Вам также может понравиться
- DARBY - Chemical Engineering Fluid Mechanics 3edition PDFДокумент578 страницDARBY - Chemical Engineering Fluid Mechanics 3edition PDFMiguel Zuniga100% (2)
- 4 Weeks Chemical DietДокумент2 страницы4 Weeks Chemical DietRonza AbuRahmoun Naber100% (3)
- Tailoring AutoCAD P&ID and Plant 3DДокумент194 страницыTailoring AutoCAD P&ID and Plant 3DTuấn Lữ100% (7)
- Difference Between TOFD Vs PAUT: Mohd Siraj/Knowledge Resource/free To Share With AnybodyДокумент18 страницDifference Between TOFD Vs PAUT: Mohd Siraj/Knowledge Resource/free To Share With AnybodyRahul DubeyОценок пока нет
- Lamtiation Ut ProcdureДокумент12 страницLamtiation Ut ProcduremnmsingamОценок пока нет
- D p5 BV Ms 012 Msra For BorescopeДокумент4 страницыD p5 BV Ms 012 Msra For BorescopeThinh NguyenОценок пока нет
- Magnetic Particle Examination: DateДокумент2 страницыMagnetic Particle Examination: DateAbhishek SharmaОценок пока нет
- 2168.2-2009 Computerized Radiography Testing of Mettalic Materials Using X-Rays and Gamma RaysДокумент25 страниц2168.2-2009 Computerized Radiography Testing of Mettalic Materials Using X-Rays and Gamma RaysJoselito MagatОценок пока нет
- Prosedur T, K, YДокумент28 страницProsedur T, K, YMuhammad AsrilОценок пока нет
- Super Duplex Con PAДокумент8 страницSuper Duplex Con PAanon_447449056Оценок пока нет
- P&ID and PFD DevelopmentДокумент5 страницP&ID and PFD DevelopmentAdnan RanaОценок пока нет
- Digital Radiography ReportДокумент7 страницDigital Radiography ReportadityaromasОценок пока нет
- Torsion in Beams and How To Eliminate Torsion in EtabsДокумент2 страницыTorsion in Beams and How To Eliminate Torsion in Etabsabdul khaderОценок пока нет
- Pressure Testing ProcedureДокумент14 страницPressure Testing ProcedureCepi Sindang KamulanОценок пока нет
- Universal Testing Machine PDFДокумент4 страницыUniversal Testing Machine PDFJoy Genieva67% (3)
- RT Technique Evaluation Dwsi of 1 Inch Dia PipeДокумент3 страницыRT Technique Evaluation Dwsi of 1 Inch Dia Pipemusaismail8863Оценок пока нет
- Ust ProcedureДокумент18 страницUst ProcedureVikiseptОценок пока нет
- AVS - Grouting PracticeДокумент145 страницAVS - Grouting PracticeTrudeep Dave100% (3)
- 2017 Welding Training MaterialsДокумент24 страницы2017 Welding Training MaterialsAdnan Rana100% (2)
- MEENA Internation NDT TrainingДокумент45 страницMEENA Internation NDT Trainingahmzahid100% (1)
- ZF Transmission Fault CodesДокумент48 страницZF Transmission Fault CodesAntonio Novo100% (1)
- Intro To NDTДокумент61 страницаIntro To NDTzubairsarwar912Оценок пока нет
- GE Mentor EM Weld BrochureДокумент6 страницGE Mentor EM Weld BrochuredimachampionОценок пока нет
- Radio Graphic ExaminationДокумент33 страницыRadio Graphic ExaminationSakthi PanneerSelvam Tanjai100% (6)
- D-p5-Bv-pd-005 - Paut, Issue 01, Rev 00 - Phased Array TestingДокумент40 страницD-p5-Bv-pd-005 - Paut, Issue 01, Rev 00 - Phased Array TestingThinh NguyenОценок пока нет
- BMS I-O ListДокумент5 страницBMS I-O ListCulve YonОценок пока нет
- D-p5-Bv-pd-019 - DRT, Issue 01, Rev 00 - Digital Radiography TestingДокумент28 страницD-p5-Bv-pd-019 - DRT, Issue 01, Rev 00 - Digital Radiography TestingThinh NguyenОценок пока нет
- G S Earth WireДокумент10 страницG S Earth WiresaratОценок пока нет
- Liquid Penetrant Test Procedure: Document No.: SP-1.5 Rev. 1.2Документ12 страницLiquid Penetrant Test Procedure: Document No.: SP-1.5 Rev. 1.2Anas PratamaОценок пока нет
- 3D 301 Header AnalysisДокумент19 страниц3D 301 Header AnalysisMahmoud GaberОценок пока нет
