Вам также может понравиться
- Amelunxen, P, Bagdad Concentrator Process Control UpdateДокумент6 страницAmelunxen, P, Bagdad Concentrator Process Control UpdateGuadalupe EMОценок пока нет
- Optimisation of The Proeminent Hill Flotation CircuitДокумент14 страницOptimisation of The Proeminent Hill Flotation CircuitThiago JatobáОценок пока нет
- 01) Jameson Cell Fundamentals - A Revised PerspectiveДокумент11 страниц01) Jameson Cell Fundamentals - A Revised PerspectiveVictorОценок пока нет
- Scale Froth FlotationrevisedДокумент19 страницScale Froth FlotationrevisedTrần Phước TrungОценок пока нет
- Resolution Copper OperationPlanДокумент337 страницResolution Copper OperationPlanSeba ZamoraОценок пока нет
- Design Development of The Jameson Cell Complete PaperДокумент24 страницыDesign Development of The Jameson Cell Complete PaperVictorОценок пока нет
- Contact Cell Info - Gen PDFДокумент10 страницContact Cell Info - Gen PDFsnarf273Оценок пока нет
- Ballsim DirectДокумент58 страницBallsim DirectDiego GaliciaОценок пока нет
- HydroFloat Paper MinEng 2018Документ9 страницHydroFloat Paper MinEng 2018JD FCОценок пока нет
- Flotation Circuit Design Using A Geometallurgical ApproachДокумент10 страницFlotation Circuit Design Using A Geometallurgical ApproachNataniel LinaresОценок пока нет
- SAGSim OpenДокумент124 страницыSAGSim OpenpolsiemprealdoОценок пока нет
- 43-101 Technical Report Quimsacocha, February 2009Документ187 страниц43-101 Technical Report Quimsacocha, February 2009Marco Vinicio SotoОценок пока нет
- AQC GuidelineДокумент66 страницAQC GuidelineRegina EfraimОценок пока нет
- Ballsim ReverseДокумент62 страницыBallsim ReverseDiego GaliciaОценок пока нет
- Drag LawsДокумент10 страницDrag LawsRelining MineralsОценок пока нет
- Jameson Brochure PDFДокумент12 страницJameson Brochure PDFrey740Оценок пока нет
- Minerals Engineering: J. Yianatos, F. Contreras, P. Morales, F. Coddou, H. Elgueta, J. OrtízДокумент8 страницMinerals Engineering: J. Yianatos, F. Contreras, P. Morales, F. Coddou, H. Elgueta, J. OrtízCristian Eduardo Ortega MoragaОценок пока нет
- SAGSim RecycleДокумент157 страницSAGSim RecycleFederico Hirsch EspinozaОценок пока нет
- Automation in Mining, Mineral and Metal Processing: Proceedings of The 3Rd Ifac Symposium, Montreal, Canada 18-20 August 1980От EverandAutomation in Mining, Mineral and Metal Processing: Proceedings of The 3Rd Ifac Symposium, Montreal, Canada 18-20 August 1980J. O'SheaОценок пока нет
- Alternate Bond Work IndexДокумент5 страницAlternate Bond Work IndexMichael J. BaneОценок пока нет
- (Novin) Hydraulic Calculation in Piping Networks (2006)Документ34 страницы(Novin) Hydraulic Calculation in Piping Networks (2006)Yoko GoldingОценок пока нет
- Geochemical and Environmental Serv: Available Analytical ServicesДокумент2 страницыGeochemical and Environmental Serv: Available Analytical ServicesCarlos MaroveОценок пока нет
- Flotation MPP at FalconbridgeДокумент28 страницFlotation MPP at FalconbridgeSachas PerezОценок пока нет
- Exploration Ree 2012-43-101 PackДокумент184 страницыExploration Ree 2012-43-101 PackKartik ParmeshwaranОценок пока нет
- Contributions To An Improved Understanding of The Flotation ProcessДокумент70 страницContributions To An Improved Understanding of The Flotation Process4943900Оценок пока нет
