Вам также может понравиться
- Wps Pqrwelding SCSP COUPON Phpapp02Документ14 страницWps Pqrwelding SCSP COUPON Phpapp02Oladimeji TaiwoОценок пока нет
- Conference BrochureДокумент14 страницConference BrochureOladimeji TaiwoОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (894)
- 1 IntroductionДокумент9 страниц1 IntroductionOladimeji TaiwoОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Mandatory RequirementsДокумент1 страницаMandatory RequirementsOladimeji TaiwoОценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Audit Related ConcernsДокумент11 страницAudit Related ConcernsOladimeji TaiwoОценок пока нет
- Lime Manual PDFДокумент60 страницLime Manual PDFKenny RuizОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Diamension Check Listaa 2011Документ4 страницыDiamension Check Listaa 2011Oladimeji TaiwoОценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Drum 10d51 Nozzles DimДокумент1 страницаDrum 10d51 Nozzles DimOladimeji TaiwoОценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Customer Satisfaction MonitorДокумент1 страницаCustomer Satisfaction MonitorOladimeji TaiwoОценок пока нет
- Solar Point - WolabДокумент16 страницSolar Point - WolabOladimeji TaiwoОценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Schedule of Delivery 5000 Ltrs Double Skin TanksДокумент1 страницаSchedule of Delivery 5000 Ltrs Double Skin TanksOladimeji TaiwoОценок пока нет
- Welding Face Shield Jw001Документ2 страницыWelding Face Shield Jw001Oladimeji TaiwoОценок пока нет
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- BoQ External Networks DEG REV1bДокумент7 страницBoQ External Networks DEG REV1bOladimeji TaiwoОценок пока нет
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Benchmark ArticleДокумент38 страницBenchmark ArticleMd.Tarik ChowdhuryОценок пока нет
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- QA/QC Job Cards ChecklistДокумент2 страницыQA/QC Job Cards ChecklistOladimeji TaiwoОценок пока нет
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Nigerian Content WorkshopДокумент2 страницыNigerian Content WorkshopOladimeji TaiwoОценок пока нет
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- AutoEI Exco Minute 2016 JulyДокумент2 страницыAutoEI Exco Minute 2016 JulyOladimeji TaiwoОценок пока нет
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- Quotation For Ppe Quantum Risk - AremcoДокумент1 страницаQuotation For Ppe Quantum Risk - AremcoOladimeji TaiwoОценок пока нет
- AutoEI Exco Minute 2016 AprilДокумент2 страницыAutoEI Exco Minute 2016 AprilOladimeji TaiwoОценок пока нет
- AutoEI September 2015 Minutes of General MeetingДокумент3 страницыAutoEI September 2015 Minutes of General MeetingOladimeji TaiwoОценок пока нет
- Follow Up of Engine Oil ToppingДокумент1 страницаFollow Up of Engine Oil ToppingOladimeji TaiwoОценок пока нет
- CEL-200 Series: Full Compliance, Great Value Sound Level MetersДокумент2 страницыCEL-200 Series: Full Compliance, Great Value Sound Level MetersOladimeji TaiwoОценок пока нет
- MA UFM3030EEX e 72 0803Документ48 страницMA UFM3030EEX e 72 0803Oladimeji TaiwoОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
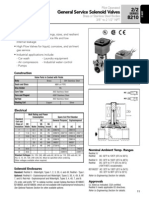
- General Service Solenoid Valves SpecificationsДокумент6 страницGeneral Service Solenoid Valves SpecificationsRicardo RodrigoОценок пока нет
- Cygnus Underwater Iss 7Документ4 страницыCygnus Underwater Iss 7Oladimeji TaiwoОценок пока нет
- NSE Kaduna Branch Nigerian Content Committee MinutesДокумент4 страницыNSE Kaduna Branch Nigerian Content Committee MinutesOladimeji TaiwoОценок пока нет
- NSE Kaduna Nigerian Content Committee Meeting MinutesДокумент3 страницыNSE Kaduna Nigerian Content Committee Meeting MinutesOladimeji TaiwoОценок пока нет
- Material Input For Steel Mould Extension: 1 PlatesДокумент1 страницаMaterial Input For Steel Mould Extension: 1 PlatesOladimeji TaiwoОценок пока нет
- Table of Contents For Strategic PlanДокумент1 страницаTable of Contents For Strategic PlanOladimeji TaiwoОценок пока нет
- Sabri Toyyab Resume Spring 2019Документ2 страницыSabri Toyyab Resume Spring 2019api-457400663Оценок пока нет
