Вам также может понравиться
- Flash Otation Equipment DesignДокумент1 страницаFlash Otation Equipment DesigngreelmindОценок пока нет
- Specifications For Top Running & Under Running Single Girder Electric Traveling Cranes Utilizing Under Running Trolley HoistДокумент1 страницаSpecifications For Top Running & Under Running Single Girder Electric Traveling Cranes Utilizing Under Running Trolley HoistgreelmindОценок пока нет
- Papeo Asme b30Документ22 страницыPapeo Asme b30greelmindОценок пока нет
- Optim 500 ML Structural SteelsДокумент5 страницOptim 500 ML Structural SteelsgreelmindОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Student Exploration: Chemical EquationsДокумент6 страницStudent Exploration: Chemical EquationsAndreОценок пока нет
- Absorbance and Fluorescence Spectroscopies of Green Fluorescent ProteinДокумент24 страницыAbsorbance and Fluorescence Spectroscopies of Green Fluorescent ProteinMadel Tutor ChaturvediОценок пока нет
- Arkema Amines BrochureДокумент6 страницArkema Amines BrochureNeng Hermin SetianingsihОценок пока нет
- A New Technique of Processing For Waste-Expanded Polystyrene Foams As AggregatesДокумент7 страницA New Technique of Processing For Waste-Expanded Polystyrene Foams As Aggregatestimtoihochoi1Оценок пока нет
- Grade 9 Academic Science (SNC 1D1) Unit 2: Chemistry: Classification of MatterДокумент7 страницGrade 9 Academic Science (SNC 1D1) Unit 2: Chemistry: Classification of Matterzia mooreОценок пока нет
- Properties of Sea WaterДокумент30 страницProperties of Sea WaterHalima akterОценок пока нет
- PVC & UpvcДокумент46 страницPVC & UpvcKuldeep PanchalОценок пока нет
- 2012-3 National Chemistry OlympiadДокумент14 страниц2012-3 National Chemistry OlympiadRSLОценок пока нет
- BS en 50125-2-2003Документ18 страницBS en 50125-2-2003Muhammad Taufik100% (1)
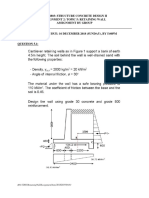
- Assignment Retaining Wall - QuestionДокумент4 страницыAssignment Retaining Wall - QuestionAidaFarzanaNanaОценок пока нет
- Antiproliferative Effect of Synadenium Grantii Hook FДокумент6 страницAntiproliferative Effect of Synadenium Grantii Hook FCesar Alberto Verastegui ZapataОценок пока нет
- AFR - Turbine PDFДокумент20 страницAFR - Turbine PDFChetanPrajapatiОценок пока нет
- Experiment 1 (Introduction)Документ16 страницExperiment 1 (Introduction)Msfaeza HanafiОценок пока нет
- Catalogo Beuchat Caca 2008Документ36 страницCatalogo Beuchat Caca 2008alexpt2000Оценок пока нет
- Atorvastatin CalciumДокумент4 страницыAtorvastatin Calciumehsan050628Оценок пока нет
- Pressurised Deaerator Head-Technical Information PDFДокумент2 страницыPressurised Deaerator Head-Technical Information PDFel doctolОценок пока нет
- DELTA 100 Technical Data Sheet April 23Документ7 страницDELTA 100 Technical Data Sheet April 23Itzel BravoОценок пока нет
- Tips On ExamДокумент12 страницTips On ExamB ruikarОценок пока нет
- 34 Samss 711Документ26 страниц34 Samss 711ShojikuriakoseTОценок пока нет
- Wolfson Eup3 Ch16 Test BankДокумент9 страницWolfson Eup3 Ch16 Test BankifghelpdeskОценок пока нет
- SOW GCE A Level - Biology - Grade10GenДокумент48 страницSOW GCE A Level - Biology - Grade10Gennugroho sumantoОценок пока нет
- PHYS 2-Course Materials Fall-2019 Upto MidT.Документ5 страницPHYS 2-Course Materials Fall-2019 Upto MidT.Mohibbullah ShovonОценок пока нет
- New Energy Efficient Car Built With 3d PrintingДокумент3 страницыNew Energy Efficient Car Built With 3d PrintingKarthi KОценок пока нет
- 102 Na04529a IlzheДокумент12 страниц102 Na04529a IlzheIstvan MadacsyОценок пока нет
- Practical Process Plant Layout and Piping DesignДокумент136 страницPractical Process Plant Layout and Piping Designgonvic7411Оценок пока нет
- Emerson.2012. The Microbial Ferrous Wheel: Iron Cycling in Terrestrial, Freshwater, and Marine Environments - BookДокумент217 страницEmerson.2012. The Microbial Ferrous Wheel: Iron Cycling in Terrestrial, Freshwater, and Marine Environments - BookMilena NovaОценок пока нет
- CATALOG Blind and Solid RivetsДокумент58 страницCATALOG Blind and Solid Rivetsjhos douglasОценок пока нет
- NIA Mechanical Insulation Appraisal: NAIMA 3E Plus ProgramДокумент7 страницNIA Mechanical Insulation Appraisal: NAIMA 3E Plus ProgramAvi NashОценок пока нет
- WEST SYSTEM Product LiteratureДокумент8 страницWEST SYSTEM Product LiteraturecockybundooОценок пока нет
- Aluminium WindowДокумент1 страницаAluminium WindowArshad MahmoodОценок пока нет