Вам также может понравиться
- Shallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceОт EverandShallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceОценок пока нет
- Civil Engineering Structures According to the Eurocodes: Inspection and MaintenanceОт EverandCivil Engineering Structures According to the Eurocodes: Inspection and MaintenanceОценок пока нет
- MITIJME-August-2015, Full VolumeДокумент60 страницMITIJME-August-2015, Full VolumeAbhishek SaxenaОценок пока нет
- Fracture Toughness Determinations by Means of Indentation FractureДокумент19 страницFracture Toughness Determinations by Means of Indentation FracturemailtoakhilsОценок пока нет
- Fracture ToughnessiДокумент49 страницFracture ToughnessiJithuJohnОценок пока нет
- Evaluation and Optimization of Linear Shaped Charges: AbstractДокумент10 страницEvaluation and Optimization of Linear Shaped Charges: AbstractGkcDedeОценок пока нет
- Fracture Toughness Determinations by Means of Indentation FractureДокумент19 страницFracture Toughness Determinations by Means of Indentation FractureAlessandroОценок пока нет
- Reinforced Concrete Slab Subjected To Soft Missile ImpactДокумент10 страницReinforced Concrete Slab Subjected To Soft Missile ImpactSri Kalyana Rama JyosyulaОценок пока нет
- TWI Knowledge Summary - Fitness For PurposeДокумент5 страницTWI Knowledge Summary - Fitness For Purposedhurusha100% (1)
- CIE816-Lect 5Документ18 страницCIE816-Lect 5Henry DiyokeОценок пока нет
- Tic & Tin CoatingДокумент4 страницыTic & Tin Coatingziaee950Оценок пока нет
- Fracture Mechanics and Nanotechnology For Defence by D.S.SrilakshmiДокумент7 страницFracture Mechanics and Nanotechnology For Defence by D.S.SrilakshmimycatalystsОценок пока нет
- A Model For Stresses, Crack Generation and Fracture Toughness Calculation in Scratched Tin-Coated Steel SurfacesДокумент14 страницA Model For Stresses, Crack Generation and Fracture Toughness Calculation in Scratched Tin-Coated Steel SurfacesSutha SenthilОценок пока нет
- ASTM-D5045 Fracture Toughness TestingДокумент3 страницыASTM-D5045 Fracture Toughness Testingbabak_raji100% (1)
- 6 (1) JJDДокумент8 страниц6 (1) JJDJeevОценок пока нет
- (Fracture) Intro Objective Prob StatementДокумент5 страниц(Fracture) Intro Objective Prob Statement000Оценок пока нет
- Diva Indah Fitriyah Link Artikel 3Документ5 страницDiva Indah Fitriyah Link Artikel 3Diva IndahОценок пока нет
- Fracture ToughnessДокумент8 страницFracture ToughnessrasheedqurmОценок пока нет
- Ductility of Prefabricated Cage Reinforced Concrete Beams: Analytical StudyДокумент9 страницDuctility of Prefabricated Cage Reinforced Concrete Beams: Analytical StudymagdyamdbОценок пока нет
- Fulltext - Example IIДокумент11 страницFulltext - Example IIManolo GipielaОценок пока нет
- April - June 08Документ23 страницыApril - June 08DineshОценок пока нет
- J Korean Acad Conserv DentДокумент22 страницыJ Korean Acad Conserv Dentsweet_apple921587Оценок пока нет
- HV and K1c PDFДокумент19 страницHV and K1c PDFPhung Tuan AnhОценок пока нет
- D1.formability of MetalsДокумент5 страницD1.formability of MetalsYılmaz GürpınarОценок пока нет
- By P. Chetan Phani (06010417) Deep Gandhi (06010419) Hemant Kumar Bhaskar (06010421)Документ36 страницBy P. Chetan Phani (06010417) Deep Gandhi (06010419) Hemant Kumar Bhaskar (06010421)Anonymous ouZFaSBRОценок пока нет
- Module 4 - Fracture ToughnessДокумент24 страницыModule 4 - Fracture ToughnessJohn Lexmar LeynesОценок пока нет
- Characterization and Wear Behavior of Modified Silicon NitrideДокумент7 страницCharacterization and Wear Behavior of Modified Silicon Nitriderahil7860Оценок пока нет
- Tensile Toughness Test and High Temperature Fracture Analysis of Thermal Barrier CoatingsДокумент18 страницTensile Toughness Test and High Temperature Fracture Analysis of Thermal Barrier CoatingsAyan DeyОценок пока нет
- Toughnessandfracturetoughness 160316060826Документ19 страницToughnessandfracturetoughness 160316060826adelОценок пока нет
