line MapMitchie CimorelliОценок пока нет
- How To Guide To Oauth and API SecurityДокумент12 страницHow To Guide To Oauth and API Securitysilviuleahu100% (1)
- Zambia MTEF 2015 - 2017 (Green Paper)Документ27 страницZambia MTEF 2015 - 2017 (Green Paper)Chola MukangaОценок пока нет
- Electrical NTPCДокумент24 страницыElectrical NTPCSenthil KumarОценок пока нет