Вам также может понравиться
- Marching Chart JHBDPL, DAPL Section - II, ORISSA Region (118.23 To 206.59 KM)Документ2 страницыMarching Chart JHBDPL, DAPL Section - II, ORISSA Region (118.23 To 206.59 KM)Gururaj P Kundapur100% (1)
- Welding Estimation ChartДокумент2 страницыWelding Estimation ChartJacob PriyadharshanОценок пока нет
- Bill of Material For Mechnical & Structure For Hot Water Skid Rev.0 - 3Документ5 страницBill of Material For Mechnical & Structure For Hot Water Skid Rev.0 - 3Vu TranОценок пока нет
- 583-9738 Procedure For Piping 00Документ22 страницы583-9738 Procedure For Piping 00sivaramОценок пока нет
- Hot Tap Daily Welding Report 1Документ1 страницаHot Tap Daily Welding Report 1Jamal BakhtОценок пока нет
- Stack WeldingДокумент76 страницStack WeldingKatie Ramirez100% (1)
- 610 SIdata SheetsДокумент26 страниц610 SIdata Sheetssjois_hsОценок пока нет
- Electrode CalculationДокумент2 страницыElectrode CalculationKenshin HimuraОценок пока нет
- Mto Valve: CHKD Appd Appd Date DEC DSP/PPN REV Date Description BYДокумент4 страницыMto Valve: CHKD Appd Appd Date DEC DSP/PPN REV Date Description BYAnonymous 6S9tcbhОценок пока нет
- Fabrication Procedure For Piping Pr-Skm-24a18012019164730Документ4 страницыFabrication Procedure For Piping Pr-Skm-24a18012019164730Danang Edi Prasetyo100% (1)
- Calculation Sheet For 700mm SQ Metal FloatersДокумент3 страницыCalculation Sheet For 700mm SQ Metal FloatersAdagharaОценок пока нет
- PWPS 013 PRДокумент2 страницыPWPS 013 PRRenjith Gopan100% (1)
- 6.9. Handling Storage & Preservation ProcedureДокумент10 страниц6.9. Handling Storage & Preservation Procedurerendra syamОценок пока нет
- Pipe Wall Thickness Calculation ASME B31.3 Straight PipeДокумент5 страницPipe Wall Thickness Calculation ASME B31.3 Straight Pipeaike_5Оценок пока нет
- Et WHP02 0000 Mec TPB 1003 - Ar 0001Документ60 страницEt WHP02 0000 Mec TPB 1003 - Ar 0001orea1Оценок пока нет
- FORM DimensionalДокумент15 страницFORM DimensionalAlbet MulyonoОценок пока нет
- F-CD-19 Pipe and Weld Book 26-Abr-19Документ84 страницыF-CD-19 Pipe and Weld Book 26-Abr-19Jorge Isaac Lara RamosОценок пока нет
- Welding Procedure Specification (WPS) Pipeline: Lower Than PQR Preheat TempДокумент1 страницаWelding Procedure Specification (WPS) Pipeline: Lower Than PQR Preheat TempPanneer SelvamОценок пока нет
- Mechanical Tender CNG PDFДокумент161 страницаMechanical Tender CNG PDFAWANI SRIVASTAVAОценок пока нет
- Torque Value DelmonДокумент8 страницTorque Value DelmonKhalid HaiderОценок пока нет
- Nawppl-Bims-Nppl-320-Pl-Pro-00002 - 000 - Pre-Test of Test Headers Procedure PDFДокумент29 страницNawppl-Bims-Nppl-320-Pl-Pro-00002 - 000 - Pre-Test of Test Headers Procedure PDFAhmed AbidОценок пока нет
- Weld Cost Calc XL1.3.2mmДокумент3 страницыWeld Cost Calc XL1.3.2mmAdrian DavidОценок пока нет
- Calculation of Electrode ConsumptionДокумент4 страницыCalculation of Electrode ConsumptionhgolestaniОценок пока нет
