Вам также может понравиться
- Inform 3Документ6 страницInform 3Paula RinconОценок пока нет
- Ejercicios.1-Varios Equipos, Multicomponentes, Sin RX PDFДокумент4 страницыEjercicios.1-Varios Equipos, Multicomponentes, Sin RX PDFMafee VelezОценок пока нет
- Design and Control of A Separation Process For Bioethanol Purification by Reactive DistillationДокумент6 страницDesign and Control of A Separation Process For Bioethanol Purification by Reactive DistillationsamandondonОценок пока нет
- Official Report Practicum of Chemical Separation Principles Fracsination DestilationДокумент22 страницыOfficial Report Practicum of Chemical Separation Principles Fracsination DestilationFitriyah AbidinОценок пока нет
- Removal of Benzene From GasolineДокумент24 страницыRemoval of Benzene From GasolineNicholas Cecil Munsami100% (1)
- Process Biochemistry: Aniket Kale, Munir CheryanДокумент5 страницProcess Biochemistry: Aniket Kale, Munir Cheryanrobert winnickiОценок пока нет
- Chem Print1Документ5 страницChem Print1Donna VelascoОценок пока нет
- Mass LabДокумент13 страницMass Labhagt813Оценок пока нет
- Pro Sim Plus E05 - HeterogeneousAzeotropicDistillationДокумент12 страницPro Sim Plus E05 - HeterogeneousAzeotropicDistillationAnas FoulОценок пока нет
- Chm412 Experiment 1 Fazni 1Документ3 страницыChm412 Experiment 1 Fazni 1sandalailaОценок пока нет
- CHE435 Week 5 LabДокумент19 страницCHE435 Week 5 LabStolen RememberОценок пока нет
- CN3132 Separation Processes (II) Homework 3Документ1 страницаCN3132 Separation Processes (II) Homework 3Wei ChitОценок пока нет
- TK-315 CPI2 - 1 - NonReacting SystemsДокумент37 страницTK-315 CPI2 - 1 - NonReacting SystemsIndahОценок пока нет
- Perancangan Sistem/ Jaringan Pemisah & Recycle: Perancangan Proses Kimia (ChemicalДокумент40 страницPerancangan Sistem/ Jaringan Pemisah & Recycle: Perancangan Proses Kimia (ChemicalbudiОценок пока нет
- Azeotropic Distillation ReportДокумент2 страницыAzeotropic Distillation ReportKaye CaqОценок пока нет
- TK-315 CPI2 - 1 - NonReacting SystemsДокумент34 страницыTK-315 CPI2 - 1 - NonReacting SystemsMuhammad IkbalОценок пока нет
- Analysis of Azeotropic Distillation Using CyclohexaneДокумент8 страницAnalysis of Azeotropic Distillation Using CyclohexaneJose SalgadoОценок пока нет
- LN Meb 4Документ18 страницLN Meb 4Siti Noranisa hidayahОценок пока нет
- Extraction and Refining of Essential Oil From Australian Tea Tree, Melaleuca Alterfornia, and The Antimicrobial Activity in Cosmetic ProductsДокумент8 страницExtraction and Refining of Essential Oil From Australian Tea Tree, Melaleuca Alterfornia, and The Antimicrobial Activity in Cosmetic ProductsHiền Đăng NguyễnОценок пока нет
- Modelling FinalДокумент14 страницModelling Finalmirdza94Оценок пока нет
- Benyahia Energy Evaluation of Ethanol Dehydration With Glycol Mixture As EntrainerДокумент8 страницBenyahia Energy Evaluation of Ethanol Dehydration With Glycol Mixture As EntrainerRajendraОценок пока нет
- Extractive Distillation of Acetone/Methanol Mixture Using Water As EntrainerДокумент8 страницExtractive Distillation of Acetone/Methanol Mixture Using Water As EntrainernataliaОценок пока нет
- 4 Material Balances Multiple Unit ProcessesДокумент18 страниц4 Material Balances Multiple Unit ProcessesSnow Drop100% (3)
- Introduction PTДокумент5 страницIntroduction PTwakОценок пока нет
- Lab 2 HYSYS Full ReportДокумент12 страницLab 2 HYSYS Full ReportleenzalalОценок пока нет
- Last Class: Classifying Process TypesДокумент43 страницыLast Class: Classifying Process TypesStevenОценок пока нет
- Distillation Process For Recovery of Methyl Isobutyl KetoneДокумент5 страницDistillation Process For Recovery of Methyl Isobutyl Ketonesolehah misniОценок пока нет