- NDT Procedure PCN Test1Документ32 страницыNDT Procedure PCN Test1Tamilarasan100% (1)
- LS - prt.TUB.073 Residual Magnetic Inspection MethodДокумент6 страницLS - prt.TUB.073 Residual Magnetic Inspection MethodAlphonse YACKAMAMBO DIBACKAОценок пока нет
- Requirements For Non-Destructive Examination Methods Eddy CurrentДокумент21 страницаRequirements For Non-Destructive Examination Methods Eddy Currentzemog001Оценок пока нет
- CV Hotrungtinh QC-NDT PDFДокумент6 страницCV Hotrungtinh QC-NDT PDFTrung Tinh HoОценок пока нет
- NDE NDT Inspection BrochureДокумент16 страницNDE NDT Inspection BrochureEngr Arfan Ali DhamrahoОценок пока нет
- Ultrasonic Inspection Report: Item Specification Inspection SubjectДокумент6 страницUltrasonic Inspection Report: Item Specification Inspection Subjectehsan.mОценок пока нет
- D-p5-Bv-pd-018 - Ut, Issue 01, Rev 00 - Ultrasonic Testing (Asme Sec V)Документ57 страницD-p5-Bv-pd-018 - Ut, Issue 01, Rev 00 - Ultrasonic Testing (Asme Sec V)Thinh NguyenОценок пока нет
- NDT For WeldersДокумент66 страницNDT For WelderssameeraОценок пока нет
- D-p5-Bv-pd-006 - Tofd, Issue 01, Rev 00 - Time of Flight Diffraction InspectionДокумент33 страницыD-p5-Bv-pd-006 - Tofd, Issue 01, Rev 00 - Time of Flight Diffraction InspectionThinh NguyenОценок пока нет
- D-p5-Bv-pd-007 - Ect, Issue 01, Rev 00 - Eddy Current TestingДокумент18 страницD-p5-Bv-pd-007 - Ect, Issue 01, Rev 00 - Eddy Current TestingThinh NguyenОценок пока нет
- D-p5-Bv-pd-017 - Pmi, Issue 01, Rev 00 - Positive Material IdentificationДокумент9 страницD-p5-Bv-pd-017 - Pmi, Issue 01, Rev 00 - Positive Material IdentificationThinh NguyenОценок пока нет
- Agpl QP RFT 03 PDFДокумент8 страницAgpl QP RFT 03 PDFMaged Ali RaghebОценок пока нет
- UT Procedure PDFДокумент23 страницыUT Procedure PDFcentaury2013Оценок пока нет
- Weld DiscontinuityДокумент61 страницаWeld DiscontinuityEKKACHAI PRABNAKORN0% (1)
- Filmbadge and TLD ManualДокумент2 страницыFilmbadge and TLD ManualAldrin Cabrera100% (1)
- Magnetic Particle Inspection - Use and Implementation of ASTM-E-1444Документ17 страницMagnetic Particle Inspection - Use and Implementation of ASTM-E-1444jaga67Оценок пока нет
- Introduction To NDT BasicДокумент27 страницIntroduction To NDT BasicAngela WalkerОценок пока нет
- RTДокумент14 страницRTaravindanОценок пока нет
- SENTINEL High Resolution Catalog May 2006Документ47 страницSENTINEL High Resolution Catalog May 2006Renato BarretoОценок пока нет
- Operating Manual CrxvisionДокумент45 страницOperating Manual CrxvisionChandrashekhar ThiramdasuОценок пока нет
- Scope of WorksДокумент3 страницыScope of WorksGovindraj KrishnanОценок пока нет
- Weld-Solution en LTR 201712 WebДокумент8 страницWeld-Solution en LTR 201712 WebLương Hồ VũОценок пока нет
- Iso 12715:2014-06 (E)Документ1 страницаIso 12715:2014-06 (E)thejusОценок пока нет
- Ultrasonic Testing of Tube To Tube SheetДокумент6 страницUltrasonic Testing of Tube To Tube SheetDARSHIL RAJPURAОценок пока нет
- Proforma Invoice 20180710Документ1 страницаProforma Invoice 20180710Ndt ElearningОценок пока нет
- Helling Katalog NDTДокумент43 страницыHelling Katalog NDTjeyaselvanmОценок пока нет
- Beamtool Scan Plan: Inspection LayoutДокумент4 страницыBeamtool Scan Plan: Inspection LayoutMohan RajОценок пока нет
- Steps For Carrying Out Radiographic Testing On Weld: 5. Calculate Exposure Time For Actual SOD (SOD-A)Документ7 страницSteps For Carrying Out Radiographic Testing On Weld: 5. Calculate Exposure Time For Actual SOD (SOD-A)CheeragОценок пока нет
