Вам также может понравиться
- Valves Inspection - General Requirement - ENДокумент18 страницValves Inspection - General Requirement - ENABDELKADER BENABDALLAHОценок пока нет
- Heat Exchanger Inspection PDFДокумент8 страницHeat Exchanger Inspection PDFreezmanОценок пока нет
- Piping QC Guide (For Saudi Aramco Project)Документ11 страницPiping QC Guide (For Saudi Aramco Project)HengОценок пока нет
- Consolidated Model 2700 Pressure Safety and Relief ValvesДокумент44 страницыConsolidated Model 2700 Pressure Safety and Relief Valvesjromero_rpgОценок пока нет
- Plug ValvesДокумент14 страницPlug Valvesashish.mathur1100% (1)
- 04-SAMSS-001 Gate Valve PDFДокумент10 страниц04-SAMSS-001 Gate Valve PDFSO MOОценок пока нет
- Sa (Valves and Fittings Exam)Документ6 страницSa (Valves and Fittings Exam)rajaksekar100% (2)
- 04 Samss 035Документ16 страниц04 Samss 035liuyx866Оценок пока нет
- Valves and Valves Inspection & TestingДокумент36 страницValves and Valves Inspection & TestingSathish P Sathish PalanichamyОценок пока нет
- Crosby ReliefValve JOS JBS JLT Cat D495Документ64 страницыCrosby ReliefValve JOS JBS JLT Cat D495JudyОценок пока нет
- Valve StandardsДокумент14 страницValve StandardskandhasamykarthickОценок пока нет
- Valve Symbols: Saudi Aramco Valve InspectionДокумент20 страницValve Symbols: Saudi Aramco Valve InspectionVenkat Gokila DTОценок пока нет
- Seat Material Selection in Ball ValvesДокумент2 страницыSeat Material Selection in Ball Valvescoolguy12345Оценок пока нет
- Aramco Wellhead Christmas Tree RehabilitationДокумент9 страницAramco Wellhead Christmas Tree RehabilitationHaleem Ur Rashid BangashОценок пока нет
- UCM Ball ValvesДокумент22 страницыUCM Ball ValvesBalakrishna BisoyiОценок пока нет
- British Standard 5289: 1976: Visual InspectionДокумент10 страницBritish Standard 5289: 1976: Visual InspectionMarcelo Rodriguez FujimotoОценок пока нет
- 34 Samss 711Документ25 страниц34 Samss 711naruto256Оценок пока нет
- QAPДокумент31 страницаQAPlohitha100% (1)
- Api600 Valve Trim ChartДокумент2 страницыApi600 Valve Trim ChartBoankОценок пока нет
- 04 Samss 002 PDFДокумент8 страниц04 Samss 002 PDFnadeem shaikhОценок пока нет
- 32 Samss 007Документ38 страниц32 Samss 007sanketОценок пока нет
- JC Ball Valves Fig 6000fb 7000rb Iom Rev 4 1Документ39 страницJC Ball Valves Fig 6000fb 7000rb Iom Rev 4 1Inspection Engineer100% (1)
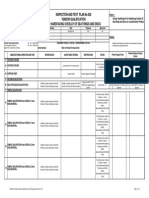
- Inspection and Test Plan No 826 Vendor Qualification For Hardfacing Overlay of Seat Rings and DiscsДокумент3 страницыInspection and Test Plan No 826 Vendor Qualification For Hardfacing Overlay of Seat Rings and DiscsGohilakrishnan ThiagarajanОценок пока нет
- 07 ValvesДокумент33 страницы07 Valvesshiva_ssk17Оценок пока нет
- Lesson Plug, Ball and Butterfly Valves: Sub-ObjectiveДокумент13 страницLesson Plug, Ball and Butterfly Valves: Sub-Objectivemister pogiОценок пока нет
- Pressure Vessel Plate InspectionДокумент5 страницPressure Vessel Plate InspectionSadashiw PatilОценок пока нет
- Butterfly Valve Info PDFДокумент14 страницButterfly Valve Info PDFCS100% (1)
- Gmaw WQTДокумент23 страницыGmaw WQTDera LesmanaОценок пока нет
- 01-SAMSS-043 2018 ASTM Carbon Steel and Low Alloy Pipes For On-Plot ApplicationsДокумент18 страниц01-SAMSS-043 2018 ASTM Carbon Steel and Low Alloy Pipes For On-Plot ApplicationsWHWEN100% (1)
