Вам также может понравиться
- Rapport Fabrication MécaniqueДокумент19 страницRapport Fabrication MécaniqueAbdelhadi Taoufik74% (57)
- 3eme Niveau Injecteur CR - FRДокумент12 страниц3eme Niveau Injecteur CR - FRSofiane Halimi100% (6)
- CCP - MP - 2007 - CorrigeДокумент7 страницCCP - MP - 2007 - Corrigejazzzy0517% (6)
- Compte Rendu TP FabricationДокумент21 страницаCompte Rendu TP FabricationIsmail Oularbi100% (1)
- UsinageДокумент44 страницыUsinageCharaf Leo100% (1)
- TP Tournage S1Документ22 страницыTP Tournage S1Naoufel Fares100% (3)
- Légende HiramДокумент4 страницыLégende HiramRosa_Tur_9524100% (2)
- Manuel TP AtelierДокумент44 страницыManuel TP AtelierAnonymous 9qKdViDP4Оценок пока нет
- Chapitre 2 Morphologie Machines Outil Commande NumeriqueДокумент19 страницChapitre 2 Morphologie Machines Outil Commande NumeriqueRoua KhalifaОценок пока нет
- Tournage Commande NumériqueДокумент9 страницTournage Commande NumériqueYassine ĐesTrôỷỹ100% (1)
- Rapport Du TP Usinage CNCДокумент9 страницRapport Du TP Usinage CNCAnass BaallaouiОценок пока нет
- CFAO TournageДокумент23 страницыCFAO TournageSidi Rach100% (1)
- Compte Rendu FCNДокумент11 страницCompte Rendu FCNYassineОценок пока нет
- TP4 - Fraisage Avec Plateau DiviseurДокумент6 страницTP4 - Fraisage Avec Plateau DiviseurКхеириддине Хамди Хамди70% (10)
- Raport de TP D'usinage CNCДокумент9 страницRaport de TP D'usinage CNCAnass BaallaouiОценок пока нет
- FraisageДокумент4 страницыFraisageAhmed Bel KaDhiОценок пока нет
- 1-Production Par CN2!26!03-2020 Ch1Документ34 страницы1-Production Par CN2!26!03-2020 Ch1jasseramamaОценок пока нет
- Cours Prog - 2 PDFДокумент120 страницCours Prog - 2 PDFmahergarfa90% (10)
- Fascicule TP Usinage 1Документ40 страницFascicule TP Usinage 1BIJOUNA BILELОценок пока нет
- 591 147-31Документ12 страниц591 147-31Elmoutawakil_H_7039Оценок пока нет
- TP FaoДокумент43 страницыTP FaoAnonymous 9qKdViDP4Оценок пока нет
- Découpage en Phases - Présentation PDFДокумент18 страницDécoupage en Phases - Présentation PDFmedОценок пока нет
- 1113984-33 Systèmes de Palpage FRДокумент44 страницы1113984-33 Systèmes de Palpage FRSdiri OùMaimàОценок пока нет
- TP - UsinageДокумент12 страницTP - UsinageBelarbi KhaledОценок пока нет
- Tournage Des Pièces MécaniquesДокумент11 страницTournage Des Pièces Mécaniqueskill3rxОценок пока нет
- DownloadДокумент10 страницDownloadHamza Bou0% (1)
- Fbrécation MecaniqueДокумент7 страницFbrécation MecaniqueMohamed BouОценок пока нет
- Compte Rendu: Mini Projet: Procédée Et Méthode de ProductionДокумент12 страницCompte Rendu: Mini Projet: Procédée Et Méthode de ProductionZied kallelОценок пока нет
- Compte Rendu Du TP TCNДокумент13 страницCompte Rendu Du TP TCNJaoui RachidОценок пока нет
- TP Fao Catia 0607Документ91 страницаTP Fao Catia 0607Youness Ouarrak100% (2)
- Rapport de TFMДокумент24 страницыRapport de TFMklaaskalengaОценок пока нет
- Corr Techn CNC 2014Документ8 страницCorr Techn CNC 2014Parc ElyesОценок пока нет
- Notice Fraiseuse MP3Документ28 страницNotice Fraiseuse MP3labfaoОценок пока нет
- Compte Rendu: Mini Projet: Procédée Et Méthode de ProductionДокумент12 страницCompte Rendu: Mini Projet: Procédée Et Méthode de Productionnihadsisi0Оценок пока нет
- 01 Programmmation CNCДокумент113 страниц01 Programmmation CNCAmeni KhaledОценок пока нет
- Brochure Usinage Grande VitesseДокумент12 страницBrochure Usinage Grande VitesseJacine BK100% (1)
- CNC MachinesДокумент69 страницCNC Machinestechno musicОценок пока нет
