Вам также может понравиться
- Faculty Slots Arch Deptt TIME TABLE JULY-DEC2021Документ4 страницыFaculty Slots Arch Deptt TIME TABLE JULY-DEC2021pdhurveyОценок пока нет
- Maulana Azad National Institute of Technology, BhopalДокумент1 страницаMaulana Azad National Institute of Technology, BhopalpdhurveyОценок пока нет
- Indian Institute of Technology Indore: Call For Proposals For Technology Innovation Hub (Drishti-Cps)Документ3 страницыIndian Institute of Technology Indore: Call For Proposals For Technology Innovation Hub (Drishti-Cps)pdhurveyОценок пока нет
- 164 PDFДокумент6 страниц164 PDFpdhurveyОценок пока нет
- Bridge DesignДокумент12 страницBridge DesignpdhurveyОценок пока нет
- Springer TemplateДокумент8 страницSpringer TemplateAnonymous xAjD4l6Оценок пока нет
- Format For Summer Internship ReportДокумент2 страницыFormat For Summer Internship Reportmanju47788% (24)
- RCivil PG P Adm ListДокумент7 страницRCivil PG P Adm ListpdhurveyОценок пока нет
- 10 Causes For Low Strength in ConcreteДокумент17 страниц10 Causes For Low Strength in ConcreteTatineni RaviОценок пока нет
- 10 1 1 1024 3373Документ12 страниц10 1 1 1024 3373pdhurveyОценок пока нет
- UDC (12pt Italic, Centered, Spacing Before 6 PT, Spacing After 30 PT, Keep With Next)Документ4 страницыUDC (12pt Italic, Centered, Spacing Before 6 PT, Spacing After 30 PT, Keep With Next)pdhurveyОценок пока нет
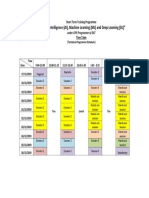
- Artificial Intelligence (AI), Machine Learning (ML) and Deep Learning (DL)Документ1 страницаArtificial Intelligence (AI), Machine Learning (ML) and Deep Learning (DL)pdhurveyОценок пока нет
- Material Testing Lab ManualДокумент80 страницMaterial Testing Lab ManualDr. Ashok Kr DargarОценок пока нет
- AI Concrete StrengthДокумент8 страницAI Concrete StrengthpdhurveyОценок пока нет
- Springer TemplateДокумент8 страницSpringer TemplateAnonymous xAjD4l6Оценок пока нет
- Investigation of Blade Performance of Horizontal Axis Wind Turbine Based On Blade Element Momentum Theory (BEMT) Using NACA AirfoilsДокумент12 страницInvestigation of Blade Performance of Horizontal Axis Wind Turbine Based On Blade Element Momentum Theory (BEMT) Using NACA AirfoilspdhurveyОценок пока нет
- Review On The Usage of Ceramic Wastes in Concrete ProductionДокумент7 страницReview On The Usage of Ceramic Wastes in Concrete ProductionpdhurveyОценок пока нет
- Sustainability 11 01081Документ17 страницSustainability 11 01081pdhurveyОценок пока нет
- Dynamic Instability Analysis of Rotating Delaminated Tapered Composite Plates Subjected To Periodic In-Plane LoadingДокумент5 страницDynamic Instability Analysis of Rotating Delaminated Tapered Composite Plates Subjected To Periodic In-Plane LoadingpdhurveyОценок пока нет
- Design-Rcc Over Head TankДокумент82 страницыDesign-Rcc Over Head Tankjay_p_shah60% (5)
- Intzetankdesign 170211222454Документ43 страницыIntzetankdesign 170211222454Vishwanath KrОценок пока нет
- Intze Water Tank Based On K. RajuДокумент49 страницIntze Water Tank Based On K. RajuRamachandra SahuОценок пока нет
- Mathematical and Computer Modelling: A. Labuschagne, N.F.J. Van Rensburg, A.J. Van Der MerweДокумент11 страницMathematical and Computer Modelling: A. Labuschagne, N.F.J. Van Rensburg, A.J. Van Der MerwepdhurveyОценок пока нет
- Exam List C CertificateДокумент1 страницаExam List C CertificatepdhurveyОценок пока нет
- Guide For Authors: Materials Today: ProceedingsДокумент3 страницыGuide For Authors: Materials Today: ProceedingspdhurveyОценок пока нет
- Template (A)Документ3 страницыTemplate (A)sushilkumarОценок пока нет
- Postbuckling Analysis of Symmetrically Laminated Composite PlatesДокумент1 страницаPostbuckling Analysis of Symmetrically Laminated Composite PlatespdhurveyОценок пока нет