- The A To Z of Valve MaterialsДокумент4 страницыThe A To Z of Valve Materialscool47guy09Оценок пока нет
- Bolt Tightening ProcedureДокумент6 страницBolt Tightening Procedureal arabiОценок пока нет
- Lateral Tee: What Is The Difference Between Lateral Tee and True WYEДокумент2 страницыLateral Tee: What Is The Difference Between Lateral Tee and True WYEAnonymous 6ZWS6IG2J9Оценок пока нет
- API 576 Inspection of Pressure-Relieving DevicesДокумент19 страницAPI 576 Inspection of Pressure-Relieving DevicesTahseen JwadОценок пока нет
- Valve Refurbishment - Technical Presentation-FinalДокумент16 страницValve Refurbishment - Technical Presentation-FinalSarathiraja Sekar100% (1)
- Valve Selection Guide: - ContentsДокумент12 страницValve Selection Guide: - ContentsAnonymous R23prjoKnoОценок пока нет
- Double Disc Gate Valve: Pressure Seal BonnetДокумент12 страницDouble Disc Gate Valve: Pressure Seal BonnetMuhammadImaduddienSalamОценок пока нет
- SAIC-D-2002 Rev 2Документ5 страницSAIC-D-2002 Rev 2ரமேஷ் பாலக்காடுОценок пока нет
- API 6D InterpretationДокумент6 страницAPI 6D InterpretationRavi MhaskeОценок пока нет
- Grove API 6d Gate Valve IomДокумент21 страницаGrove API 6d Gate Valve Iomanon_793851477Оценок пока нет
- Sree TB 0002Документ12 страницSree TB 0002Tanmoy DuttaОценок пока нет
- Oxygen Level in Purging Gas During Welding of Duplex Stainless Steel - Google GroupsДокумент6 страницOxygen Level in Purging Gas During Welding of Duplex Stainless Steel - Google GroupssanketОценок пока нет
- Valve Inspection & TestingДокумент6 страницValve Inspection & TestingRavi Shankar M GОценок пока нет
- Valves 101: Gobind KhianiДокумент56 страницValves 101: Gobind Khianikongara_inst1118Оценок пока нет
- 04 Samss 035Документ28 страниц04 Samss 035SamiОценок пока нет
- Technical Bulletin: AudcoДокумент12 страницTechnical Bulletin: AudcoHrushikesh ReddyОценок пока нет
- 04 Samss 050Документ10 страниц04 Samss 050Saeed KazemiОценок пока нет
- Samson Globe Control ValveДокумент12 страницSamson Globe Control ValveShishir DwivediОценок пока нет
- Triple-Offset Butterflyvalves PDFДокумент8 страницTriple-Offset Butterflyvalves PDFDiwakar NigamОценок пока нет
- EPRV Installation ManualДокумент21 страницаEPRV Installation ManualdrlijothomasОценок пока нет
- Valve StandardsДокумент15 страницValve StandardsabduОценок пока нет
- 04 Samss 042Документ6 страниц04 Samss 042ShojikuriakoseTОценок пока нет
- ASTM Standards: Range of Products & Material GradeДокумент1 страницаASTM Standards: Range of Products & Material Gradeeko kusumoОценок пока нет
- RTR - Nonmetallic Pipng ProcedureДокумент16 страницRTR - Nonmetallic Pipng Proceduremoytabura96Оценок пока нет
- Control Valve Interview Questions and AnswersДокумент11 страницControl Valve Interview Questions and Answersakmal100% (2)
- Materials System SpecificationДокумент16 страницMaterials System SpecificationVijay Bhalerao100% (1)
- Brief of Variables: Smaw Gtaw Gmaw SawДокумент3 страницыBrief of Variables: Smaw Gtaw Gmaw SawAdilMunirОценок пока нет
- 04-SAMSS-053 - Nov. 28, 2013Документ8 страниц04-SAMSS-053 - Nov. 28, 2013LainhatanhОценок пока нет