- Comment Realiser Un Filetage Sur Tour - CopieДокумент4 страницыComment Realiser Un Filetage Sur Tour - CopieMakrem Cherif100% (1)
- TP FrisageДокумент4 страницыTP FrisageMohamed GrineОценок пока нет
- Devoir Gm3em 29 Oct2019Документ10 страницDevoir Gm3em 29 Oct2019Parc ElyesОценок пока нет
- Présentation Du Rapport de Stage: Réalisé EncadréДокумент18 страницPrésentation Du Rapport de Stage: Réalisé EncadréMehdi LallahОценок пока нет
- Hermle Germany Eurotec-369Документ5 страницHermle Germany Eurotec-369Prof AmaraОценок пока нет
- Intercut Conference NotesДокумент27 страницIntercut Conference NotesSanene EnanasОценок пока нет
- TP Fraisage 2021 - CopieДокумент7 страницTP Fraisage 2021 - CopieMi DO IIОценок пока нет
- Catia v5 Machining Brochure FRДокумент8 страницCatia v5 Machining Brochure FRCharradi ZakariaОценок пока нет
- Usinage - Phénomène de La Coupe15 PDFДокумент49 страницUsinage - Phénomène de La Coupe15 PDFabdoul aziz zabreОценок пока нет
- Tour CNCДокумент17 страницTour CNCOussemaОценок пока нет
- Machine-Outil Commande NumeriqueДокумент4 страницыMachine-Outil Commande NumeriqueRayan BenachourОценок пока нет
- TP N°6: Atelier Lathe MachiningДокумент14 страницTP N°6: Atelier Lathe Machininglynda jerbiaОценок пока нет
- 04 BROCHURE PoinçonneuseДокумент8 страниц04 BROCHURE PoinçonneuseAnonymous CharonОценок пока нет
- Fraisage Conventionnel Avec Plateau Diviseur PDFДокумент6 страницFraisage Conventionnel Avec Plateau Diviseur PDFLibraireОценок пока нет
- Rhino CamДокумент18 страницRhino Camsalah mebroukОценок пока нет
- MachinesProf TourДокумент7 страницMachinesProf Tourlulu3232Оценок пока нет
- Le TournageДокумент11 страницLe TournageAbdessadek HamdaouiОценок пока нет
- Vitesse de Coupe Et de RotationДокумент7 страницVitesse de Coupe Et de RotationkldmntОценок пока нет
- Usinage Sur MOCNДокумент24 страницыUsinage Sur MOCNMohamed El HafidyОценок пока нет
- Travaux Diriges de Programmation Des Machines-Outils A Commande Numerique E. LefurДокумент12 страницTravaux Diriges de Programmation Des Machines-Outils A Commande Numerique E. LefurMohamedAyoubОценок пока нет
- Jenny FinalДокумент17 страницJenny FinalNaomie JenniferОценок пока нет
- Dépannage de l'impression 3D: Le manuel complet pour un dépannage rapide et facile de l'impression FDM 3DОт EverandDépannage de l'impression 3D: Le manuel complet pour un dépannage rapide et facile de l'impression FDM 3DОценок пока нет
- Les carnets de construction et vol du cerf-volant: envie de voler plus hautОт EverandLes carnets de construction et vol du cerf-volant: envie de voler plus hautРейтинг: 5 из 5 звезд5/5 (1)
- Dépannage de l'impression 3D: Le manuel complet pour un dépannage rapide et facile de l'impression FDM 3D pour les débutants et les utilisateurs avancésОт EverandDépannage de l'impression 3D: Le manuel complet pour un dépannage rapide et facile de l'impression FDM 3D pour les débutants et les utilisateurs avancésОценок пока нет
- Analyse Mathématique pour l'ingénieur: Analyse Mathématique pour l'ingénieur, #1От EverandAnalyse Mathématique pour l'ingénieur: Analyse Mathématique pour l'ingénieur, #1Оценок пока нет
- Glossaire Anglais - Francais Pour Vue-3Документ2 страницыGlossaire Anglais - Francais Pour Vue-3Hasni ChawiОценок пока нет
- Isométric 1Документ3 страницыIsométric 1Hasni ChawiОценок пока нет
- Qualif SoudeursДокумент1 страницаQualif SoudeursJaouad Id BoubkerОценок пока нет
- Guide Technique CVCДокумент66 страницGuide Technique CVCNawar Amahri100% (3)