- LPP-013-MEC-VP-042-V - WELDING MAP DEMIN WATER TANK 10GCL10BB001 Eng ReviewДокумент13 страницLPP-013-MEC-VP-042-V - WELDING MAP DEMIN WATER TANK 10GCL10BB001 Eng ReviewabdiОценок пока нет
- Code Ref.Документ155 страницCode Ref.Selvakpm06Оценок пока нет
- 30 - Painting ProcedureДокумент12 страниц30 - Painting ProcedureNguyen Anh TuanОценок пока нет
- Piping and Pipelines Network DesignДокумент3 страницыPiping and Pipelines Network DesignOmar EzzatОценок пока нет
- 113012-SP-013-Rev A (Pipeline Welding Spec.)Документ31 страница113012-SP-013-Rev A (Pipeline Welding Spec.)Anonymous hBBam1nОценок пока нет
- Updated Boiler Punch List-Updated On 15.05.15Документ4 страницыUpdated Boiler Punch List-Updated On 15.05.15Manikandan elumalaiОценок пока нет
- AL-2208-6'' Pig Launcher Engineering and Fabrication - KNOCДокумент5 страницAL-2208-6'' Pig Launcher Engineering and Fabrication - KNOCCaptainToniesОценок пока нет
- CIT Procedure - 14.02.2020 - Rev.01 PDFДокумент9 страницCIT Procedure - 14.02.2020 - Rev.01 PDFAashish MoyalОценок пока нет
- Line List PDFДокумент4 страницыLine List PDFAroon CheОценок пока нет
- Daily Report - XLSX 01Документ1 страницаDaily Report - XLSX 01kishoryawaleОценок пока нет
- Eil WPSДокумент28 страницEil WPSRanjan Kumar0% (1)
- ISO 15614-1 0 Bilfinger Salamis 19.11.2018. ISO 15614-1 N/A BIS-DK Form Number: BIS-DK-F 108Документ1 страницаISO 15614-1 0 Bilfinger Salamis 19.11.2018. ISO 15614-1 N/A BIS-DK Form Number: BIS-DK-F 108TomasPavlovicОценок пока нет
- W2021C-DNGF-CV-900-SPE-0001 - RevBSpecification For Structural SteelДокумент22 страницыW2021C-DNGF-CV-900-SPE-0001 - RevBSpecification For Structural SteelDidi Hadi RiantoОценок пока нет
- Heat TreatmentДокумент5 страницHeat TreatmentsheikmoinОценок пока нет
- MTO ValveДокумент2 страницыMTO ValveAgus MarpaungОценок пока нет
- Api-Mip-5lДокумент76 страницApi-Mip-5lVan LinhОценок пока нет
- Suggested Wps Forms ASME - IX 2010Документ5 страницSuggested Wps Forms ASME - IX 2010Ajay ChodankarОценок пока нет
- Filtro y StrainerДокумент2 страницыFiltro y StrainerJose HuguetОценок пока нет
- Mechanical Engineering Training Calendar 2015Документ4 страницыMechanical Engineering Training Calendar 2015dharwinОценок пока нет
- PipeClass NG 11.08.09 PDFДокумент138 страницPipeClass NG 11.08.09 PDFbadelitamariusОценок пока нет
- Composite Construction Works For CNG Station at Kovvur, West Godavari District, A.PДокумент209 страницComposite Construction Works For CNG Station at Kovvur, West Godavari District, A.Pvinay1999Оценок пока нет
- Big Bore Spade & BlindДокумент1 страницаBig Bore Spade & Blindnedumaran.sОценок пока нет
- PQR Asme Template EDITABLEДокумент6 страницPQR Asme Template EDITABLErcpretoriusОценок пока нет
- SOW For Heat Exchanger RFQ 29868 UZB1005 Revised 2017-06-01 PDFДокумент19 страницSOW For Heat Exchanger RFQ 29868 UZB1005 Revised 2017-06-01 PDFMallu BroОценок пока нет