- Fragmentation Study of Interfacial Shear Strength of Single Sic Fiber Reinforced Al After FatigueДокумент8 страницFragmentation Study of Interfacial Shear Strength of Single Sic Fiber Reinforced Al After FatigueSai SaiОценок пока нет
- T Stress DissertationДокумент39 страницT Stress DissertationPragathees RamamoorthiОценок пока нет
- Material Selection For A Pressure VesselДокумент9 страницMaterial Selection For A Pressure VesselArunkumar0% (1)
- PDFДокумент11 страницPDFElaine JohnsonОценок пока нет
- Characterization of WCCo Coatings On Metal SubstratesДокумент3 страницыCharacterization of WCCo Coatings On Metal SubstratesSayra MedellínОценок пока нет
- Advanced Assessment of The Integrity of Ductile ComponentsДокумент6 страницAdvanced Assessment of The Integrity of Ductile ComponentsAnonymous wWOWz9UnWОценок пока нет
- Pipeline InspectionДокумент7 страницPipeline InspectionSaulo RoseiraОценок пока нет
- 50 9 CR SteelsДокумент14 страниц50 9 CR SteelsLTE002Оценок пока нет
- Burdekin - Assesment of DefectsДокумент14 страницBurdekin - Assesment of DefectsFlavio BarrionuevoОценок пока нет
- STRUCTURAL PROPERTIES OF NANOCRYSTALLINE TiN FILMДокумент7 страницSTRUCTURAL PROPERTIES OF NANOCRYSTALLINE TiN FILMInternational Journal of Structronics & MechatronicsОценок пока нет
- On Engineered Cementitious Composites (ECC)Документ16 страницOn Engineered Cementitious Composites (ECC)BanОценок пока нет
- FM (Mee84) Module-5Документ16 страницFM (Mee84) Module-5sonic somannaОценок пока нет
- Experimental Investigation of Laminated Metal Matrix Composite Used in Drone FrameДокумент11 страницExperimental Investigation of Laminated Metal Matrix Composite Used in Drone FrameIJRASETPublicationsОценок пока нет
- Table of Content Content 1.0 Project Background 2Документ17 страницTable of Content Content 1.0 Project Background 2Muhammad SyahmieОценок пока нет
- Mechanical Properties For Polyester Resin Reinforce With Fe Weave WireДокумент5 страницMechanical Properties For Polyester Resin Reinforce With Fe Weave WireInternational Journal of Application or Innovation in Engineering & ManagementОценок пока нет
- Crack Tip Opening Displacement (Ctod) in Single Edge Notched Bend (Sen (B) )Документ328 страницCrack Tip Opening Displacement (Ctod) in Single Edge Notched Bend (Sen (B) )Kingsly PrakashОценок пока нет
- Penaso Bsce2c Es28a UtmДокумент4 страницыPenaso Bsce2c Es28a UtmFIONA CAITH PENASOОценок пока нет
- Friction and Flow Stress in Forming and CuttingДокумент177 страницFriction and Flow Stress in Forming and CuttingpoutchaОценок пока нет
- Selection of Steel QualityДокумент40 страницSelection of Steel QualitydaimaheshОценок пока нет
- Accepted ManuscriptДокумент33 страницыAccepted ManuscripttobamasОценок пока нет
- Exam QuestionsДокумент2 страницыExam QuestionsFalak VatsОценок пока нет
- Literature Review: Destructive Testing (Impact Testing and Fatigue Testing), Fracture Toughness and Fatigue of Engineering MaterialsДокумент10 страницLiterature Review: Destructive Testing (Impact Testing and Fatigue Testing), Fracture Toughness and Fatigue of Engineering MaterialsIvandelist XОценок пока нет
- Exp 3 CompleteДокумент19 страницExp 3 CompleteEddie TangОценок пока нет
- Numisheet 08 - Tailor Welded BlankДокумент4 страницыNumisheet 08 - Tailor Welded BlankNgoc-Trung NguyenОценок пока нет
- GK2511681173 PDFДокумент6 страницGK2511681173 PDFMona AwadОценок пока нет
- Chattopadhyay - Material-Selection-For-A-Pressure-Vessel PDFДокумент10 страницChattopadhyay - Material-Selection-For-A-Pressure-Vessel PDFRenan Gustavo PazОценок пока нет
- Reinforced Concrete Buildings: Behavior and DesignОт EverandReinforced Concrete Buildings: Behavior and DesignРейтинг: 5 из 5 звезд5/5 (1)
- Reliability of Engineering MaterialsОт EverandReliability of Engineering MaterialsAlrick L SmithОценок пока нет
- Como ResolverДокумент8 страницComo ResolverAnonymous mv84nhzОценок пока нет
- Perforacion DireccionalДокумент619 страницPerforacion DireccionalAnonymous mv84nhzОценок пока нет
- Sample Report - API RP 1102 - HighwayДокумент5 страницSample Report - API RP 1102 - Highwayaliyildizx17730Оценок пока нет
- Codes & Standards For Natural GasДокумент13 страницCodes & Standards For Natural Gasharikrishnanpd3327Оценок пока нет
