Вам также может понравиться
- Automotive Quality Management Systems A Complete Guide - 2020 EditionОт EverandAutomotive Quality Management Systems A Complete Guide - 2020 EditionОценок пока нет
- Vendor Rejection and Debit PolicyДокумент6 страницVendor Rejection and Debit PolicysharanОценок пока нет
- Needle Metal Contamination Control SOP 2Документ16 страницNeedle Metal Contamination Control SOP 2vikkas vermaОценок пока нет
- BP-5.1.2D OJT Effectiveness SHEET - Level-2Документ1 страницаBP-5.1.2D OJT Effectiveness SHEET - Level-2shinuОценок пока нет
- SOP of MachinesДокумент2 страницыSOP of MachinesSangram Kandekar100% (1)
- Root Cause Analysis - ToolДокумент11 страницRoot Cause Analysis - ToolmuneerppОценок пока нет
- Prevent Sheet Metal Burr Formation with Proper Tooling and Process ControlsДокумент5 страницPrevent Sheet Metal Burr Formation with Proper Tooling and Process ControlsMajad RazakОценок пока нет
- IPQC General FormatДокумент17 страницIPQC General FormatMohd Isa HarunОценок пока нет
- PROJECT:0.654.0303.00-CMR162-3 DATE: February/2015 APPROVED BY: Leman Özgüler/Quality Manager Revision: 0 Total Page: 1/1Документ1 страницаPROJECT:0.654.0303.00-CMR162-3 DATE: February/2015 APPROVED BY: Leman Özgüler/Quality Manager Revision: 0 Total Page: 1/1Metin DemirciogluОценок пока нет
- COUNTER MEASURE of Customer ComplaintДокумент2 страницыCOUNTER MEASURE of Customer Complaintpreetam kumarОценок пока нет
- RBAC Supplier Packaging Approval FormДокумент1 страницаRBAC Supplier Packaging Approval Formcong daОценок пока нет
- QAP K-HouseДокумент4 страницыQAP K-HouseAbhinash TamangОценок пока нет
- IPC-TM-650 Test Methods ManualДокумент4 страницыIPC-TM-650 Test Methods ManualSSmyLoginОценок пока нет
- IATF 16949 Sanctioned Interpretations 1 9 SIs FinalДокумент8 страницIATF 16949 Sanctioned Interpretations 1 9 SIs FinalOdagil BanzatoОценок пока нет
- Calibration Training: ReferencesДокумент5 страницCalibration Training: ReferenceshoussОценок пока нет
- ISO Audit ProcedureДокумент3 страницыISO Audit Procedurekyunjae JetomoОценок пока нет
- Dis 6 W 2 HДокумент14 страницDis 6 W 2 HBalachandar SathananthanОценок пока нет
- MARATHAN MOTOR SOP Recruitment ProcedureДокумент4 страницыMARATHAN MOTOR SOP Recruitment Procedurerishi gautamОценок пока нет
- Interested-Parties-Needs-expectations-As-Per - ISO TS 22163Документ8 страницInterested-Parties-Needs-expectations-As-Per - ISO TS 22163AnkurОценок пока нет
- October - 20 Monthly Meeting PresentationДокумент17 страницOctober - 20 Monthly Meeting PresentationMahmud Al HasanОценок пока нет
- Supplier Quality Manual: Zetor Tractors A.S. Trnkova 111 628 00 BRNOДокумент42 страницыSupplier Quality Manual: Zetor Tractors A.S. Trnkova 111 628 00 BRNOumtОценок пока нет
- Rejection Record.Документ10 страницRejection Record.karan shahОценок пока нет
- Updates Dec09 AIAG FMEA-Ranking-TablesДокумент3 страницыUpdates Dec09 AIAG FMEA-Ranking-TablesSuresh Velu100% (1)
- Indian Standard: Sampling Inspection ProceduresДокумент24 страницыIndian Standard: Sampling Inspection ProceduresarunrathikaОценок пока нет
- In-House Calibration SheetДокумент4 страницыIn-House Calibration SheetKannan MurugesanОценок пока нет
- Controls:: Measuring Instruments in ImteДокумент5 страницControls:: Measuring Instruments in ImteDhinakaranОценок пока нет
- QA Forging Job DescriptionДокумент2 страницыQA Forging Job DescriptionParveen (Atam Valves)Оценок пока нет
- TKW Fasteners ProfileДокумент37 страницTKW Fasteners ProfileRishi GautamОценок пока нет
- In-Line Inspection FORMAT - 1Документ3 страницыIn-Line Inspection FORMAT - 1Nishu Jalotia0% (1)