- Cours Choix Outil Tournage PDFДокумент5 страницCours Choix Outil Tournage PDFHasni ChawiОценок пока нет
- Genie Mecanique PDFДокумент36 страницGenie Mecanique PDFHasni ChawiОценок пока нет
- French 5AX CatalogueДокумент8 страницFrench 5AX CatalogueHasni ChawiОценок пока нет
- ch6 Isostatisme PDFДокумент12 страницch6 Isostatisme PDFTriki BilelОценок пока нет
- Systeme Palpage 01 2009 32Документ63 страницыSysteme Palpage 01 2009 32Hasni ChawiОценок пока нет
- 1060 Trendnouveau Document Microsoft WordДокумент1 страница1060 Trendnouveau Document Microsoft WordHasni ChawiОценок пока нет
- 1060 Trendnouveau Document Microsoft WordДокумент1 страница1060 Trendnouveau Document Microsoft WordHasni ChawiОценок пока нет
- Thermo 3Документ4 страницыThermo 3lilian01.larocheОценок пока нет
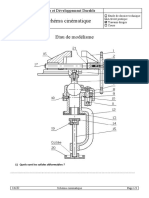
- Étau ModélismeДокумент3 страницыÉtau ModélismeAdrien LupinОценок пока нет
- AA4-Critères de Convergence Des Séries À Termes PositifsДокумент42 страницыAA4-Critères de Convergence Des Séries À Termes Positifseya nasfiОценок пока нет
- Publier Un StatutДокумент5 страницPublier Un StatutAbdourahmane FayeОценок пока нет
- BACCons Mécaniquedesfluides Exercices CH 2Документ3 страницыBACCons Mécaniquedesfluides Exercices CH 2fatihamОценок пока нет
- JANAF Termochemical TablesДокумент96 страницJANAF Termochemical TablesAlan Quintanar HaroОценок пока нет
- Atf 45-3Документ15 страницAtf 45-3ragkaraОценок пока нет
- Théorème de Banach-SteinhausДокумент3 страницыThéorème de Banach-Steinhausاميرة النومОценок пока нет
- Calcul Des LongrinesДокумент4 страницыCalcul Des Longrinesmadjid tighiltОценок пока нет
- Solution EX8, EX9Документ5 страницSolution EX8, EX9Abderrachid GAME OFFICIELОценок пока нет
- Cours Automate Scheinder TSX2-2-2Документ12 страницCours Automate Scheinder TSX2-2-2Eliance GrahoОценок пока нет
- Traitement de L'air Et Climatisation. Généralités. (O)Документ17 страницTraitement de L'air Et Climatisation. Généralités. (O)BozoОценок пока нет
- TP 4 Matlab-SimulinkДокумент6 страницTP 4 Matlab-SimulinkBelhamidi Mohammed HoussameОценок пока нет
- Isometrie Exo CorДокумент2 страницыIsometrie Exo CorCédric SorghoОценок пока нет
- La Lumière Illus-CouleursДокумент52 страницыLa Lumière Illus-Couleurszemarcelo8Оценок пока нет
- S6 Chapitre 4 Energie ChimiqueДокумент16 страницS6 Chapitre 4 Energie ChimiqueMed Raslene AlouiОценок пока нет
- Rapport de Travaux Pratiques de Mécanique Des Sols - Groupe 1 - Sous Groupe 1 PDFДокумент34 страницыRapport de Travaux Pratiques de Mécanique Des Sols - Groupe 1 - Sous Groupe 1 PDFOumarОценок пока нет
- Méthode Des Différences Finies Pour Les EDP Évolution PDFДокумент11 страницMéthode Des Différences Finies Pour Les EDP Évolution PDFAzize Razam100% (1)
- Polycopié BAEL 2 Chap 4Документ13 страницPolycopié BAEL 2 Chap 4anass benzОценок пока нет
- Corrige TD3 LM360 PDFДокумент6 страницCorrige TD3 LM360 PDFAdel LakhdariОценок пока нет
- Exercices Fonctions Affines-1Документ7 страницExercices Fonctions Affines-1Bartholomé THURОценок пока нет
- Effort Tranchant PoutreДокумент1 страницаEffort Tranchant PoutreBec RoudaynaОценок пока нет
- Exposé Confort ThermiqueДокумент25 страницExposé Confort Thermiquered maxОценок пока нет
- Aprue 10Документ8 страницAprue 10Ariel Angelo ElegbedeОценок пока нет
- CI 2020 CorrigéДокумент2 страницыCI 2020 Corrigéعبدالرحمان معامريةОценок пока нет
- PanelsДокумент7 страницPanelsalioua aliОценок пока нет
- Nouveau Document Microsoft WordДокумент10 страницNouveau Document Microsoft WordxlxlxlxlОценок пока нет