Вам также может понравиться
- Office: Printout Sample - ASME WPSДокумент2 страницыOffice: Printout Sample - ASME WPSDanem HalasОценок пока нет
- WPS AMC-0195 Rev 01Документ3 страницыWPS AMC-0195 Rev 01umer.shariff87Оценок пока нет
- Asme VДокумент1 страницаAsme VMohd AnsariОценок пока нет
- Tips Wps FormatДокумент5 страницTips Wps FormatWaqas WaqasОценок пока нет
- Neral Policy - Qualified Welding Procedure Specifications (QWPS) PROCESSPIPING PDFДокумент26 страницNeral Policy - Qualified Welding Procedure Specifications (QWPS) PROCESSPIPING PDFcarlosОценок пока нет
- Design of Offshore Steel Structures, General (LRFD Method) : Offshore Standard DNV-OS-C101Документ49 страницDesign of Offshore Steel Structures, General (LRFD Method) : Offshore Standard DNV-OS-C101sanwang12345Оценок пока нет
- Chemical CompositionДокумент1 страницаChemical CompositionfrusdtОценок пока нет
- Repair Procedure For Carbon Steel: Rev No: 00 Date Rev: 17 Dec 2008 Page No: 1 of 6Документ6 страницRepair Procedure For Carbon Steel: Rev No: 00 Date Rev: 17 Dec 2008 Page No: 1 of 6mohd as shahiddin jafriОценок пока нет
- TopCoreBelco 101 FCДокумент9 страницTopCoreBelco 101 FCCesar ArellanoОценок пока нет
- A2V2D5 - Condition 17 - Field Joining Program - Appendix B3 - Welding Procedure Specifications - BPP-11-WP5Документ5 страницA2V2D5 - Condition 17 - Field Joining Program - Appendix B3 - Welding Procedure Specifications - BPP-11-WP5ochableОценок пока нет
- GTL WPSДокумент6 страницGTL WPSYoucef ChorfaОценок пока нет
- P91 MaterialДокумент15 страницP91 MaterialelrajilОценок пока нет
- Wps Mig PDF FreeДокумент3 страницыWps Mig PDF Freehanz bermejoОценок пока нет
- Electrode Consumption On Pipe WeldingДокумент2 страницыElectrode Consumption On Pipe Weldinganjangandak2932100% (1)
- FDA and 1935 2004 DoC General Food Contact Regulations BU HFH Rev 008Документ15 страницFDA and 1935 2004 DoC General Food Contact Regulations BU HFH Rev 008Gisela ViskaОценок пока нет
- WPS MCC 001 PDFДокумент1 страницаWPS MCC 001 PDFNuwan RanaweeraОценок пока нет
- DVS 2207-3Документ12 страницDVS 2207-3gura9054Оценок пока нет
- ITP For Piping SystemsДокумент6 страницITP For Piping SystemsGia Minh Tieu TuОценок пока нет
- Welding Procedure Specification For GTAWДокумент9 страницWelding Procedure Specification For GTAWraja reyhanОценок пока нет
- Circularity Inspection Report: Shell Course (LW) CW CWДокумент14 страницCircularity Inspection Report: Shell Course (LW) CW CWaszlizaОценок пока нет
- N0200003 - NEW-F201-0 - Inspection & Test PlanДокумент3 страницыN0200003 - NEW-F201-0 - Inspection & Test PlanAfiq RamliОценок пока нет
- QCF312 WPQRДокумент2 страницыQCF312 WPQRminhnnОценок пока нет
- QAP For PQR'S - For Impact TestingДокумент3 страницыQAP For PQR'S - For Impact TestingDries VandezandeОценок пока нет
- Mil-P-24503 Ic4Документ5 страницMil-P-24503 Ic4Russell Simano100% (1)
- 2037-PL-PL-0058-IR-T-015 Dated 17.12.19-IRN IR PDFДокумент22 страницы2037-PL-PL-0058-IR-T-015 Dated 17.12.19-IRN IR PDFDadaso Baburao JamdarОценок пока нет
- Wps PQR Spec IndexДокумент1 страницаWps PQR Spec IndexTridib DeyОценок пока нет
- KBR Inspection Test Plan For Anchor Bolts: Level 1 Level 2 Level 3Документ4 страницыKBR Inspection Test Plan For Anchor Bolts: Level 1 Level 2 Level 3kamlОценок пока нет
- Butt JointsДокумент21 страницаButt JointsRaj1-23Оценок пока нет
- NDT of PipingДокумент1 страницаNDT of PipingVu Tung LinhОценок пока нет
- Utoc Preliminary Wps Shell Project 270807 PDFДокумент55 страницUtoc Preliminary Wps Shell Project 270807 PDFErick HoganОценок пока нет
- INS T 004, Tol - OvalityДокумент4 страницыINS T 004, Tol - OvalityDeepakОценок пока нет