- 50.0m GUYED Tower-TA-ZRI681 - A-040811-AДокумент105 страниц50.0m GUYED Tower-TA-ZRI681 - A-040811-Aredflex9001889Оценок пока нет
- IS, I I I: Name of ManufacturerДокумент1 страницаIS, I I I: Name of ManufacturercynideОценок пока нет
- WeldkgДокумент5 страницWeldkgalokbdasОценок пока нет
- MRCB Piepeline: Pipe Wall Thickness Checking (T)Документ5 страницMRCB Piepeline: Pipe Wall Thickness Checking (T)amirthraj74Оценок пока нет
- Penawaran Pekerjaan DED 4 Unit Tanki Rev.0Документ3 страницыPenawaran Pekerjaan DED 4 Unit Tanki Rev.0m khaeronОценок пока нет
- SOP02 - F26 - R00 Pipe Stringing Report 1Документ12 страницSOP02 - F26 - R00 Pipe Stringing Report 1Faiz IshakОценок пока нет
- Proposed Welding Procedure Specification (PWPS) : REV:A3Документ1 страницаProposed Welding Procedure Specification (PWPS) : REV:A3Shanawas Abdul RazakОценок пока нет
- BOM of TankДокумент4 страницыBOM of TankArvind ShuklaОценок пока нет
- Weight Factor Plan: Project Work Package Contractor Revision DateДокумент4 страницыWeight Factor Plan: Project Work Package Contractor Revision DatescottigiancarloОценок пока нет
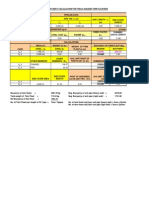
- Welding Consumable Calculation (WCC) : Doc. No Project Client Project Details Technical Requirement ConsumablesДокумент7 страницWelding Consumable Calculation (WCC) : Doc. No Project Client Project Details Technical Requirement Consumableskeymal9195Оценок пока нет
- SPC-0804.02-20.04 Rev D2 General Welding and NDE Requirements For Pressure VesselДокумент15 страницSPC-0804.02-20.04 Rev D2 General Welding and NDE Requirements For Pressure VesselPadmanabhan VenkateshОценок пока нет
- 3PS MC 002 - 01Документ26 страниц3PS MC 002 - 01Viveck VivekОценок пока нет
- SRV Detaisl Awa Salawas PDFДокумент222 страницыSRV Detaisl Awa Salawas PDFdiwakarngm100% (1)
- Arii-Cs-102 General Offshore Construction Specification Approval SheetДокумент24 страницыArii-Cs-102 General Offshore Construction Specification Approval SheetAdvis100% (1)
- VAI-ME-SPC-111 Pipe Insulation Technical Specification - Rev AДокумент8 страницVAI-ME-SPC-111 Pipe Insulation Technical Specification - Rev AAdvis100% (1)
- Olokola Gas Supply Project Pipeline Feed: Constructability StudyДокумент22 страницыOlokola Gas Supply Project Pipeline Feed: Constructability StudyAdvisОценок пока нет
- IDBE-WO-YPZZZ-En0001 Onshore Construction Execution Plan, Rev 0Документ56 страницIDBE-WO-YPZZZ-En0001 Onshore Construction Execution Plan, Rev 0Advis100% (2)
- Mto Piping Balance of Material Phase I Stage 2 - 1st BatchДокумент4 страницыMto Piping Balance of Material Phase I Stage 2 - 1st BatchAdvis100% (2)
- MT Op PWHT 001Документ15 страницMT Op PWHT 001Advis100% (1)
- 01 P 3 005 Rev B ConstructabilityДокумент16 страниц01 P 3 005 Rev B ConstructabilityAdvis100% (1)
- Olokola Gas Supply Project Pipeline Feed: Constructability StudyДокумент22 страницыOlokola Gas Supply Project Pipeline Feed: Constructability StudyAdvisОценок пока нет