- Electric Wire PDFДокумент102 страницыElectric Wire PDFGoswami kinjalОценок пока нет
- Engineering & Design Division In-Process Inspection RecordДокумент1 страницаEngineering & Design Division In-Process Inspection Recordrishi gautamОценок пока нет
- IMS-TUL-01-IMS Turtil DiagramДокумент1 страницаIMS-TUL-01-IMS Turtil DiagramRohit SoniОценок пока нет
- Tds Nitric Acid HuchemsДокумент3 страницыTds Nitric Acid HuchemsB.R SinghОценок пока нет
- Quality Control PlanДокумент10 страницQuality Control PlanGAURAV SHARMAОценок пока нет
- Controlling The Defects of Paint Shop PDFДокумент4 страницыControlling The Defects of Paint Shop PDFRahul SasidharanОценок пока нет
- Risk Assessment - AHUДокумент5 страницRisk Assessment - AHUManzur AhmadОценок пока нет
- pure cotton pvt ltd final inspection reportДокумент4 страницыpure cotton pvt ltd final inspection reportTarun PariharОценок пока нет
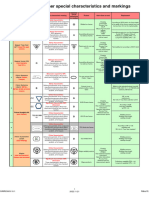
- Customer Special CharacteristicsДокумент1 страницаCustomer Special Characteristicspundhir12898Оценок пока нет
- JD Manager-Machine ShopДокумент2 страницыJD Manager-Machine ShopParveen (Atam Valves)Оценок пока нет
- Skype: Mizan - Mehben: B SC in Textile Engineering (ADUST)Документ87 страницSkype: Mizan - Mehben: B SC in Textile Engineering (ADUST)Fathi MustafaОценок пока нет
- CNC HMC Acc CheckДокумент2 страницыCNC HMC Acc CheckKalees WaranОценок пока нет
- Word TSL FILEДокумент14 страницWord TSL FILEKumbhar p.s.100% (1)
- 9-Point Testing ProcedureДокумент1 страница9-Point Testing ProcedureJahangir Alam SohagОценок пока нет
- Report No Date Customer Name Heat No Material Grade Size No of Pieces Weight Color CodeДокумент1 страницаReport No Date Customer Name Heat No Material Grade Size No of Pieces Weight Color CodeRohit VishwakarmaОценок пока нет
- Aatcc tm179-207 Skew TwistДокумент53 страницыAatcc tm179-207 Skew Twistsklim ericОценок пока нет
- Hot Chemical TestДокумент3 страницыHot Chemical TestUSBid Inc.Оценок пока нет
- Taurus Slim Series 9mmpt709Документ19 страницTaurus Slim Series 9mmpt709daks4u100% (1)
- QA Manual SupplierДокумент22 страницыQA Manual SupplierbrianbagalayОценок пока нет
- Container Loading Procedure PDFДокумент8 страницContainer Loading Procedure PDFZAHID UMARОценок пока нет
- Social Factors - HIRAДокумент8 страницSocial Factors - HIRARS MANIKANDANОценок пока нет
- PFMEA Process Failure Modes and Effects AnalysisДокумент15 страницPFMEA Process Failure Modes and Effects AnalysisPrakash RanjanОценок пока нет
- QMS 1004255 SENSATA GSQM - Rev P No Markup BLACK PDFДокумент54 страницыQMS 1004255 SENSATA GSQM - Rev P No Markup BLACK PDFJossie FuentesОценок пока нет
- Samples Inspection ReportДокумент5 страницSamples Inspection ReportArun GuptaОценок пока нет
- SD-SCD-QF75 Factory Audit Checklist Rev.0Документ6 страницSD-SCD-QF75 Factory Audit Checklist Rev.0Asma DahaboОценок пока нет
- Self Certification Process SOP & Eligibility - v2.0Документ5 страницSelf Certification Process SOP & Eligibility - v2.0Nikhil JaiswalОценок пока нет
- Sony-Kaga Quality and Delivery Performance ReviewДокумент13 страницSony-Kaga Quality and Delivery Performance ReviewDustin RobertsonОценок пока нет
- SQEF0002 A TTI MIL QMS Audit Check ListДокумент69 страницSQEF0002 A TTI MIL QMS Audit Check ListĐỗ Thành NhươngОценок пока нет
- Substation Grid Availability EvaluationДокумент3 страницыSubstation Grid Availability EvaluationDildar HossainОценок пока нет
- Class Room Audit Case Studies For PracticeДокумент6 страницClass Room Audit Case Studies For Practicegaurav kumar100% (1)