- Kiuttu J, Ruuska J & Yliniemi L (2010) Advanced and Sustainable Beneficiation of Platinum Group Minerals (PGM) in Sulphide Poor Platinum (PGE) Deposits - BEPGE-project, Final Report. May 2010Документ27 страницKiuttu J, Ruuska J & Yliniemi L (2010) Advanced and Sustainable Beneficiation of Platinum Group Minerals (PGM) in Sulphide Poor Platinum (PGE) Deposits - BEPGE-project, Final Report. May 2010alinoriОценок пока нет
- Copper Lead Zinc OresДокумент1 страницаCopper Lead Zinc OresAnnie Black MussaОценок пока нет
- 2017 Optimization of Flotation Plant Performance Using Micro-Price AnalysisДокумент7 страниц2017 Optimization of Flotation Plant Performance Using Micro-Price AnalysisClaudiaCamilaRodriguezArroyoОценок пока нет
- Moly-Cop Tools: Mineral Slurry Characterization Extensive PropertiesДокумент2 страницыMoly-Cop Tools: Mineral Slurry Characterization Extensive PropertiesAnonymous TsKN7XZBОценок пока нет
- Amira: ARD Test HandbookДокумент42 страницыAmira: ARD Test Handbookqcmin2Оценок пока нет
- The Theoretical Partition Curve of The HydrocycloneДокумент6 страницThe Theoretical Partition Curve of The Hydrocyclonerez100% (1)
- USIM PAC 32 Starting GuideДокумент0 страницUSIM PAC 32 Starting GuideEdinson Klever Ponce Ramirez100% (1)
- Multistage Flowsheets Sabc1Документ189 страницMultistage Flowsheets Sabc1joseluisОценок пока нет
- Bayovar 12 NI 43 101 PDFДокумент133 страницыBayovar 12 NI 43 101 PDFGerardo Arquimedes Luis BenitesОценок пока нет
- Metsim Print 2018 PDFДокумент1 страницаMetsim Print 2018 PDFWalter Andrés OrqueraОценок пока нет
- 35 Alex Doll - Formato PRM16Документ24 страницы35 Alex Doll - Formato PRM16rodrigoalcaino100% (1)
- Truter Scaleup 2010Документ187 страницTruter Scaleup 2010Mayra Jefferson MontoyaОценок пока нет
- Copper SX-EW Technology: Our Solution For Leaching, Solvent Extraction and ElectrowinningДокумент12 страницCopper SX-EW Technology: Our Solution For Leaching, Solvent Extraction and Electrowinningjose alejandro venegas sucllaОценок пока нет
- A Review of Froth Flotation ControlДокумент15 страницA Review of Froth Flotation ControlYesi CeballosОценок пока нет
- IsaMill Process PerformanceДокумент15 страницIsaMill Process Performancerolandoh1Оценок пока нет
- Improving Well Placement With Modeling While Drilling: Daniel Bourgeois Ian TribeДокумент0 страницImproving Well Placement With Modeling While Drilling: Daniel Bourgeois Ian TribeidscribdgmailОценок пока нет
- Freeport-Mcmoran Copper & Gold Inc.: Form 10-KДокумент191 страницаFreeport-Mcmoran Copper & Gold Inc.: Form 10-KPaul RasmussenОценок пока нет
- DRA ProjectДокумент10 страницDRA ProjectAmit PathakОценок пока нет
- Evaluation of Grinding Media Wear-Rate by A Combined Grinding MethodДокумент5 страницEvaluation of Grinding Media Wear-Rate by A Combined Grinding MethodW ZuoОценок пока нет
- MAV Comminution TestsДокумент16 страницMAV Comminution TestsNilson Ariel Gálvez OlguinОценок пока нет
- 2007 HydroCopper PaperДокумент12 страниц2007 HydroCopper Paperdario_fiallos_1Оценок пока нет
- Oyu Tolgoi 2020 Technical Report Ni43-101 Finalv2 UnsecuredДокумент359 страницOyu Tolgoi 2020 Technical Report Ni43-101 Finalv2 UnsecuredSeba ZamoraОценок пока нет
- Dynamic Simulation of Grinding CircuitsДокумент10 страницDynamic Simulation of Grinding CircuitsPatricio Leonardo100% (1)
- L3 Actuator PDFДокумент23 страницыL3 Actuator PDFharishcsharmaОценок пока нет