- Holiday Detection in Pipeline Coatings: Standard Test Methods ForДокумент4 страницыHoliday Detection in Pipeline Coatings: Standard Test Methods ForAlejandro ValdesОценок пока нет
- Chapter 1 NDTДокумент56 страницChapter 1 NDTJohn Edward Quilang ObienaОценок пока нет
- Radiography TestingДокумент1 страницаRadiography TestingGulfnde Industrial ServicesОценок пока нет
- CV Bhaskar M KaleДокумент5 страницCV Bhaskar M KalebmkaleОценок пока нет
- Procedure For UtДокумент12 страницProcedure For UtMohammad SyeduzzamanОценок пока нет
- SafeRad PresentationДокумент280 страницSafeRad PresentationNajib BaharudinОценок пока нет
- API 570 Pipeline Inspection PDFДокумент1 страницаAPI 570 Pipeline Inspection PDFKhalidMoutarajiОценок пока нет
- Paut Paper PDFДокумент7 страницPaut Paper PDFAyesha GeОценок пока нет
- Understanding Article 2 ASME Sec V - Radiographic ExaminationДокумент46 страницUnderstanding Article 2 ASME Sec V - Radiographic Examinationrosli2503Оценок пока нет
- MEC560 Chapter 2 Metrology v1.2Документ45 страницMEC560 Chapter 2 Metrology v1.2Hazim NazarudinОценок пока нет
- TWI ADS FRM 006 00, Orders Follow UpДокумент2 страницыTWI ADS FRM 006 00, Orders Follow UpAdnan RanaОценок пока нет
- Criteri For AffiliationДокумент6 страницCriteri For AffiliationAdnan RanaОценок пока нет
- TWI-ADS-FRM-002-00, Evaluation of Suppliers (Group 3)Документ1 страницаTWI-ADS-FRM-002-00, Evaluation of Suppliers (Group 3)Adnan RanaОценок пока нет
- TWI-ADS-FRM-003-00, Request For Providing Goods From StoreДокумент2 страницыTWI-ADS-FRM-003-00, Request For Providing Goods From StoreAdnan RanaОценок пока нет
- TWI ADS FRM 005 00, Goods Services Supply RecordsДокумент2 страницыTWI ADS FRM 005 00, Goods Services Supply RecordsAdnan RanaОценок пока нет
- CP3 - 1-09 Tube Welding 2nd Edition July 2015 PDFДокумент19 страницCP3 - 1-09 Tube Welding 2nd Edition July 2015 PDFAdnan RanaОценок пока нет
- TWI-ADS-FRM-002-00, Evaluation of Suppliers (Group 1)Документ1 страницаTWI-ADS-FRM-002-00, Evaluation of Suppliers (Group 1)Adnan RanaОценок пока нет
- Twi PK: TotalДокумент1 страницаTwi PK: TotalAdnan RanaОценок пока нет
- TWI-ITS-FRM-003-00, Annual Plan of Preventive MaintenanceДокумент4 страницыTWI-ITS-FRM-003-00, Annual Plan of Preventive MaintenanceAdnan RanaОценок пока нет
- TWI ITS FRM 002 00, Computers Identification CardДокумент2 страницыTWI ITS FRM 002 00, Computers Identification CardAdnan RanaОценок пока нет
- 2016 Detail CalendarДокумент15 страниц2016 Detail CalendarAdnan RanaОценок пока нет
- Twi PK: Administration Section List of Approved Suppliers Document Code: TWI-ADS-FRM-001-00Документ1 страницаTwi PK: Administration Section List of Approved Suppliers Document Code: TWI-ADS-FRM-001-00Adnan RanaОценок пока нет
- TWI ITS FRM 001 00, Equipment ListДокумент2 страницыTWI ITS FRM 001 00, Equipment ListAdnan RanaОценок пока нет
- IWE Diploma Dates 2016-2017Документ1 страницаIWE Diploma Dates 2016-2017Adnan RanaОценок пока нет
- Goat Fattening FarmДокумент18 страницGoat Fattening FarmZohaib Pervaiz100% (2)
- Eula EngДокумент10 страницEula EngJose Antonio Paredes VeraОценок пока нет
- ReadmeДокумент1 страницаReadmeAdnan RanaОценок пока нет
- CE ArticleДокумент51 страницаCE ArticleAdnan RanaОценок пока нет
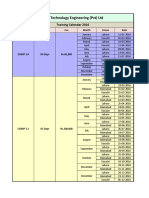
- TWI Technology Engineering (PVT) LTD: Training Calendar 2016Документ3 страницыTWI Technology Engineering (PVT) LTD: Training Calendar 2016Adnan RanaОценок пока нет