- 05-3300-01-W-01-017 Onshore Construction Survey Specification - Rev P1Документ17 страниц05-3300-01-W-01-017 Onshore Construction Survey Specification - Rev P1Advis100% (1)
- PPLN PL Dat 1 545b 27 00 Ds For Barred Tee Rev.01Документ12 страницPPLN PL Dat 1 545b 27 00 Ds For Barred Tee Rev.01AdvisОценок пока нет
- Wmg-pl-cp-0001 Sales Gas Pipeline Execution ProcedureДокумент28 страницWmg-pl-cp-0001 Sales Gas Pipeline Execution ProcedureAdvis100% (1)
- 01-P-1-007 Pipeline Construction Spec Rev AДокумент42 страницы01-P-1-007 Pipeline Construction Spec Rev AAdvis100% (2)
- Pipeline OnshoreДокумент29 страницPipeline OnshoreAdvis100% (3)
- IDBE-WO-YCCAL-En0002 Road and Rail Crossing Analysis Rev.0Документ25 страницIDBE-WO-YCCAL-En0002 Road and Rail Crossing Analysis Rev.0Advis100% (1)
- Kepodang BP Muriah - Spec For Welding WMSS LinepipeДокумент15 страницKepodang BP Muriah - Spec For Welding WMSS LinepipeAdvisОценок пока нет
- Barred TeesДокумент1 страницаBarred TeesAdvisОценок пока нет
- 1515-50-S003 - Spec - Hot BendsДокумент6 страниц1515-50-S003 - Spec - Hot BendsAdvisОценок пока нет
- Dev-Aad-mp-sp-jpk-1058 Rev b2 Welding and NDT of Cs Linepipe To Bs 4515-1 (2004)Документ77 страницDev-Aad-mp-sp-jpk-1058 Rev b2 Welding and NDT of Cs Linepipe To Bs 4515-1 (2004)AdvisОценок пока нет
- Induction Bends - COPIДокумент12 страницInduction Bends - COPIAdvis100% (1)
- P.T. Raga Perkasa Ekaguna Tender Evaluation - Technical: GeneralДокумент2 страницыP.T. Raga Perkasa Ekaguna Tender Evaluation - Technical: GeneralAdvisОценок пока нет
- COPI - Welding Spec For Flowlines To API 1104-1999Документ12 страницCOPI - Welding Spec For Flowlines To API 1104-1999AdvisОценок пока нет
- Technical Bid EvaluationДокумент3 страницыTechnical Bid EvaluationAdvisОценок пока нет
- 05-3300-01-W-01-009 Pipeline Welding and NDT Spec (Onshore) Rev P2Документ17 страниц05-3300-01-W-01-009 Pipeline Welding and NDT Spec (Onshore) Rev P2AdvisОценок пока нет
- Technical Bid Analysis: STAR ENERGY (Kakap) LTDДокумент1 страницаTechnical Bid Analysis: STAR ENERGY (Kakap) LTDAdvisОценок пока нет
- Technical Bid EvaluationДокумент3 страницыTechnical Bid EvaluationAdvisОценок пока нет
- Welding and NDTДокумент51 страницаWelding and NDTAdvis67% (3)
- Welding and NDTДокумент51 страницаWelding and NDTAdvis67% (3)
- P.T. Raga Perkasa Ekaguna Tender Evaluation - Technical: GeneralДокумент2 страницыP.T. Raga Perkasa Ekaguna Tender Evaluation - Technical: GeneralAdvisОценок пока нет
- IDL6543 ModuleRubricДокумент2 страницыIDL6543 ModuleRubricSteiner MarisОценок пока нет
- U2 LO An Invitation To A Job Interview Reading - Pre-Intermediate A2 British CounciДокумент6 страницU2 LO An Invitation To A Job Interview Reading - Pre-Intermediate A2 British CounciELVIN MANUEL CONDOR CERVANTESОценок пока нет
- Using Impact IX49 and 61 With Nektar DAW Integration 1.1Документ21 страницаUsing Impact IX49 and 61 With Nektar DAW Integration 1.1Eko SeynОценок пока нет