- The Future of ComminutionДокумент15 страницThe Future of ComminutionAngel LopezОценок пока нет
- 2014 Fact Book LRДокумент40 страниц2014 Fact Book LRYul Armand OrtigasОценок пока нет
- Extractive Metallurgy of Copper - 031Документ25 страницExtractive Metallurgy of Copper - 031metalurgiapucvОценок пока нет
- Improved Cleaner Circut Performance at The Degrussa Copper Mine With An in Situ Column Sparging System PDFДокумент9 страницImproved Cleaner Circut Performance at The Degrussa Copper Mine With An in Situ Column Sparging System PDFAllen GaoОценок пока нет
- 40 Sim FlowsheetДокумент12 страниц40 Sim FlowsheetCARLOSОценок пока нет
- CHEM-E6145 Unit Operations in Mineral Processing and Recycling (5 CR)Документ8 страницCHEM-E6145 Unit Operations in Mineral Processing and Recycling (5 CR)Engineering Office ShahrakОценок пока нет
- Ore Sorting Molib Flow SheetДокумент10 страницOre Sorting Molib Flow SheetMICHAEL CUETO MERCADOОценок пока нет
- MolycoopДокумент187 страницMolycoopYenni Nayid SantamaríaОценок пока нет
- Bench and Pilot Plant ProgramsДокумент10 страницBench and Pilot Plant ProgramsNataniel LinaresОценок пока нет
- Paper - Comminution Case Study - ST - Ives PDFДокумент7 страницPaper - Comminution Case Study - ST - Ives PDFdarwin_huaОценок пока нет
- Sampling of Heterogeneous and Dynamic Material Systems: Theories of Heterogeneity, Sampling and HomogenizingОт EverandSampling of Heterogeneous and Dynamic Material Systems: Theories of Heterogeneity, Sampling and HomogenizingОценок пока нет
- Balances de Materia y Energia PDFДокумент336 страницBalances de Materia y Energia PDFYesi CeballosОценок пока нет
- Final JKDW and SMC Report For Veladero ProjectДокумент50 страницFinal JKDW and SMC Report For Veladero ProjectYesi Ceballos100% (1)
- MoliendaДокумент1 страницаMoliendaYesi CeballosОценок пока нет
- Copper and Cyanide Recovery in Cyanidation EffluentsДокумент7 страницCopper and Cyanide Recovery in Cyanidation EffluentsYesi CeballosОценок пока нет
- Water Testing Procedures NALCOДокумент2 страницыWater Testing Procedures NALCOYesi CeballosОценок пока нет
- CSC Operator - Laboratory - VeladeroДокумент1 страницаCSC Operator - Laboratory - VeladeroYesi CeballosОценок пока нет
- Merrill Crowe Flowsheet ZINC PRECIPITATION ON GOLD RECOVERY PDFДокумент19 страницMerrill Crowe Flowsheet ZINC PRECIPITATION ON GOLD RECOVERY PDFevalenciaОценок пока нет
- Carbide Design HandbookДокумент53 страницыCarbide Design HandbookDidier MarneffeОценок пока нет
- Cip Plant SaimmДокумент14 страницCip Plant SaimmgloffersОценок пока нет
- A Method of Predicting Breakage Properties of A Particulate Material When Subjected To ImpactДокумент29 страницA Method of Predicting Breakage Properties of A Particulate Material When Subjected To ImpactYesi CeballosОценок пока нет
- CSC Assistant - Metallurgical Accounting - Lumwana v1Документ1 страницаCSC Assistant - Metallurgical Accounting - Lumwana v1Yesi CeballosОценок пока нет
- Column Leach Testing Guideline v2Документ3 страницыColumn Leach Testing Guideline v2Yesi CeballosОценок пока нет
- A Simple Water Balance Model The Water Balance 2 Thorntwaite-Mather Soil Water Balance Model 3Документ9 страницA Simple Water Balance Model The Water Balance 2 Thorntwaite-Mather Soil Water Balance Model 3Yesi CeballosОценок пока нет