- Steel Wedge Gate Valves (Flanged and Butt-Welding Ends) For The Petroleum, Petrochemical and Allied IndustriesДокумент28 страницSteel Wedge Gate Valves (Flanged and Butt-Welding Ends) For The Petroleum, Petrochemical and Allied IndustriesImed BenОценок пока нет
- Welding Procedure Specification For GTAW & GMAWДокумент4 страницыWelding Procedure Specification For GTAW & GMAWanh thoОценок пока нет
- Welding Procedure Specification (WPS) : in The Outer TubeДокумент1 страницаWelding Procedure Specification (WPS) : in The Outer TubeMohamed AlkhawagaОценок пока нет
- Itp Electrical SwitchgearДокумент4 страницыItp Electrical SwitchgearpertmasterОценок пока нет
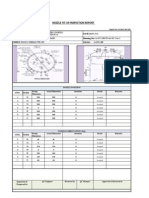
- Nozzle Fit-Up Inspection Report: Inspected & Prepared byДокумент9 страницNozzle Fit-Up Inspection Report: Inspected & Prepared byDaison PaulОценок пока нет
- QAP For Conical StrainerДокумент2 страницыQAP For Conical StrainersatishchidrewarОценок пока нет
- Inspection Release Note (General) : Verification of Completion Yes No N/A CommentsДокумент2 страницыInspection Release Note (General) : Verification of Completion Yes No N/A CommentsjeswinОценок пока нет
- ASME 9 Multi Process Welding Procedures QW200Документ2 страницыASME 9 Multi Process Welding Procedures QW200Teodor EzaruОценок пока нет
- Welder Diameter Limitation ASME SEC IXДокумент1 страницаWelder Diameter Limitation ASME SEC IXkumarОценок пока нет
- WPS PQR-05Документ10 страницWPS PQR-05Ranjan KumarОценок пока нет
- QW-482 WPS FormatДокумент2 страницыQW-482 WPS FormatMardeOpamen100% (1)
- WPQ PDFДокумент0 страницWPQ PDFstanleyОценок пока нет
- Asme U Comparison QaДокумент21 страницаAsme U Comparison QajksankarОценок пока нет
- Welding Procedure Specification (WPS) : As Per Attached Joints Detail SheetДокумент1 страницаWelding Procedure Specification (WPS) : As Per Attached Joints Detail SheetMohammed JaveedОценок пока нет
- Class P6A6Документ24 страницыClass P6A6SalimОценок пока нет
- Sa 672Документ7 страницSa 672lalitaliОценок пока нет
- QW-451 Welding THK - June5Документ17 страницQW-451 Welding THK - June5Raj SОценок пока нет
- Installation of T1501 PIPE ProcedureДокумент6 страницInstallation of T1501 PIPE Procedure1339979Оценок пока нет
- Ug PipingДокумент1 страницаUg PipingVinoth KumarОценок пока нет
- Hardness Pro Form1Документ2 страницыHardness Pro Form1gst ajah100% (1)
- WPS-Shell To Tubesheet (CS-SS)Документ1 страницаWPS-Shell To Tubesheet (CS-SS)suria qaqcОценок пока нет
- Rererence - PIM-SC-2505-N - CS PIPING FABRICATIONДокумент14 страницRererence - PIM-SC-2505-N - CS PIPING FABRICATIONaslam.ambОценок пока нет
- ThyssenДокумент0 страницThyssenAbbas RizviОценок пока нет
- Asme WPS Demo PWHT PDFДокумент3 страницыAsme WPS Demo PWHT PDFGanesh rohitОценок пока нет
- Asme IX BQ Art 11Документ5 страницAsme IX BQ Art 11Maria Alexandra Lange LenzОценок пока нет
- WPS Asme IxДокумент4 страницыWPS Asme Ixjcarlosherrerac7100% (1)
- WPS 작성 (영)Документ24 страницыWPS 작성 (영)hunghoanglongОценок пока нет
- How to prepare Welding Procedures for Oil & Gas PipelinesОт EverandHow to prepare Welding Procedures for Oil & Gas PipelinesРейтинг: 5 из 5 звезд5/5 (1)
- Python Roadmap For 2022Документ9 страницPython Roadmap For 2022Sergiu LungОценок пока нет
- Critical Quality Attributes Critical Process ParametersДокумент40 страницCritical Quality Attributes Critical Process ParametersSergiu LungОценок пока нет
- En Iso 6507Документ11 страницEn Iso 6507Sergiu Lung100% (2)
- MOC GuidanceДокумент5 страницMOC GuidanceSergiu Lung100% (1)
- Acme ThreadsДокумент3 страницыAcme ThreadsUNIISCRIBDОценок пока нет
- Instruction Manual Fisher 4200 Electronic Position Transmitters en 124158Документ44 страницыInstruction Manual Fisher 4200 Electronic Position Transmitters en 124158Peter RhoadsОценок пока нет