- Supplier Assessment Report-Cooperation Company of Cixi Yuyang Waterproof Material Co., Ltd.Документ15 страницSupplier Assessment Report-Cooperation Company of Cixi Yuyang Waterproof Material Co., Ltd.Monica Najarro GutierrezОценок пока нет
- Recent 1067 MCQ 2021 - 22 (Exambd - Net)Документ132 страницыRecent 1067 MCQ 2021 - 22 (Exambd - Net)Rahat fahimОценок пока нет
- Word List of Rizvi PDFДокумент82 страницыWord List of Rizvi PDFzahidОценок пока нет
- Food PoisoningДокумент4 страницыFood PoisoningzahidОценок пока нет
- Jenny Hillemann's CV: Post-doctoral researcher in managementДокумент1 страницаJenny Hillemann's CV: Post-doctoral researcher in managementzahidОценок пока нет
- Asian Countries and Their Capitals and Currencies PDFДокумент3 страницыAsian Countries and Their Capitals and Currencies PDFzahidОценок пока нет
- Coming To Study in New ZealandДокумент2 страницыComing To Study in New ZealandzahidОценок пока нет
- Bangladesh Labour Act 2006Документ15 страницBangladesh Labour Act 2006Rabeya SultanaОценок пока нет
- How Your Brain Learns English PDFДокумент8 страницHow Your Brain Learns English PDFzahidОценок пока нет
- 500 Real English PhrasesДокумент38 страниц500 Real English PhrasesIon Sava100% (2)
- Road To University of Saskatchewan Saskatoon CanadaДокумент7 страницRoad To University of Saskatchewan Saskatoon CanadazahidОценок пока нет
- Short Cut Math PDFДокумент181 страницаShort Cut Math PDFzahidОценок пока нет
- 80 Rules To Solve Sentence Correction PDFДокумент19 страниц80 Rules To Solve Sentence Correction PDFzahid100% (1)
- Canadian Citizenship: Facts and Perspectives: Harbord Collegiate Institute November 25, 2005Документ33 страницыCanadian Citizenship: Facts and Perspectives: Harbord Collegiate Institute November 25, 2005zahidОценок пока нет
- Game of HSA PDFДокумент1 страницаGame of HSA PDFNahid KhannaОценок пока нет
- Guide To Living Studying in NZ - English PDFДокумент54 страницыGuide To Living Studying in NZ - English PDFzahidОценок пока нет
- Achieve Ielts BookДокумент178 страницAchieve Ielts BookJeon100% (2)
- Job Reference Letter SampleДокумент1 страницаJob Reference Letter SamplezahidОценок пока нет
- Word List of Rizvi PDFДокумент82 страницыWord List of Rizvi PDFzahidОценок пока нет
- Ielts Buddy Ebook Task 1 Excerpt PDFДокумент9 страницIelts Buddy Ebook Task 1 Excerpt PDFTuan30% (10)
- Word List of Rizvi PDFДокумент82 страницыWord List of Rizvi PDFzahid100% (1)
- Angles and Lines ExplainedДокумент20 страницAngles and Lines ExplainedvaveenaОценок пока нет
- BCS Preliminary Subjective Notes by Samad AzadДокумент63 страницыBCS Preliminary Subjective Notes by Samad AzadEngr. Sagor Dutta92% (26)
- NIFT Students Explore Marketing Activities of MerchandisingДокумент49 страницNIFT Students Explore Marketing Activities of MerchandisingzahidОценок пока нет
- The Daily Star (29-03-15) PDFДокумент2 страницыThe Daily Star (29-03-15) PDFzahidОценок пока нет
- Advanceenglishgrammarbytanbircox 140103120207 Phpapp01Документ63 страницыAdvanceenglishgrammarbytanbircox 140103120207 Phpapp01rehan3038Оценок пока нет
- New Age (26-03-15) PDFДокумент2 страницыNew Age (26-03-15) PDFzahidОценок пока нет
- 100 Writing Mistakes in EnglishДокумент44 страницы100 Writing Mistakes in Englishfranc_estors100% (3)
- Merchandising SystemДокумент60 страницMerchandising SystemMuhammad_Hasan_163888% (8)
- Bengali Section - All Previous Years Bank QuestionДокумент17 страницBengali Section - All Previous Years Bank QuestionZahid HassanОценок пока нет
- TRI 3005 Garment Washing Techniques For Cotton ApparelДокумент13 страницTRI 3005 Garment Washing Techniques For Cotton Apparelapi-26494555Оценок пока нет