- Typical Process / Facility Water Balance CalculationДокумент5 страницTypical Process / Facility Water Balance CalculationYesi CeballosОценок пока нет
- Process Mineralogy PDFДокумент4 страницыProcess Mineralogy PDFimran58175100% (1)
- SDFFДокумент67 страницSDFFPreso ULОценок пока нет
- CyclonesДокумент11 страницCyclonesMisdi HabibiОценок пока нет
- Filter Precoating Better Airflow Longer Life Uas Technical ArticleДокумент5 страницFilter Precoating Better Airflow Longer Life Uas Technical ArticleYesi CeballosОценок пока нет
- Design Requirements of Precoat Filters For Water FiltrationДокумент445 страницDesign Requirements of Precoat Filters For Water FiltrationYesi CeballosОценок пока нет
- Zeta Potential of Air Bubbles Conditioned With Typical Froth Flotation Reagents PDFДокумент8 страницZeta Potential of Air Bubbles Conditioned With Typical Froth Flotation Reagents PDFYesi CeballosОценок пока нет
- Key Technologies of Drilling Process With Raise Boring MethodДокумент10 страницKey Technologies of Drilling Process With Raise Boring MethodYesi CeballosОценок пока нет
- Alan Lu Challenges of Large Heap Leach Pad Design in Northern ChinaДокумент20 страницAlan Lu Challenges of Large Heap Leach Pad Design in Northern ChinaYesi CeballosОценок пока нет
- MassBalance SpreadsheetДокумент9 страницMassBalance SpreadsheetAdgue Gallegos CardenasОценок пока нет
- Froth Zone Characterization of An Industrial Flotation Column in The Rougher CircuitДокумент7 страницFroth Zone Characterization of An Industrial Flotation Column in The Rougher CircuitYesi CeballosОценок пока нет
- Zeta Potential of Air Bubbles Conditioned With Typical Froth Flotation ReagentsДокумент8 страницZeta Potential of Air Bubbles Conditioned With Typical Froth Flotation ReagentsYesi CeballosОценок пока нет
- SILV AssetHandbook FINAL Web Nov2016Документ96 страницSILV AssetHandbook FINAL Web Nov2016Yesi CeballosОценок пока нет
- Discrete Crack Model For Simulating Rock Comminution Processes With The Discrete Element ModelДокумент9 страницDiscrete Crack Model For Simulating Rock Comminution Processes With The Discrete Element ModelYesi CeballosОценок пока нет
- Towards A Virtual Comminution Machine PDFДокумент12 страницTowards A Virtual Comminution Machine PDFYesi CeballosОценок пока нет
- Effect of Comminution On Particle Shape and Surface Roughness and Their Relation To Flotation ProcessДокумент12 страницEffect of Comminution On Particle Shape and Surface Roughness and Their Relation To Flotation ProcessYesi CeballosОценок пока нет
- Underwater Drilling and Blasting For Hard Rock Dredging in Indian Ports - A Case StudyДокумент8 страницUnderwater Drilling and Blasting For Hard Rock Dredging in Indian Ports - A Case StudyYesi CeballosОценок пока нет
- Safety Management and ISRSДокумент33 страницыSafety Management and ISRSNinkung07100% (1)
- Streptomycin in HoneyДокумент5 страницStreptomycin in HoneyAndreea CameliaОценок пока нет
- Quality Control & Assurance ManualДокумент83 страницыQuality Control & Assurance ManualGopi C Shrestha100% (7)
- Sample Minutes of The Meeting Focus Group DiscussionДокумент5 страницSample Minutes of The Meeting Focus Group DiscussionMa Cristina Aquino100% (1)
- Application of Social Inquiry Learning Model To Improve Social Problem Solving Skills in Class IV Students of SD Gmit BakitbaДокумент10 страницApplication of Social Inquiry Learning Model To Improve Social Problem Solving Skills in Class IV Students of SD Gmit BakitbaInternational Journal of Innovative Science and Research TechnologyОценок пока нет