- Bioethanol Manufacturing From Lignocellulosic BiomassДокумент7 страницBioethanol Manufacturing From Lignocellulosic BiomassRifqiОценок пока нет
- ReportДокумент5 страницReportAniruddhaDuttaОценок пока нет
- Predicting The Azeotropic of Citronellal Enrichment Using Process Simulator PDFДокумент5 страницPredicting The Azeotropic of Citronellal Enrichment Using Process Simulator PDFmacleod230286Оценок пока нет
- Org Chem Lab ReportДокумент5 страницOrg Chem Lab ReportAyshee CapuchinoОценок пока нет
- Liquid Liquid Extraction Using The Composition-Induced Phase Separation ProcessДокумент9 страницLiquid Liquid Extraction Using The Composition-Induced Phase Separation ProcessRafiHunJianОценок пока нет
- CBE 202 Homework #1: Introduction To Chemical and Biomolecular EngineeringДокумент2 страницыCBE 202 Homework #1: Introduction To Chemical and Biomolecular Engineering김민성Оценок пока нет
- Chemical Process CalculationДокумент14 страницChemical Process CalculationaargovindОценок пока нет
- EthyleneДокумент8 страницEthyleneEman El Dsouky100% (1)
- DistillationДокумент26 страницDistillationRafique Ahmed AbroОценок пока нет
- Extraction of Insulin Like Compound From Bitter MelonДокумент35 страницExtraction of Insulin Like Compound From Bitter MelonNurul Hidayah Hamzah100% (1)
- Lab Report Distillation Column PDFДокумент26 страницLab Report Distillation Column PDFGebrina RizkiaОценок пока нет
- Experiment Liquid-Liquid ExtractionДокумент5 страницExperiment Liquid-Liquid Extractionhasiqmal0% (1)
- Revision - Mass BalanceДокумент3 страницыRevision - Mass BalancePorkkodi SugumaranОценок пока нет
- DistillationДокумент12 страницDistillationAbhishek SardaОценок пока нет
- Chapter 8 ExtractionДокумент11 страницChapter 8 ExtractionPhuong CR100% (1)
- Formal Report Distillation of ALcoholic BeveragesДокумент12 страницFormal Report Distillation of ALcoholic Beveragespatricia_moran_4Оценок пока нет
- Tugas 2Документ1 страницаTugas 2Christy PanjaitanОценок пока нет
- Styrene ProductionДокумент12 страницStyrene ProductionMoni ValinschiОценок пока нет
- Separation Processes IДокумент3 страницыSeparation Processes IAmesh Chiyogami100% (1)
- Assignment Filtration AdsorptionДокумент65 страницAssignment Filtration AdsorptionAGA100% (1)
- Problem Set - Process Calculation Mass Balance (Without Reaction)Документ1 страницаProblem Set - Process Calculation Mass Balance (Without Reaction)Aayush Jha SauravОценок пока нет
- Azeotrope Distillation With CyclohexaneДокумент12 страницAzeotrope Distillation With CyclohexaneTanuj JoshiОценок пока нет
- Dme Simulation With DwsimДокумент4 страницыDme Simulation With Dwsimingegnere1234Оценок пока нет
- PetДокумент13 страницPetA MahmoodОценок пока нет
- 7.7 - Liquid-Liquid Extractions - Chemistry LibreTextsДокумент8 страниц7.7 - Liquid-Liquid Extractions - Chemistry LibreTextsOmoshalewa AjayiОценок пока нет
- Separation and Purification Technology: William L. LuybenДокумент12 страницSeparation and Purification Technology: William L. LuybenAnkit KumarОценок пока нет
- VI Sem Mass Transfer Lab ManualДокумент53 страницыVI Sem Mass Transfer Lab Manualoctoviancletus80% (10)
- Environmentally Friendly Oil in Water Analysis by FTIR Spectroscopy, Based On ASTM D7678-11Документ6 страницEnvironmentally Friendly Oil in Water Analysis by FTIR Spectroscopy, Based On ASTM D7678-11salvaleuvenОценок пока нет
- Proses Produksi EtanolДокумент8 страницProses Produksi Etanollarasaticandra104Оценок пока нет
- LLE OngoingДокумент13 страницLLE OngoingAmirul IzanОценок пока нет
- Recovering Bioactive Compounds from Agricultural WastesОт EverandRecovering Bioactive Compounds from Agricultural WastesVan Tang NguyenОценок пока нет