- 7 ELECTRICAL PARTS LIST TITLEДокумент14 страниц7 ELECTRICAL PARTS LIST TITLEokeinfoОценок пока нет
- 1306a-E87tag6 PN3049Документ2 страницы1306a-E87tag6 PN3049Md Sh100% (2)
- Atomic 4 Parts ListДокумент72 страницыAtomic 4 Parts ListRobertОценок пока нет
- 2 1105693707 PDFДокумент61 страница2 1105693707 PDFAguinaldo OliveiraОценок пока нет
- Falk Steelflex PDFДокумент2 страницыFalk Steelflex PDFWesleyОценок пока нет
- Smart BoomДокумент10 страницSmart BoomKevine Khaled100% (1)
- History-TAPP Quiz No. 001Документ5 страницHistory-TAPP Quiz No. 001Ranier PablicoОценок пока нет
- L P GДокумент11 страницL P GPhi MacОценок пока нет
- Cineo 2560servicemanualДокумент732 страницыCineo 2560servicemanualjrusalen1100% (1)
- Aseptic FillingДокумент5 страницAseptic FillingMIKEОценок пока нет
- Bond strength of cementitious screeds on concrete bearing floorsДокумент88 страницBond strength of cementitious screeds on concrete bearing floorsAbdul HafeezОценок пока нет
- Brochure For York ChillerДокумент8 страницBrochure For York ChillervenkatearОценок пока нет
- Art Deco in Mumbai: (Theaters)Документ9 страницArt Deco in Mumbai: (Theaters)abhishekОценок пока нет
- MTL Product OverviewДокумент56 страницMTL Product OverviewAries dОценок пока нет
- Wan Bao Construction Limited: Register of Legal and Other RequirementsДокумент49 страницWan Bao Construction Limited: Register of Legal and Other RequirementsVictorОценок пока нет
- RPS Modrobs PDFДокумент3 страницыRPS Modrobs PDFHarsha NОценок пока нет
- Concrete Filled Steel TubeДокумент12 страницConcrete Filled Steel TubeYogendra SINGH PATEL100% (1)
- English Handout For Engineering (Diktat)Документ104 страницыEnglish Handout For Engineering (Diktat)Raden Mas Lukmana Tejo100% (2)
- Electrical Load Calculations for Building ConstructionДокумент16 страницElectrical Load Calculations for Building ConstructionKitz DerechoОценок пока нет
- Final - Notif September 2007Документ347 страницFinal - Notif September 2007api-26042912Оценок пока нет
- Samsung AC Manual PDFДокумент56 страницSamsung AC Manual PDFSaravanan VkОценок пока нет
- Portal Crane Systems - Dynamic Storm Brake System IIДокумент2 страницыPortal Crane Systems - Dynamic Storm Brake System IIpresydentyОценок пока нет
- EINWOOD Catalogue 2Документ40 страницEINWOOD Catalogue 2jcedricaquinoОценок пока нет
- H815 Design of All-Plywood BeamsДокумент29 страницH815 Design of All-Plywood BeamsbabshuagОценок пока нет
- Commutation Failure in HVDC PDFДокумент2 страницыCommutation Failure in HVDC PDFCodyОценок пока нет
- Diagrama Hidraulico 320d FM HarvesterДокумент1 страницаDiagrama Hidraulico 320d FM HarvesterMatiasОценок пока нет
- UT Dallas Syllabus For Mech3350.001.11s Taught by Wooram Park (wxp103020)Документ2 страницыUT Dallas Syllabus For Mech3350.001.11s Taught by Wooram Park (wxp103020)UT Dallas Provost's Technology GroupОценок пока нет
- MAXGRIPДокумент1 страницаMAXGRIPjchessaОценок пока нет
- Sectional LayoutДокумент7 страницSectional LayoutNickol Hardway100% (1)
- Tks RP Retrieval Tool: Installation, Operation & Maintenance InstructionsДокумент30 страницTks RP Retrieval Tool: Installation, Operation & Maintenance Instructionssaiful anwarОценок пока нет
- Guidelines for Implementing Process Safety ManagementОт EverandGuidelines for Implementing Process Safety ManagementОценок пока нет
- Safety Critical Systems Handbook: A Straight forward Guide to Functional Safety, IEC 61508 (2010 EDITION) and Related Standards, Including Process IEC 61511 and Machinery IEC 62061 and ISO 13849От EverandSafety Critical Systems Handbook: A Straight forward Guide to Functional Safety, IEC 61508 (2010 EDITION) and Related Standards, Including Process IEC 61511 and Machinery IEC 62061 and ISO 13849Рейтинг: 4 из 5 звезд4/5 (5)