- Concept Paper Literature ReviewДокумент7 страницConcept Paper Literature Reviewafdtjozlb100% (1)
- Sem PDFДокумент88 страницSem PDFSaravanan ParamesvaranОценок пока нет
- Persuasive SpeechДокумент29 страницPersuasive SpeechAlaina Bauro BastasaОценок пока нет
- QC - Story - Format JBM GroupДокумент28 страницQC - Story - Format JBM GroupAshish GuptaОценок пока нет
- Machine Design - IntroductionДокумент9 страницMachine Design - IntroductionluffydmonОценок пока нет
- Investors' Perceptions of Mutual Fund Risks An Empirical StudyДокумент7 страницInvestors' Perceptions of Mutual Fund Risks An Empirical StudySumeet SharmaОценок пока нет
- Addis Ababa University: What Is ResearchДокумент12 страницAddis Ababa University: What Is Researchhundessa kasasahunОценок пока нет
- The Managerial GridДокумент8 страницThe Managerial Gridhalejandrolavalle285Оценок пока нет
- Measuring ROI of TrainingДокумент67 страницMeasuring ROI of TrainingAzhar Abbas98% (57)
- Will Your Factor Deliver - An Examination of Factor Robustness and Implementation Costs - Noah Beck Jason Hsu Vitali Kalesnik Helge KostkaДокумент25 страницWill Your Factor Deliver - An Examination of Factor Robustness and Implementation Costs - Noah Beck Jason Hsu Vitali Kalesnik Helge KostkaJuan Manuel VeronОценок пока нет
- COMPETENCYДокумент28 страницCOMPETENCYGayatri MishraОценок пока нет
- UntitledДокумент8 страницUntitledRezeile LazarusОценок пока нет
- Metalem Ademe, Thesis Draft On Price Escalation Done On ABWC Improv 1Документ69 страницMetalem Ademe, Thesis Draft On Price Escalation Done On ABWC Improv 1Hope GoОценок пока нет
- Florence II A. Panlilio BSBA - Management AccountingДокумент4 страницыFlorence II A. Panlilio BSBA - Management AccountingFlorence PanlilioОценок пока нет
- Models and Methods For Evaluation: Ron OwstonДокумент14 страницModels and Methods For Evaluation: Ron OwstonAMAAL ALORINIОценок пока нет
- PR2 2nd QTR Exam 2023-2024 - ReviewerДокумент6 страницPR2 2nd QTR Exam 2023-2024 - ReviewerlizaricahavilaОценок пока нет
- Cat-Calls and Culpability Investigating The FrequencyДокумент12 страницCat-Calls and Culpability Investigating The Frequencykirana dwiОценок пока нет
- Chapter 3 Sampling and Sampling DistributionДокумент87 страницChapter 3 Sampling and Sampling DistributionJames Casison100% (1)
- Pyrotechnics (1972)Документ251 страницаPyrotechnics (1972)fogdartОценок пока нет
- Yr 8 Vintage Car Student Answer BookletДокумент7 страницYr 8 Vintage Car Student Answer Bookletapi-544416129Оценок пока нет
- How To Solve A Case StudyДокумент3 страницыHow To Solve A Case Studyshazeb zafarОценок пока нет
- Abhishek Shukla Project Reporton (Power Purchase)Документ57 страницAbhishek Shukla Project Reporton (Power Purchase)beast singhОценок пока нет
- Annotated Bibliography - P MorjariaДокумент5 страницAnnotated Bibliography - P Morjariaapi-300271452Оценок пока нет
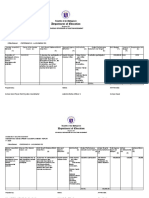
- Esperanza Ii - Laguinding Es: Gender and Development Plan and BudgetДокумент5 страницEsperanza Ii - Laguinding Es: Gender and Development Plan and BudgetER IC JYОценок пока нет
- Eng105 Research Paper 1Документ28 страницEng105 Research Paper 1ruprahad07Оценок пока нет