- Operator's Guide to General Purpose Steam Turbines: An Overview of Operating Principles, Construction, Best Practices, and TroubleshootingОт EverandOperator's Guide to General Purpose Steam Turbines: An Overview of Operating Principles, Construction, Best Practices, and TroubleshootingРейтинг: 5 из 5 звезд5/5 (1)
- Emulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingОт EverandEmulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingРейтинг: 5 из 5 звезд5/5 (3)
- Yoshizawa 15Документ4 страницыYoshizawa 15Glorie Mae BurerosОценок пока нет
- Energy and Greenhouse Gas Emissions Effects of Fuel EthanolДокумент12 страницEnergy and Greenhouse Gas Emissions Effects of Fuel EthanolGlorie Mae BurerosОценок пока нет
- Visayas RSM 3 LA CuevasДокумент45 страницVisayas RSM 3 LA CuevasGlorie Mae BurerosОценок пока нет
- 5 Paper 2 Biodiesel Plant Design For Rural ApplicationДокумент8 страниц5 Paper 2 Biodiesel Plant Design For Rural ApplicationGlorie Mae BurerosОценок пока нет
- 2 Out of 3 or 4Документ6 страниц2 Out of 3 or 4Glorie Mae BurerosОценок пока нет
- 58 60 Pmrapr89Документ3 страницы58 60 Pmrapr89Glorie Mae BurerosОценок пока нет
- Physical and Chemical Characteristics and Sensory Evaluation of PomegranateДокумент12 страницPhysical and Chemical Characteristics and Sensory Evaluation of PomegranateJefferson ThiamОценок пока нет
- Tabla de DatosДокумент40 страницTabla de DatosGlorie Mae BurerosОценок пока нет
- Homework 11. ProcessДокумент6 страницHomework 11. ProcessNur Amira Mardiana ZulkifliОценок пока нет
- Tesser 2005Документ5 страницTesser 2005Glorie Mae BurerosОценок пока нет
- NRTL ParametersДокумент3 страницыNRTL ParameterskaramniaОценок пока нет
- Tuek 2011Документ8 страницTuek 2011Glorie Mae BurerosОценок пока нет
- Assignment 4Документ3 страницыAssignment 4Jessica SaballeroОценок пока нет
- Request For Profiles - 03.10.08Документ2 страницыRequest For Profiles - 03.10.08Glorie Mae BurerosОценок пока нет
- 995892d36f2eac781e7d2ea109e7f82b_541c30957a2531eae2af31529517988fДокумент10 страниц995892d36f2eac781e7d2ea109e7f82b_541c30957a2531eae2af31529517988fGlorie Mae BurerosОценок пока нет
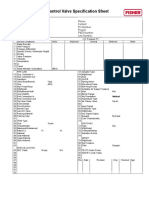
- Control Valve Specification SheetДокумент1 страницаControl Valve Specification SheetGlorie Mae BurerosОценок пока нет
- Visayas RSM 3 LA CuevasДокумент45 страницVisayas RSM 3 LA CuevasGlorie Mae BurerosОценок пока нет
- CrystalstructureДокумент71 страницаCrystalstructureGlorie Mae BurerosОценок пока нет
- BookmarksДокумент4 страницыBookmarksGlorie Mae BurerosОценок пока нет
- PollutionДокумент8 страницPollutionGlorie Mae BurerosОценок пока нет
- Tabla de DatosДокумент40 страницTabla de DatosGlorie Mae BurerosОценок пока нет
- Homework 11. ProcessДокумент6 страницHomework 11. ProcessNur Amira Mardiana ZulkifliОценок пока нет
- 9db8da9d7ad8e2adbfde914afdc4a543_45e5f3688c6cad3665911e65d8771e8fДокумент13 страниц9db8da9d7ad8e2adbfde914afdc4a543_45e5f3688c6cad3665911e65d8771e8fGlorie Mae BurerosОценок пока нет
- Agua de Gloria Id-1Документ1 страницаAgua de Gloria Id-1Glorie Mae BurerosОценок пока нет
- Esterification of Higher Fatty Acids by A Novel Strong Solid AcidДокумент5 страницEsterification of Higher Fatty Acids by A Novel Strong Solid AcidGlorie Mae BurerosОценок пока нет
- Preparation of CSAC MethodsДокумент3 страницыPreparation of CSAC MethodsGlorie Mae BurerosОценок пока нет
- Sepulveda 2011Документ6 страницSepulveda 2011Glorie Mae BurerosОценок пока нет
- Critique On PD 856 Industrial HygieneДокумент2 страницыCritique On PD 856 Industrial HygieneGlorie Mae BurerosОценок пока нет
- Esterification of Higher Fatty Acids by A Novel Strong Solid AcidДокумент5 страницEsterification of Higher Fatty Acids by A Novel Strong Solid AcidGlorie Mae BurerosОценок пока нет
- Mind Map of The Principles of Professional ConductДокумент1 страницаMind Map of The Principles of Professional ConductGlorie Mae BurerosОценок пока нет