- A Poison Like No Other: How Microplastics Corrupted Our Planet and Our BodiesОт EverandA Poison Like No Other: How Microplastics Corrupted Our Planet and Our BodiesРейтинг: 5 из 5 звезд5/5 (1)
- Practical Industrial Safety, Risk Assessment and Shutdown SystemsОт EverandPractical Industrial Safety, Risk Assessment and Shutdown SystemsРейтинг: 4 из 5 звезд4/5 (11)
- Chemical Process Safety: Learning from Case HistoriesОт EverandChemical Process Safety: Learning from Case HistoriesРейтинг: 4 из 5 звезд4/5 (14)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsОт EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsОценок пока нет
- Incidents That Define Process SafetyОт EverandIncidents That Define Process SafetyОценок пока нет
- Safety Fundamentals and Best Practices in Construction IndustryОт EverandSafety Fundamentals and Best Practices in Construction IndustryОценок пока нет
- Trevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationОт EverandTrevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationОценок пока нет
- Inherently Safer Chemical Processes: A Life Cycle ApproachОт EverandInherently Safer Chemical Processes: A Life Cycle ApproachРейтинг: 5 из 5 звезд5/5 (1)
- Rules of Thumb for Maintenance and Reliability EngineersОт EverandRules of Thumb for Maintenance and Reliability EngineersРейтинг: 4.5 из 5 звезд4.5/5 (12)
- A Complete Guide to Safety Officer Interview Questions and AnswersОт EverandA Complete Guide to Safety Officer Interview Questions and AnswersРейтинг: 4 из 5 звезд4/5 (1)
- The Invisible Rainbow: A History of Electricity and LifeОт EverandThe Invisible Rainbow: A History of Electricity and LifeРейтинг: 4.5 из 5 звезд4.5/5 (21)
- One Health: Integrated Approach to 21st Century Challenges to HealthОт EverandOne Health: Integrated Approach to 21st Century Challenges to HealthJoana C. PrataОценок пока нет
- Radium Girls: Women and Industrial Health Reform, 1910-1935От EverandRadium Girls: Women and Industrial Health Reform, 1910-1935Рейтинг: 4.5 из 5 звезд4.5/5 (4)
- Fire Fighting Pumping Systems at Industrial FacilitiesОт EverandFire Fighting Pumping Systems at Industrial FacilitiesРейтинг: 4.5 из 5 звезд4.5/5 (3)
- Handbook of Fire and Explosion Protection Engineering Principles: for Oil, Gas, Chemical and Related FacilitiesОт EverandHandbook of Fire and Explosion Protection Engineering Principles: for Oil, Gas, Chemical and Related FacilitiesРейтинг: 4.5 из 5 звезд4.5/5 (2)
- Electrical Safety Code Manual: A Plain Language Guide to National Electrical Code, OSHA and NFPA 70EОт EverandElectrical Safety Code Manual: A Plain Language Guide to National Electrical Code, OSHA and NFPA 70EРейтинг: 3 из 5 звезд3/5 (6)
- The Safety Critical Systems Handbook: A Straightforward Guide to Functional Safety: IEC 61508 (2010 Edition), IEC 61511 (2015 Edition) and Related GuidanceОт EverandThe Safety Critical Systems Handbook: A Straightforward Guide to Functional Safety: IEC 61508 (2010 Edition), IEC 61511 (2015 Edition) and Related GuidanceРейтинг: 5 из 5 звезд5/5 (1)
- Guidelines for Process Safety in Bioprocess Manufacturing FacilitiesОт EverandGuidelines for Process Safety in Bioprocess Manufacturing FacilitiesОценок пока нет
- Establishing an occupational health & safety management system based on ISO 45001От EverandEstablishing an occupational health & safety management system based on ISO 45001Рейтинг: 4 из 5 звезд4/5 (5)