Вам также может понравиться
- Flowserve Durco CatalogДокумент36 страницFlowserve Durco CatalogbryandownОценок пока нет
- STE05121 Spreadsheet REV1 JUL03Документ11 страницSTE05121 Spreadsheet REV1 JUL03arcelitasОценок пока нет
- SF - Domestic Water PipingДокумент16 страницSF - Domestic Water PipingJahat AtencioОценок пока нет
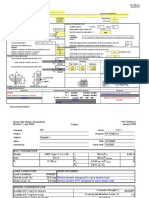
- Pressure Vessel Design (Faiz Zelin)Документ1 страницаPressure Vessel Design (Faiz Zelin)arcelitasОценок пока нет
- Hydraulic and Pneumatic EquipmentДокумент194 страницыHydraulic and Pneumatic Equipmentomesh2008Оценок пока нет
- Extraction of Metals: - The Chemistry BehindДокумент25 страницExtraction of Metals: - The Chemistry BehindSujit Singh100% (1)
- 1282094111153Документ9 страниц1282094111153PaperCraft VNОценок пока нет
- HFY-PIP-SP-00005 X Specification For Piping Materials - A-CommentedДокумент77 страницHFY-PIP-SP-00005 X Specification For Piping Materials - A-CommentedVignesh Panchabakesan100% (1)
- PipingДокумент54 страницыPipingakhilsyam21Оценок пока нет
- General Notice For AG Piping Layout - TSA - RAДокумент35 страницGeneral Notice For AG Piping Layout - TSA - RAkienhg96Оценок пока нет
- InsulationДокумент63 страницыInsulationSH1961Оценок пока нет
- Laser Modelling Interface 01Документ2 страницыLaser Modelling Interface 01Jacky WengОценок пока нет
- Piping IsometricДокумент4 страницыPiping IsometricShyam MurugesanОценок пока нет
- Design of Carbon Filters: InputsДокумент5 страницDesign of Carbon Filters: InputsarcelitasОценок пока нет
- ASME P Material Numbers ExplainedДокумент4 страницыASME P Material Numbers ExplainedFaisal MbmОценок пока нет
- Tie-In PlanningДокумент2 страницыTie-In Planningrenjithv_4Оценок пока нет
- Cathodic ProtectionДокумент6 страницCathodic ProtectionOmar DhiebОценок пока нет
- Basic Knowledge About P&IDДокумент6 страницBasic Knowledge About P&IDDaveyNОценок пока нет
- Standards Scope PDFДокумент6 страницStandards Scope PDFaravindhcamОценок пока нет
- Article 5 Piping Design Part 5 Installation and CleaningДокумент9 страницArticle 5 Piping Design Part 5 Installation and Cleaningharoon_siyech_engg100% (1)
- Technical Requirements For Pipes & FittingsДокумент7 страницTechnical Requirements For Pipes & FittingsKyaw Kyaw AungОценок пока нет
- LeachingДокумент8 страницLeachingRodolfoSottoJr.Оценок пока нет
- Tie - in ProcedureДокумент5 страницTie - in ProcedureDana Guerrero100% (7)
- Rfi Request FormДокумент1 страницаRfi Request Formvishnu300022Оценок пока нет
- Sample Problem #22Документ8 страницSample Problem #22Dozdi0% (1)
- Volume Calculation For Cooling Water NetworkДокумент14 страницVolume Calculation For Cooling Water NetworkarcelitasОценок пока нет
- ASME B 16-25 Interpretation PDFДокумент5 страницASME B 16-25 Interpretation PDFJFSC10Оценок пока нет
- PQR Group V-Asme (WI74)Документ7 страницPQR Group V-Asme (WI74)Gusrizam DanelОценок пока нет
- Autodesk Navisworks Installation GuideДокумент120 страницAutodesk Navisworks Installation GuidemindwriterОценок пока нет
- Air Reciver Vessel-1 (Compressor Unit-2)Документ5 страницAir Reciver Vessel-1 (Compressor Unit-2)MD Shadikul Huq ShezanОценок пока нет
- MB C Klasse Maintenance BookletДокумент116 страницMB C Klasse Maintenance BookletAlex BereanuОценок пока нет
- Interrupts 23Документ248 страницInterrupts 23cmchristoОценок пока нет
- Chapter 12 - Pipe Ra - 2018 - The Engineer S Guide To Plant Layout and Piping deДокумент21 страницаChapter 12 - Pipe Ra - 2018 - The Engineer S Guide To Plant Layout and Piping deezeabrilОценок пока нет
- Mechanical Engineering Drawing: SR KaleДокумент22 страницыMechanical Engineering Drawing: SR KaleAdnan RanaОценок пока нет