- An Introduction To:: Centrifugal Pumps - API 610 BasedДокумент11 страницAn Introduction To:: Centrifugal Pumps - API 610 BasedAdnan RanaОценок пока нет
- Muhammad Farhad Ghouri: ObjectiveДокумент2 страницыMuhammad Farhad Ghouri: ObjectiveAdnan RanaОценок пока нет
- QRG Pipe-Ammonia 06-13-14Документ2 страницыQRG Pipe-Ammonia 06-13-14Adnan RanaОценок пока нет
- OSHA Safety Sign 8.5x11 PosterДокумент1 страницаOSHA Safety Sign 8.5x11 PosterAdnan RanaОценок пока нет
- Pakistan 1113 Visual Welding Inspector - January 2016Документ1 страницаPakistan 1113 Visual Welding Inspector - January 2016Adnan RanaОценок пока нет
- Twi Brand WordallДокумент1 страницаTwi Brand WordallAdnan RanaОценок пока нет
- Lambert Conformal Conic Projection For IndiaДокумент4 страницыLambert Conformal Conic Projection For IndiaSantosh RaiОценок пока нет
- Tutorial 1 Scflow: Extract Fluid Region - Create A LidДокумент19 страницTutorial 1 Scflow: Extract Fluid Region - Create A LidZaroui Benamor AliОценок пока нет
- Agission ADU451802 Datasheet PDFДокумент1 страницаAgission ADU451802 Datasheet PDFGiang Nguyễn TrườngОценок пока нет
- Pyhsical Chem EXP 2Документ15 страницPyhsical Chem EXP 2Nurul Iman Che AwangОценок пока нет
- OceanographyДокумент8 страницOceanographyAyush PandeyОценок пока нет
- LAB REport 7Документ6 страницLAB REport 7Misbah TehseenОценок пока нет
- Me2220 Mkup Suppl 2017Документ4 страницыMe2220 Mkup Suppl 2017Harish KrishnanОценок пока нет
- Strut and TieДокумент25 страницStrut and TieKshitiz ShresthaОценок пока нет
- C4 Inlet Bellmouth Casing (Top & Bottom Half) Coating ThicknessДокумент19 страницC4 Inlet Bellmouth Casing (Top & Bottom Half) Coating ThicknessDave CheungОценок пока нет
- Riprap Revetment Ahn Polvi TrabantДокумент10 страницRiprap Revetment Ahn Polvi TrabantdihsadhisahdaОценок пока нет
- Compressible Gas Flow in PipelinesДокумент3 страницыCompressible Gas Flow in PipelinesRahul ChandrawarОценок пока нет
- MCQ Ucmp Unit Iii Chemical and Electro Chemical Energy Based ProcessesДокумент38 страницMCQ Ucmp Unit Iii Chemical and Electro Chemical Energy Based ProcessesBollu SatyanarayanaОценок пока нет
- FV/FRV Series Throttle Valves/Throttle Check Valves: SymbolДокумент2 страницыFV/FRV Series Throttle Valves/Throttle Check Valves: SymbolThyago de PaulaОценок пока нет
- Duet Dhaka University of Engineering & Technology Civil, CSE, Industrial, ArchitectureДокумент6 страницDuet Dhaka University of Engineering & Technology Civil, CSE, Industrial, ArchitectureMd Sohrab Hossain SohelОценок пока нет
- XFOIL: An Analysis and Design System For Low Reynolds Number AirfoilsДокумент2 страницыXFOIL: An Analysis and Design System For Low Reynolds Number Airfoilsmunawar mahtabОценок пока нет
- Theory Questions Asked in Mid Sem and CVMU QP - 07072023Документ26 страницTheory Questions Asked in Mid Sem and CVMU QP - 07072023a9157272235Оценок пока нет
- Glossory of CompositeДокумент125 страницGlossory of CompositeIshfaq AhmadОценок пока нет
- Handout 1 - Elements and Types of MapsДокумент3 страницыHandout 1 - Elements and Types of MapsqwdqwОценок пока нет
- Gilbert Newton Lewis1Документ4 страницыGilbert Newton Lewis1Elizabeth ChavezОценок пока нет
- Cooling Water CircuitДокумент3 страницыCooling Water CircuitJamil AhmedОценок пока нет
- Mil STD 1686CДокумент18 страницMil STD 1686CNam NguyenОценок пока нет
- Midterm Study GuideДокумент7 страницMidterm Study GuidejohntothepОценок пока нет
- Properties and Microstructures of Outlet Manifold ComponentsДокумент12 страницProperties and Microstructures of Outlet Manifold Componentsvaratharajan g rОценок пока нет