- NCC Items HandoverДокумент1 страницаNCC Items HandoverpdhurveyОценок пока нет
- CardsДокумент2 страницыCardspdhurveyОценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5783)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Journal of Prostho ResearchДокумент4 страницыJournal of Prostho ResearchShraddha AgarwalОценок пока нет
- Theories of Outdoor & Adventure EducationДокумент8 страницTheories of Outdoor & Adventure EducationMohd Zaidi Abd LatifОценок пока нет
- Cambridge Primary ProgressionTests - Past Papers PDFДокумент3 страницыCambridge Primary ProgressionTests - Past Papers PDFPinky Dey8% (13)
- 1 ETA July August 2014Документ100 страниц1 ETA July August 2014Igor VasiljevicОценок пока нет
- UNIT - IV (Simulation)Документ18 страницUNIT - IV (Simulation)ram84322Оценок пока нет
- Research Proposal PromptДокумент2 страницыResearch Proposal Promptmissariadne100% (2)
- PANASONIC MD2 and E3D Chassis Technical GuideДокумент108 страницPANASONIC MD2 and E3D Chassis Technical GuideavrelecОценок пока нет
- Stages in Child Language AcquisitionДокумент27 страницStages in Child Language Acquisitionhrmt LabОценок пока нет
- Building and Using Web Services JDeveloperДокумент27 страницBuilding and Using Web Services JDeveloperVivita ContrerasОценок пока нет
- Full Download Scientific American Environmental Science For A Changing World 3rd Edition Karr Test BankДокумент36 страницFull Download Scientific American Environmental Science For A Changing World 3rd Edition Karr Test Bankdanielgraya5g100% (14)
- Full List Test Banks and Solutions Manual (Student Saver Team) 2019 Part 4Документ63 страницыFull List Test Banks and Solutions Manual (Student Saver Team) 2019 Part 4Studentt Saverr0% (1)
- Chapter 18 Theoretical Bases For Promoting Family HealthДокумент43 страницыChapter 18 Theoretical Bases For Promoting Family Healthbaashe100% (2)
- Lean LogisticsДокумент10 страницLean LogisticsSérgio BragaОценок пока нет
- Chapter 7Документ48 страницChapter 7Aufa ZainiОценок пока нет
- Sample Assignment - Summary and Connection EssayДокумент3 страницыSample Assignment - Summary and Connection Essayapi-350982796Оценок пока нет
- Hawk Eye TechnologyДокумент19 страницHawk Eye Technologyabishekcse50% (2)
- Project 619815 Epp 1 2020 1 It Eppka1 JMD MobДокумент2 страницыProject 619815 Epp 1 2020 1 It Eppka1 JMD MobSania AkhtarОценок пока нет
- Tag Definition EMVДокумент2 страницыTag Definition EMVToufiq Zafor100% (1)
- Kahoot Koonji Intro To PM Week 1 7Документ7 страницKahoot Koonji Intro To PM Week 1 7tamanna sharmaОценок пока нет
- 43-IoT - Assignment Brief 1 2018 - 2019Документ3 страницы43-IoT - Assignment Brief 1 2018 - 2019Dương Mạnh QuỳnhОценок пока нет
- Important Valeo QsДокумент7 страницImportant Valeo QsMarwan Ahmed100% (1)
- Harvard Bim-Intro 1996Документ2 страницыHarvard Bim-Intro 1996Rui GavinaОценок пока нет
- Shift Handover Tools and TemplatesДокумент8 страницShift Handover Tools and TemplatesRPM28XIОценок пока нет
- Thomson Reuters Performance SystemДокумент1 страницаThomson Reuters Performance SystemJYOTIKA WASANОценок пока нет
- Data Gathering MethodsДокумент7 страницData Gathering MethodsnormanhavazОценок пока нет
- Achieving Personal and Professional Excellence Through Goal SettingДокумент4 страницыAchieving Personal and Professional Excellence Through Goal SettingRidhima LuthraОценок пока нет
- APA7 Briefing and Workshop SummaryДокумент73 страницыAPA7 Briefing and Workshop Summaryryan angОценок пока нет
- Chapter 3Документ34 страницыChapter 3SanayaОценок пока нет
- Deeper Inside Pagerank: Amy N. Langville and Carl D. MeyerДокумент46 страницDeeper Inside Pagerank: Amy N. Langville and Carl D. MeyerZulemaОценок пока нет
- Rubric For Oral PresentationДокумент1 страницаRubric For Oral PresentationErica DomingoОценок пока нет