- Scope: General Inspection Guidelines For Inspection of FittingsДокумент3 страницыScope: General Inspection Guidelines For Inspection of Fittingszahid_497Оценок пока нет
- Heat Exchanger InspectionДокумент7 страницHeat Exchanger InspectionHamid Albashir100% (1)
- Members ListДокумент6 страницMembers Listzahid_497Оценок пока нет
- Advertising Companies IndividualsДокумент20 страницAdvertising Companies Individualszahid_497Оценок пока нет
- For More Details Visit: OR Whats App On +971 50 1878635Документ2 страницыFor More Details Visit: OR Whats App On +971 50 1878635zahid_497Оценок пока нет
- 3556 - Etisalat - ID Exception-App Form - Eng Oct 2012Документ2 страницы3556 - Etisalat - ID Exception-App Form - Eng Oct 2012zahid_497Оценок пока нет
- Canada Sample Email DataДокумент2 страницыCanada Sample Email Datazahid_497Оценок пока нет
- LIT - Portable 260-CFM - SSL PDFДокумент2 страницыLIT - Portable 260-CFM - SSL PDFzahid_497Оценок пока нет
- Recruitment 2017 EnglishДокумент16 страницRecruitment 2017 Englishzahid_497Оценок пока нет
- Pressure VesselДокумент3 страницыPressure Vesselzahid_497Оценок пока нет
- Welding InspectionДокумент7 страницWelding Inspectionzahid_497100% (1)
- CompressorДокумент8 страницCompressorzahid_497Оценок пока нет
- BN-G-Y018 Non-Destructive Examination: 18.1 ScopeДокумент3 страницыBN-G-Y018 Non-Destructive Examination: 18.1 Scopezahid_497Оценок пока нет
- Scope: PurposeДокумент4 страницыScope: Purposezahid_497Оценок пока нет
- TG13 PDFДокумент8 страницTG13 PDFzahid_497Оценок пока нет
- Container ChecklistДокумент1 страницаContainer Checklistzahid_497100% (1)
- Scope: General Inspection Guidelines For Inspection of FittingsДокумент3 страницыScope: General Inspection Guidelines For Inspection of Fittingszahid_497Оценок пока нет
- Scope: PurposeДокумент4 страницыScope: Purposezahid_497Оценок пока нет
- Scope: PurposeДокумент5 страницScope: Purposezahid_497100% (1)
- Driving TipsДокумент3 страницыDriving Tipszahid_497Оценок пока нет
- Scope: Chemical Properties: Chemical Properties Should Be Verified With RespectДокумент3 страницыScope: Chemical Properties: Chemical Properties Should Be Verified With Respectzahid_497Оценок пока нет
- TUV Certificate 2015Документ7 страницTUV Certificate 2015zahid_497100% (1)
- Pollution Prevention Opportunities ChecklistДокумент7 страницPollution Prevention Opportunities Checklistzahid_497Оценок пока нет
- DM-PH&SD-P4-TG07 - (Technical Guidelines For Paint Spray Booths)Документ6 страницDM-PH&SD-P4-TG07 - (Technical Guidelines For Paint Spray Booths)zahid_497Оценок пока нет
- Tridecs: Quality Assurance ManualДокумент35 страницTridecs: Quality Assurance Manualzahid_497Оценок пока нет
- Forkliftmaintchklst PDFДокумент1 страницаForkliftmaintchklst PDFzahid_497Оценок пока нет
- Level 3: Machine Level 4: Component Level 5: Unit (1st Digit) Level 6: Unit (2nd Digit)Документ14 страницLevel 3: Machine Level 4: Component Level 5: Unit (1st Digit) Level 6: Unit (2nd Digit)Ace MiadzОценок пока нет
- EP FA IN 01 PH Philosophy For Instrumentation and Instrument Air - Rev-2 - 2009-09-01.doДокумент45 страницEP FA IN 01 PH Philosophy For Instrumentation and Instrument Air - Rev-2 - 2009-09-01.doVasile MadalinОценок пока нет
- Flanges & Pipe FittingsДокумент236 страницFlanges & Pipe FittingsAdem AltanОценок пока нет