- FS-C8025MFP Release NotesДокумент22 страницыFS-C8025MFP Release NotesFirmware SM-SHОценок пока нет
- FhryhfhfhДокумент3 страницыFhryhfhfhAffan AhmadОценок пока нет
- Riveted JointsДокумент28 страницRiveted Jointsgnbabuiitg0% (1)
- BC 672772 RBRS Service TraningДокумент385 страницBC 672772 RBRS Service TraningTeknik Makina100% (2)
- Advanced Work Packaging: A Fit For Purpose ApproachДокумент17 страницAdvanced Work Packaging: A Fit For Purpose Approachhafidz bandungОценок пока нет
- DC Motor: F Bli NewtonДокумент35 страницDC Motor: F Bli NewtonMuhammad TausiqueОценок пока нет
- 2021 Bookmatter BasicSciencesOfNuclearMedicineДокумент12 страниц2021 Bookmatter BasicSciencesOfNuclearMedicineBeatriz MartinhoОценок пока нет
- Analysis of Green Entrepreneurship Practices in IndiaДокумент5 страницAnalysis of Green Entrepreneurship Practices in IndiaK SrivarunОценок пока нет
- Manual - Rapid Literacy AssessmentДокумент16 страницManual - Rapid Literacy AssessmentBaldeo PreciousОценок пока нет
- DYCONEX Materials en 2020 ScreenДокумент2 страницыDYCONEX Materials en 2020 ScreenhhaiddaoОценок пока нет
- Anth 09 3 247 07 386 Yadav V S TTДокумент3 страницыAnth 09 3 247 07 386 Yadav V S TTShishir NigamОценок пока нет
- The Invisible SunДокумент7 страницThe Invisible SunJay Alfred100% (1)
- WAM ES Screw Conveyors Manual JECДокумент43 страницыWAM ES Screw Conveyors Manual JECabbas tawbiОценок пока нет
- Dynamic Shear Modulus SoilДокумент14 страницDynamic Shear Modulus SoilMohamed A. El-BadawiОценок пока нет
- Frequency Polygons pdf3Документ7 страницFrequency Polygons pdf3Nevine El shendidyОценок пока нет
- Chapter 2 Axial and Torsional ElementsДокумент57 страницChapter 2 Axial and Torsional ElementsAhmad FaidhiОценок пока нет
- History Homework Help Ks3Документ8 страницHistory Homework Help Ks3afetnjvog100% (1)
- BS7430 Earthing CalculationДокумент14 страницBS7430 Earthing CalculationgyanОценок пока нет
- Disney - QMДокумент14 страницDisney - QMSyarifuddin Zulkifli0% (1)
- Vectors Notes (Answers)Документ24 страницыVectors Notes (Answers)ScionОценок пока нет
- Pedagogical Leadership. Baird - CoughlinДокумент5 страницPedagogical Leadership. Baird - CoughlinChyta AnindhytaОценок пока нет
- BS 07533-3-1997Документ21 страницаBS 07533-3-1997Ali RayyaОценок пока нет
- Lesson 2 (Probability of An Event)Документ4 страницыLesson 2 (Probability of An Event)MarlОценок пока нет
- Selecting Appropriate Instructional Materials For Edukasyong Pantahanan at Pangkabuhayan/ Technology and Livelihood EducationДокумент35 страницSelecting Appropriate Instructional Materials For Edukasyong Pantahanan at Pangkabuhayan/ Technology and Livelihood EducationJhenn Mhen Yhon100% (1)
- Tools of Persuasion StudentsДокумент4 страницыTools of Persuasion StudentsBelén Revilla GonzálesОценок пока нет
- Jarir IT Flyer Qatar1Документ4 страницыJarir IT Flyer Qatar1sebincherianОценок пока нет
- Focal Length of Convex LensДокумент5 страницFocal Length of Convex LensHey AnuragОценок пока нет