- BNI Vision April 2023 Roster BookДокумент16 страницBNI Vision April 2023 Roster BookTushar MohiteОценок пока нет
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- SchoolofLifeSciencesAdmissionOpen2021-2022Документ4 страницыSchoolofLifeSciencesAdmissionOpen2021-2022Amiruddin RafiudeenОценок пока нет
- Ordinary Portland Cement, 33 Grade - Specification: Indian StandardДокумент12 страницOrdinary Portland Cement, 33 Grade - Specification: Indian StandardAmbrishОценок пока нет
- Em 2 SupplyДокумент4 страницыEm 2 Supplykrishn murariОценок пока нет
- HTML5 Element Cheatsheet 2019Документ1 страницаHTML5 Element Cheatsheet 2019vVvОценок пока нет
- Mistika SGCДокумент17 страницMistika SGCflameadgОценок пока нет
- BUK9Y53-100B DatasheetДокумент12 страницBUK9Y53-100B Datasheetisomeso21Оценок пока нет
- EY Global Commercial Banking Survey 2014Документ28 страницEY Global Commercial Banking Survey 2014Share WimbyОценок пока нет
- Sparc t8 2 Ds 3864232 PDFДокумент6 страницSparc t8 2 Ds 3864232 PDFanhtuan29Оценок пока нет
- Occupant Manikin Introduction: 95th Percentile Male Driver ModelДокумент9 страницOccupant Manikin Introduction: 95th Percentile Male Driver ModelarstjunkОценок пока нет
- Nmo & DmoДокумент29 страницNmo & DmoJessica Julien100% (1)
- ResumeДокумент2 страницыResumekoduruabhinavОценок пока нет
- Corporate Bridge Internship ProposalДокумент5 страницCorporate Bridge Internship ProposalHBhatlaОценок пока нет
- Or & LPPДокумент14 страницOr & LPPAjay Kumar Sharma100% (1)
- Numeric To Numeric Encryption of Databases Using 3kDES AlgorithmДокумент5 страницNumeric To Numeric Encryption of Databases Using 3kDES AlgorithmSwathi VasudevanОценок пока нет
- SKFДокумент26 страницSKFRahul ParikhОценок пока нет
- wndw3 Print PDFДокумент520 страницwndw3 Print PDFbryanth9Оценок пока нет
- Co-Ordinated By: DR Parul Presented By: DR GurneetДокумент45 страницCo-Ordinated By: DR Parul Presented By: DR Gurneetreenujohney100% (2)
- Kurzweil MicropianoДокумент24 страницыKurzweil Micropianoestereo8Оценок пока нет
- Workman GTX: Utility VehicleДокумент36 страницWorkman GTX: Utility VehicleDaniel Carrillo BarriosОценок пока нет
- Service Manual Sony MHC-V5Документ122 страницыService Manual Sony MHC-V5Enya Andrea Ribba HernandezОценок пока нет
- F940wgot TWD Installation MДокумент8 страницF940wgot TWD Installation Mchaubinhkhang110686Оценок пока нет
- HDDTB 15 PDFДокумент4 страницыHDDTB 15 PDFdakidofdaboomОценок пока нет
- Nested Group PowerShellДокумент3 страницыNested Group PowerShellNeha SinghОценок пока нет
- QUICK GUIDE To Installing Oracle Database 11gR2 - PART1Документ7 страницQUICK GUIDE To Installing Oracle Database 11gR2 - PART1Peter AsanОценок пока нет
- Declarative KnowledgeДокумент2 страницыDeclarative KnowledgeEliiAfrОценок пока нет
- 6.unit I 2 MarksДокумент3 страницы6.unit I 2 MarksprasanthprpОценок пока нет
- Rfid Based Attendance SystemДокумент16 страницRfid Based Attendance Systemhim chauОценок пока нет
- VRMP Projects - #973 Hgu Reformer Insulation Monthly Completion Plan Project: Reformer Works - HGU-EPCC 6, HPCL, VIZAGДокумент1 страницаVRMP Projects - #973 Hgu Reformer Insulation Monthly Completion Plan Project: Reformer Works - HGU-EPCC 6, HPCL, VIZAGsusantaОценок пока нет
- Art of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionОт EverandArt of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionРейтинг: 3 из 5 звезд3/5 (1)
- Land Divided by Law: The Yakama Indian Nation as Environmental History, 1840-1933От EverandLand Divided by Law: The Yakama Indian Nation as Environmental History, 1840-1933Оценок пока нет
- The Rights of Nature: A Legal Revolution That Could Save the WorldОт EverandThe Rights of Nature: A Legal Revolution That Could Save the WorldРейтинг: 5 из 5 звезд5/5 (1)
- Environmental Education in Practice: Concepts and ApplicationsОт EverandEnvironmental Education in Practice: Concepts and ApplicationsОценок пока нет
- 3rd Grade Science: Life Sciences in Eco Systems | Textbook EditionОт Everand3rd Grade Science: Life Sciences in Eco Systems | Textbook EditionОценок пока нет