- STOD-GEN-AED-0000-PR-DAT-0009 - Anaguid Inlet Separator Data SheetДокумент6 страницSTOD-GEN-AED-0000-PR-DAT-0009 - Anaguid Inlet Separator Data SheetAHMED AMIRAОценок пока нет
- SPEC For Chilled Water Pipework and FittingsДокумент4 страницыSPEC For Chilled Water Pipework and FittingsonspsnonsОценок пока нет
- Engineering Tools Standard Flange Dimension: Download ANSI StandardsДокумент1 страницаEngineering Tools Standard Flange Dimension: Download ANSI Standardsandersson benito herreraОценок пока нет
- Materials System SpecificationДокумент11 страницMaterials System SpecificationJeck MaquitedОценок пока нет
- Anderson Greenwood A SeriesДокумент13 страницAnderson Greenwood A SeriesHafzi50% (2)
- GS Saf 321aДокумент20 страницGS Saf 321aAhmad SaeedОценок пока нет
- Jis & KS Flange (Ok)Документ10 страницJis & KS Flange (Ok)truongОценок пока нет
- 4911ProcessReq Rev10-041018Документ36 страниц4911ProcessReq Rev10-041018Ibrahim Ben AmeurОценок пока нет
- Final Submittal For Butterfly Valve - Dairy Farm Revised 20-8-2017Документ95 страницFinal Submittal For Butterfly Valve - Dairy Farm Revised 20-8-2017Unni CyriacОценок пока нет
- ChimneyДокумент15 страницChimneyLILISОценок пока нет
- Instruction Manual Fisher Hps C HPT C ValvesДокумент24 страницыInstruction Manual Fisher Hps C HPT C ValvesSadra PandorraОценок пока нет
- Senior Flexonics Expansion JointsДокумент93 страницыSenior Flexonics Expansion JointssunethbabuОценок пока нет
- EN13445 TWR OutДокумент124 страницыEN13445 TWR OutCosimoОценок пока нет
- FOX 3F Water Combination Air Valve 11.2021Документ4 страницыFOX 3F Water Combination Air Valve 11.2021bre brilianОценок пока нет
- Gs106-1 - Cement-Mortar Lined Steel Pipe and FittingsДокумент39 страницGs106-1 - Cement-Mortar Lined Steel Pipe and FittingsMohamed AhmedОценок пока нет
- 4jg1 Tpa Engine Parts Manual Dmax Engine ManualДокумент76 страниц4jg1 Tpa Engine Parts Manual Dmax Engine Manualrectificamos100% (1)
- Nozzle N5 and N3Документ48 страницNozzle N5 and N3Mudasar IshtiaqОценок пока нет
- 6 5 Cylin Atten - Prigusivac BukeДокумент12 страниц6 5 Cylin Atten - Prigusivac BukezigicsasaОценок пока нет
- Hein Krimpenfort - TECNIFLOW Feluwa-RELAVES PERU 20 DEEVДокумент40 страницHein Krimpenfort - TECNIFLOW Feluwa-RELAVES PERU 20 DEEVrolandoh1Оценок пока нет
- CMT Waveguide Handbook Part 1 With HighlightsДокумент98 страницCMT Waveguide Handbook Part 1 With HighlightsoinkОценок пока нет
- Pv-Elite He 101 - Rev 7Документ118 страницPv-Elite He 101 - Rev 7Dwi Putra100% (1)
- Understanding Brittle Fracture and How To Detect ItДокумент21 страницаUnderstanding Brittle Fracture and How To Detect ItOlusayoОценок пока нет
- Plidco Flange+Repair Ring: Installation InstructionsДокумент40 страницPlidco Flange+Repair Ring: Installation InstructionsRodolfo Cruz LaraОценок пока нет
- EcoFIT System BrochureДокумент12 страницEcoFIT System BrochureQubit SizedОценок пока нет
- Stud Bolt Length Calculation MethodДокумент3 страницыStud Bolt Length Calculation MethodSargunam SankaravadivelОценок пока нет
- Chave de N¡vel Vibratoria - Nivoswith - R400-500Документ2 страницыChave de N¡vel Vibratoria - Nivoswith - R400-500raphaelpessОценок пока нет
- Repair ProceduresДокумент5 страницRepair Proceduresmohd as shahiddin jafriОценок пока нет