- Position of Welds ComparisonДокумент3 страницыPosition of Welds ComparisonYuvaraj SathishОценок пока нет
- Design & Construction of Piping SysДокумент114 страницDesign & Construction of Piping SysPedro Luis Choque MamaniОценок пока нет
- Thermal Design of Tank Suction HeaterДокумент13 страницThermal Design of Tank Suction HeaterarcelitasОценок пока нет
- GTAW Chapter 1Документ4 страницыGTAW Chapter 1Renold ElsenОценок пока нет
- Spec For Piping Painting CoatingДокумент82 страницыSpec For Piping Painting CoatingMd faizan AlamОценок пока нет
- 2011 VND O&M ManualДокумент12 страниц2011 VND O&M Manualsequeira.cedric6742Оценок пока нет
- Astm F 1980-2Документ6 страницAstm F 1980-2Gabriel BiancoОценок пока нет
- Aerospace Material Specification: Nickel Plating (Electrodeposited)Документ12 страницAerospace Material Specification: Nickel Plating (Electrodeposited)BHUSHAN100% (2)
- Coating QaДокумент17 страницCoating Qasbmmla100% (9)
- Typical Unit Plot Plan PDFДокумент1 страницаTypical Unit Plot Plan PDFArun KumarОценок пока нет
- Consumable LasДокумент35 страницConsumable LasAfifYantoMutuHОценок пока нет
- Piping IsometricsДокумент16 страницPiping IsometricsDinesh Kumar Jd100% (1)
- Pipe Color Code Standard and Piping Color Codes Chart SummaryДокумент16 страницPipe Color Code Standard and Piping Color Codes Chart Summarysirajuddin khowajaОценок пока нет
- VibrationДокумент18 страницVibrationarcelitasОценок пока нет
- API Rec 536Документ10 страницAPI Rec 536ampukakiОценок пока нет
- Astm B 633Документ41 страницаAstm B 633JOSEОценок пока нет
- PmsДокумент3 страницыPmsKurian JoseОценок пока нет
- ASME P Material Numbers: P No. EN288 Base MetalДокумент6 страницASME P Material Numbers: P No. EN288 Base Metalsagar1503100% (1)
- Asme B16.36 Int PDFДокумент3 страницыAsme B16.36 Int PDFRuben Dario Mamani ArellanoОценок пока нет
- Microborganisms Role in Industrial Microbiology and BiotechnologyДокумент36 страницMicroborganisms Role in Industrial Microbiology and BiotechnologyManu InnocentОценок пока нет
- 5.9 Plans For Erecting Large EquipmentДокумент7 страниц5.9 Plans For Erecting Large EquipmentAmeerHamzaWarraichОценок пока нет
- E1003-13 Standard Practice For Hydrostatic Leak Testing PDFДокумент3 страницыE1003-13 Standard Practice For Hydrostatic Leak Testing PDFudomОценок пока нет
- Gaurav Chudasama ContentДокумент11 страницGaurav Chudasama ContentDevashish JoshiОценок пока нет
- Buttweld Fittings Accesorios SoldadosДокумент5 страницButtweld Fittings Accesorios SoldadosJuan CadenaОценок пока нет
- PipingДокумент11 страницPipingAshley JacksonОценок пока нет
- SFA Specifications 01Документ14 страницSFA Specifications 01Yasser Abd El FattahОценок пока нет
- SSPC SpecsДокумент3 страницыSSPC SpecsAli MostafaОценок пока нет
- Fundamentals of Piping System PDFДокумент24 страницыFundamentals of Piping System PDFravi00098Оценок пока нет
- Proposal Engineer BasicsДокумент3 страницыProposal Engineer BasicsAnonymous E2oSW7Оценок пока нет
- Dots in ASME B36.10 Under Schedule TableДокумент5 страницDots in ASME B36.10 Under Schedule TableIbrahim BashaОценок пока нет
- Basics of Nitrogen Purging: Siswanto YДокумент22 страницыBasics of Nitrogen Purging: Siswanto Ydiaccessltd_17172961100% (2)
- PIPINGДокумент6 страницPIPINGMananОценок пока нет
- Butt Welds:: Nazerane Raad 1Документ18 страницButt Welds:: Nazerane Raad 1يوسف عادل حسانينОценок пока нет
- Data Flange AnsiДокумент10 страницData Flange AnsiCool LikeОценок пока нет
- ENG2068 SampleofcontentsДокумент10 страницENG2068 SampleofcontentsKlich77Оценок пока нет
- Trepanning Positioning Welding ManualДокумент14 страницTrepanning Positioning Welding ManualGovindan PerumalОценок пока нет