- Logistic RegressionДокумент7 страницLogistic RegressionShashank JainОценок пока нет
- Ce-Series - TK60981-ML-18 IM - Rev - 0 - 05-13Документ96 страницCe-Series - TK60981-ML-18 IM - Rev - 0 - 05-13VERDADE MUNDIAL GUERRAОценок пока нет
- Rsi r2 Super Rsi FaqДокумент14 страницRsi r2 Super Rsi FaqChandrasekar Chandramohan100% (1)
- Community Profile and Baseline DataДокумент7 страницCommunity Profile and Baseline DataEJ RaveloОценок пока нет
- AYUMJAДокумент1 страницаAYUMJASoumet Das SoumetОценок пока нет
- Template Budget ProposalДокумент4 страницыTemplate Budget ProposalimamОценок пока нет
- Blake Mouton Managerial GridДокумент3 страницыBlake Mouton Managerial GridRashwanth Tc100% (1)
- "Tell Me and I Forget, Teach Me and I May Remember, Involve MeДокумент1 страница"Tell Me and I Forget, Teach Me and I May Remember, Involve MeBesufkad Yalew YihunОценок пока нет
- Names of Planner(s) : Style of Experience: (Whole Class, Small Group, Etc.) Lab: KindergartenДокумент4 страницыNames of Planner(s) : Style of Experience: (Whole Class, Small Group, Etc.) Lab: Kindergartenapi-428128701Оценок пока нет
- 5620 SAM Rel 14 License Point Configuration ToolДокумент416 страниц5620 SAM Rel 14 License Point Configuration Toolluis100% (1)
- Pam8610 PDFДокумент15 страницPam8610 PDFRaka Satria PradanaОценок пока нет
- Construction Project - Life Cycle PhasesДокумент4 страницыConstruction Project - Life Cycle Phasesaymanmomani2111Оценок пока нет
- Engineering Ethics in Practice ShorterДокумент79 страницEngineering Ethics in Practice ShorterPrashanta NaikОценок пока нет
- Project Name: Repair of Afam Vi Boiler (HRSG) Evaporator TubesДокумент12 страницProject Name: Repair of Afam Vi Boiler (HRSG) Evaporator TubesLeann WeaverОценок пока нет
- Core CompetenciesДокумент3 страницыCore Competenciesapi-521620733Оценок пока нет
- IJRHAL - Exploring The Journey of Steel Authority of India (SAIL) As A Maharatna CompanyДокумент12 страницIJRHAL - Exploring The Journey of Steel Authority of India (SAIL) As A Maharatna CompanyImpact JournalsОценок пока нет
- Jurnal Job DescriptionДокумент13 страницJurnal Job DescriptionAji Mulia PrasОценок пока нет
- MPI Unit 4Документ155 страницMPI Unit 4Dishant RathiОценок пока нет
- Transportation of CementДокумент13 страницTransportation of CementKaustubh Joshi100% (1)
- BIOAVAILABILITY AND BIOEQUIVALANCE STUDIES Final - PPTX'Документ32 страницыBIOAVAILABILITY AND BIOEQUIVALANCE STUDIES Final - PPTX'Md TayfuzzamanОценок пока нет
- Industrial ReportДокумент52 страницыIndustrial ReportSiddharthОценок пока нет
- IPA Smith Osborne21632Документ28 страницIPA Smith Osborne21632johnrobertbilo.bertilloОценок пока нет
- Code of Ethics For Civil Engineers PiceДокумент3 страницыCode of Ethics For Civil Engineers PiceEdwin Ramos Policarpio100% (3)
- The Bio-Based Economy in The NetherlandsДокумент12 страницThe Bio-Based Economy in The NetherlandsIrving Toloache FloresОценок пока нет
- SM EFATEX Rev D2 3 1 2018 PDFДокумент20 страницSM EFATEX Rev D2 3 1 2018 PDFGuilhermePlacidoОценок пока нет
- Categorical SyllogismДокумент3 страницыCategorical SyllogismYan Lean DollisonОценок пока нет
- Prediction of Compressive Strength of Research PaperДокумент9 страницPrediction of Compressive Strength of Research PaperTaufik SheikhОценок пока нет
- Amity School of Business:, Semester IV Research Methodology and Report Preparation Dr. Deepa KapoorДокумент23 страницыAmity School of Business:, Semester IV Research Methodology and Report Preparation Dr. Deepa KapoorMayank TayalОценок пока нет
- Design ProjectДокумент60 страницDesign Projectmahesh warОценок пока нет
- Wine TourismДокумент9 страницWine Tourismyarashovanilufar1999Оценок пока нет