Вам также может понравиться
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- EPF75Документ7 страницEPF75sajay2010Оценок пока нет
- Indra: Firm Up No.3 Api Oil Separator Project (Civil & Building Work)Документ9 страницIndra: Firm Up No.3 Api Oil Separator Project (Civil & Building Work)sajay2010Оценок пока нет
- Graco Airless Paint PDFДокумент29 страницGraco Airless Paint PDFsajay2010Оценок пока нет
- 7000 XXXX HDPEДокумент4 страницы7000 XXXX HDPEsajay2010Оценок пока нет
- Replace No.3 API Oil Separator Project: Daily Fitup ReportДокумент20 страницReplace No.3 API Oil Separator Project: Daily Fitup Reportsajay2010Оценок пока нет
- Asme PTC 1986Документ4 страницыAsme PTC 1986AmalAhmed0% (1)
- Eot AbusДокумент21 страницаEot Abussajay2010Оценок пока нет
- RT Finalpresenatation08 161118104713Документ56 страницRT Finalpresenatation08 161118104713sajay2010Оценок пока нет
- German Samples Goethe Institute PDFДокумент28 страницGerman Samples Goethe Institute PDFsajay2010100% (1)
- Fluorocarbon Coating PDFДокумент3 страницыFluorocarbon Coating PDFsajay2010Оценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- 3M 309 MSDSДокумент6 страниц3M 309 MSDSLe Tan HoaОценок пока нет
- MCQs - Chapters 31 - 32Документ9 страницMCQs - Chapters 31 - 32Lâm Tú HânОценок пока нет
- PDS (OTO360) Form PDFДокумент2 страницыPDS (OTO360) Form PDFcikgutiОценок пока нет
- UntitledДокумент13 страницUntitledTestОценок пока нет
- Intervensi Terapi Pada Sepsis PDFДокумент28 страницIntervensi Terapi Pada Sepsis PDFifan zulfantriОценок пока нет
- Report On Marketing Strategy of Nestle MILKPAKДокумент13 страницReport On Marketing Strategy of Nestle MILKPAKAzeem Ahmad100% (1)
- Life in The Ancient WorldДокумент48 страницLife in The Ancient Worldjmagil6092100% (1)
- Optimal Dispatch of Generation: Prepared To Dr. Emaad SedeekДокумент7 страницOptimal Dispatch of Generation: Prepared To Dr. Emaad SedeekAhmedRaafatОценок пока нет
- Corvina PRIMEДокумент28 страницCorvina PRIMEMillerIndigoОценок пока нет
- Stewart, Mary - The Little BroomstickДокумент159 страницStewart, Mary - The Little BroomstickYunon100% (1)
- Research Paper On Air QualityДокумент4 страницыResearch Paper On Air Qualityluwahudujos3100% (1)
- War at Sea Clarifications Aug 10Документ4 страницыWar at Sea Clarifications Aug 10jdageeОценок пока нет
- Session4 Automotive Front End DesignДокумент76 страницSession4 Automotive Front End DesignShivprasad SavadattiОценок пока нет
- HemoptysisДокумент30 страницHemoptysisMarshall ThompsonОценок пока нет
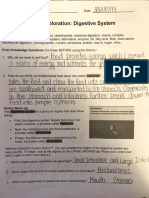
- Student Exploration: Digestive System: Food Inio Simple Nutrien/oДокумент9 страницStudent Exploration: Digestive System: Food Inio Simple Nutrien/oAshantiОценок пока нет
- Manual Samsung Galaxy S Duos GT-S7562Документ151 страницаManual Samsung Galaxy S Duos GT-S7562montesjjОценок пока нет
- Antibiotics MCQsДокумент4 страницыAntibiotics MCQsPh Israa KadhimОценок пока нет
- Microeconomics Term 1 SlidesДокумент494 страницыMicroeconomics Term 1 SlidesSidra BhattiОценок пока нет
- ISO - 21.060.10 - Bolts, Screws, Studs (List of Codes)Документ9 страницISO - 21.060.10 - Bolts, Screws, Studs (List of Codes)duraisingh.me6602Оценок пока нет
- Particle BoardДокумент1 страницаParticle BoardNamrata RamahОценок пока нет
- Monitor Stryker 26 PLGДокумент28 страницMonitor Stryker 26 PLGBrandon MendozaОценок пока нет
- Docsity Detailed Lesson Plan 5Документ4 страницыDocsity Detailed Lesson Plan 5Sydie MoredoОценок пока нет
- Ac221 and Ac211 CourseoutlineДокумент10 страницAc221 and Ac211 CourseoutlineLouis Maps MapangaОценок пока нет
- Freshers Jobs 26 Aug 2022Документ15 страницFreshers Jobs 26 Aug 2022Manoj DhageОценок пока нет
- Asuhan Keperawatan Pada Klien Dengan Proses Penyembuhan Luka. Pengkajian Diagnosa Perencanaan Implementasi EvaluasiДокумент43 страницыAsuhan Keperawatan Pada Klien Dengan Proses Penyembuhan Luka. Pengkajian Diagnosa Perencanaan Implementasi EvaluasiCak FirmanОценок пока нет
- Zahid Imran CVДокумент4 страницыZahid Imran CVDhia Hadj SassiОценок пока нет
- IFR CalculationДокумент15 страницIFR CalculationSachin5586Оценок пока нет
- Digital SLR AstrophotographyДокумент366 страницDigital SLR AstrophotographyPier Paolo GiacomoniОценок пока нет
- 21st CENTURY TECHNOLOGIES - PROMISES AND PERILS OF A DYNAMIC FUTUREДокумент170 страниц21st CENTURY TECHNOLOGIES - PROMISES AND PERILS OF A DYNAMIC FUTUREpragya89Оценок пока нет
- Hetal Patel: Team Leader - SalesДокумент2 страницыHetal Patel: Team Leader - SalesPrashant kumarОценок пока нет