- Hydro Forming of T-JOINTДокумент12 страницHydro Forming of T-JOINTSenthamilselvi RamachandranОценок пока нет
- Roshan Kuckian: ExpertiseДокумент4 страницыRoshan Kuckian: ExpertiseRoshanKuckianОценок пока нет
- Piping Components: Offshore Piping Design PartДокумент45 страницPiping Components: Offshore Piping Design Partindika sunarkoОценок пока нет
- Piping ReportДокумент2 страницыPiping ReportcomyahoothanhОценок пока нет
- Tiein Planning in ConstructionДокумент1 страницаTiein Planning in Constructionnns_12100% (1)
- 06.heat Tracing GuidelinesДокумент20 страниц06.heat Tracing GuidelinesEnrique BlancoОценок пока нет
- 01.line NumberingДокумент5 страниц01.line NumberingEnrique BlancoОценок пока нет
- Piping Interview QuestionДокумент10 страницPiping Interview Questiondharmendra_kanthariaОценок пока нет
- AutoPIPE v9.5 SS4c-lowresДокумент73 страницыAutoPIPE v9.5 SS4c-lowresNeil GutierrezОценок пока нет
- 1997 - Resistance To Particle Abrasion of Selected PlasticsДокумент8 страниц1997 - Resistance To Particle Abrasion of Selected PlasticsCarlosRosaОценок пока нет
- Tank Dia & HT CalculationsДокумент3 страницыTank Dia & HT CalculationsarcelitasОценок пока нет
- Pipe Thick b31.8Документ2 страницыPipe Thick b31.8arcelitasОценок пока нет
- Duct Cost Estimator Using 2004 R.S. Means Building Construction Cost DataДокумент8 страницDuct Cost Estimator Using 2004 R.S. Means Building Construction Cost DataarcelitasОценок пока нет
- Perfiles MMДокумент31 страницаPerfiles MMarcelitasОценок пока нет
- Helpful CalculatorsДокумент26 страницHelpful CalculatorsarcelitasОценок пока нет
- CAE For ProjectДокумент17 страницCAE For ProjectarcelitasОценок пока нет
- Drain Flow CalculatorДокумент4 страницыDrain Flow CalculatorarcelitasОценок пока нет
- SW Process PlantДокумент12 страницSW Process PlantarcelitasОценок пока нет
- Supplement 1Документ11 страницSupplement 1Tabish IslamОценок пока нет
- MK GMB 07 Wettability Cap Pressure SaturationДокумент28 страницMK GMB 07 Wettability Cap Pressure SaturationRoni Hepson TambunОценок пока нет
- IGCSE Chemistry DefinitionsДокумент5 страницIGCSE Chemistry DefinitionsTanmay Karur100% (1)
- Material Safety Data Sheet: Welding Alloys USA IncДокумент4 страницыMaterial Safety Data Sheet: Welding Alloys USA IncShenny AldanaОценок пока нет
- Samalkot Lab - (16-17 SSR) (Final)Документ161 страницаSamalkot Lab - (16-17 SSR) (Final)Phani PitchikaОценок пока нет
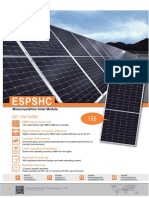
- Datasheet of ESPSHC 410-450 (166x166)Документ2 страницыDatasheet of ESPSHC 410-450 (166x166)Engetaic engenhariaОценок пока нет
- ISO 1459 Hots Dip GalvanizingДокумент4 страницыISO 1459 Hots Dip GalvanizingLe Van TamОценок пока нет
- Carrier FCUДокумент140 страницCarrier FCUInventor SolidworksОценок пока нет
- Anugrah Raya: Shear ConnectorДокумент6 страницAnugrah Raya: Shear ConnectordedeОценок пока нет
- Department of Environment and Natural Resources Environmental Management BureauДокумент22 страницыDepartment of Environment and Natural Resources Environmental Management BureauGaisano Capital Tacloban MainОценок пока нет
- Master enДокумент40 страницMaster enKosta KockovОценок пока нет
- Megadoor S1500 Brochure - HB 290Документ28 страницMegadoor S1500 Brochure - HB 290Shamsul Bahrin SulaimanОценок пока нет
- UENR58410001Документ12 страницUENR58410001Jari GoethuysОценок пока нет
- Yiheng Specifications 2020Документ6 страницYiheng Specifications 2020SAWERA TEXTILES PVT LTDОценок пока нет
- D 3633 - 98 - RDM2MZMДокумент3 страницыD 3633 - 98 - RDM2MZMluisandrade100% (1)
- High Density Polyethylene - HDPE - Pipe and FittingsДокумент8 страницHigh Density Polyethylene - HDPE - Pipe and Fittingsnilesh_erusОценок пока нет
- CuNi NUFITДокумент16 страницCuNi NUFIT9823458877Оценок пока нет