- Husky Energy Exploration Drilling Project - Project Description SummaryДокумент38 страницHusky Energy Exploration Drilling Project - Project Description SummaryOmeruo EmekaОценок пока нет
- 006 Cluster BondingДокумент16 страниц006 Cluster Bondingmaaz aliОценок пока нет
- DowsingДокумент76 страницDowsingBacean Aurel IoanОценок пока нет
- ElectricityДокумент11 страницElectricityi919647Оценок пока нет
- Auma Sa 07.2-Sa 16.2....Документ56 страницAuma Sa 07.2-Sa 16.2....Q Llanos HenryОценок пока нет
- NIT Patna Department of Mechanical Engineering Subject-Turbo MachinesДокумент26 страницNIT Patna Department of Mechanical Engineering Subject-Turbo MachinesAjitKumarPandeyОценок пока нет
- Proposal 511 - SBU - Royal Haskoning - CompAir L90 Package - 2017Документ10 страницProposal 511 - SBU - Royal Haskoning - CompAir L90 Package - 2017Iskandar HasibuanОценок пока нет
- Lab 5 - Wireless Power Transfer PDFДокумент2 страницыLab 5 - Wireless Power Transfer PDFRuben CollinsОценок пока нет
- Basic Principal of Electrical CircuitryДокумент19 страницBasic Principal of Electrical CircuitryAreeba ParvezОценок пока нет
- Comparison Used in IeltsДокумент3 страницыComparison Used in IeltsDuyen HongОценок пока нет
- C848 88 (2016)Документ7 страницC848 88 (2016)werrteОценок пока нет
- Technical Capabilities PDI 2019 09Документ10 страницTechnical Capabilities PDI 2019 09carlosОценок пока нет
- Advance Electrical Machine LabДокумент2 страницыAdvance Electrical Machine LabKhan YousafzaiОценок пока нет
- Two-Stage Ball Milling of Recycled Machining Chips To Create An Alternative Feedstock Powder For Metal Additive ManufacturingДокумент40 страницTwo-Stage Ball Milling of Recycled Machining Chips To Create An Alternative Feedstock Powder For Metal Additive ManufacturingJazmínARОценок пока нет
- MARINE SURVEYS - D4 Sm. 6 - 2019Документ50 страницMARINE SURVEYS - D4 Sm. 6 - 2019Niki Veranda Agil PermadiОценок пока нет
- Stability Studies:: Pharmaceutical Product DevelopmentДокумент213 страницStability Studies:: Pharmaceutical Product DevelopmentSiva Kanth100% (1)
- Grade 7 LPДокумент5 страницGrade 7 LPMelfe John CerezoОценок пока нет
- 2016-04-01716 PT 1 ReportДокумент30 страниц2016-04-01716 PT 1 ReportdaudiОценок пока нет
- Victron Pylontech Up2500 Us2000 Us3000 Us2000c Us3000c Us5000 Us5000b Us5000c Pelio-L Up5000 Phantom-S Force-L1 l2Документ15 страницVictron Pylontech Up2500 Us2000 Us3000 Us2000c Us3000c Us5000 Us5000b Us5000c Pelio-L Up5000 Phantom-S Force-L1 l2Warren MorseОценок пока нет
- Riello Burner Handbook PDFДокумент169 страницRiello Burner Handbook PDFfsijest50% (2)
- Easygen 1000 SeriesДокумент4 страницыEasygen 1000 SeriesLahir Untuk MenangОценок пока нет
- 144S... - PCB Series: Signal Conditioned Precision Pressure TransducersДокумент4 страницы144S... - PCB Series: Signal Conditioned Precision Pressure TransducersAnish KumarОценок пока нет
- Sizing and Cost Estimation Methodology For Stand Alone Residential PV Power SystemДокумент20 страницSizing and Cost Estimation Methodology For Stand Alone Residential PV Power SystemvenvettyОценок пока нет
- Hs35a 2011Документ11 страницHs35a 2011Ross Mathew0% (1)
- In-Service Monitoring of Lubricating Oil For Auxiliary Power Plant EquipmentДокумент20 страницIn-Service Monitoring of Lubricating Oil For Auxiliary Power Plant Equipmentمحمد نصیریОценок пока нет
- Chemistry Project: Saturated Solutions: Measuring SolubilityДокумент8 страницChemistry Project: Saturated Solutions: Measuring SolubilityAbhay Kumar NayakОценок пока нет
- CM 01 PacemakerДокумент3 страницыCM 01 PacemakerJhonatan RodriguesОценок пока нет
- 1025936797Документ184 страницы1025936797Wilson AgudeloОценок пока нет
- Sirius Timer Relay ManualДокумент28 страницSirius Timer Relay ManualVinoth MahendranОценок пока нет