- DTTL ER Oil and Gas Talent Management PDFДокумент16 страницDTTL ER Oil and Gas Talent Management PDFAnonymous mv84nhzОценок пока нет
- An Application of Hofstede Value Survey, Call Dean, 2010Документ80 страницAn Application of Hofstede Value Survey, Call Dean, 2010Anonymous mv84nhzОценок пока нет
- Strategic Planning Oil Gas Industry Course Taster PDFДокумент22 страницыStrategic Planning Oil Gas Industry Course Taster PDFvenancio-20Оценок пока нет
- DTTL ER Oil and Gas Talent Management PDFДокумент16 страницDTTL ER Oil and Gas Talent Management PDFAnonymous mv84nhzОценок пока нет
- David Versus Goliath: Pipelines, Landowners, and The Pressing Need For Law ReformДокумент15 страницDavid Versus Goliath: Pipelines, Landowners, and The Pressing Need For Law ReformAnonymous mv84nhzОценок пока нет
- Comparative Analysis of Standard Iso 28000 "Supply Chain" and Iso 55000 Asset ManagementДокумент14 страницComparative Analysis of Standard Iso 28000 "Supply Chain" and Iso 55000 Asset ManagementAnonymous mv84nhzОценок пока нет
- Dimensions of Culture QuestionnaireДокумент4 страницыDimensions of Culture QuestionnaireAnonymous mv84nhzОценок пока нет
- Values Survey Module Manual 2013Документ17 страницValues Survey Module Manual 2013Anonymous mv84nhz100% (1)
- 0029 ND PDFДокумент54 страницы0029 ND PDFditherОценок пока нет
- 0029 ND PDFДокумент54 страницы0029 ND PDFditherОценок пока нет
- ABS64-Guide For Building and Classing-Subsea Pipeline Systems and RisersДокумент214 страницABS64-Guide For Building and Classing-Subsea Pipeline Systems and Risersmoechamad_aditia100% (1)
- CEM Part-I Chap-1Документ5 страницCEM Part-I Chap-1Ignatius SamrajОценок пока нет
- Dimensiones Culturales PDFДокумент12 страницDimensiones Culturales PDFOmar Sonkuo SОценок пока нет
- 6 Min Dealing With Boredom PDFДокумент6 страниц6 Min Dealing With Boredom PDFKhôngCóTênОценок пока нет
- 0029 ND PDFДокумент54 страницы0029 ND PDFditherОценок пока нет
- Numerical Investigation On The Damping of Water in A Towing TankДокумент111 страницNumerical Investigation On The Damping of Water in A Towing TankAnonymous mv84nhzОценок пока нет
- Libro MachismoДокумент16 страницLibro MachismoDana MezonesОценок пока нет
- Instructions Exercise EДокумент2 страницыInstructions Exercise EAnonymous mv84nhzОценок пока нет
- 15th Numerical Towing Tank Symposium PDFДокумент223 страницы15th Numerical Towing Tank Symposium PDFAnonymous mv84nhzОценок пока нет
- Developments in OceanДокумент46 страницDevelopments in OceanAnonymous mv84nhzОценок пока нет
- Linking The Power and Transport Sectors Part 1Документ22 страницыLinking The Power and Transport Sectors Part 1Anonymous mv84nhzОценок пока нет
- Opportunities For Synergy Betwen Natural Gas and Renewable Energy PDFДокумент59 страницOpportunities For Synergy Betwen Natural Gas and Renewable Energy PDFAnonymous mv84nhzОценок пока нет
- Theory and Numerics For Problems of Fluid Dynamics PDFДокумент95 страницTheory and Numerics For Problems of Fluid Dynamics PDFAnonymous mv84nhzОценок пока нет
- Opportunities For Synergy Betwen Natural Gas and Renewable Energy PDFДокумент59 страницOpportunities For Synergy Betwen Natural Gas and Renewable Energy PDFAnonymous mv84nhzОценок пока нет
- Sahara Regenerative Air DryersДокумент29 страницSahara Regenerative Air DryersNaveen KumarОценок пока нет
- Attachment - 2 - GA For Shop Fabricated Tanks PDFДокумент3 страницыAttachment - 2 - GA For Shop Fabricated Tanks PDFShah Newaz KabirОценок пока нет
- Summer Training ProgramДокумент21 страницаSummer Training ProgramAyan BorgohainОценок пока нет
- Electrical: TechnofanДокумент55 страницElectrical: TechnofanDouglas de OliveiraОценок пока нет
- Cummins - QSB4.5 CM2350Документ18 страницCummins - QSB4.5 CM2350bedoo54100% (2)
- Basic Steel Selection Based On BS 970 en SeriesДокумент8 страницBasic Steel Selection Based On BS 970 en SeriesAmarendra Pendse100% (1)
- Chapter 2 Poisson's RatioДокумент9 страницChapter 2 Poisson's RatioMalik Umar KhakhОценок пока нет
- GW Model 4 PDFДокумент16 страницGW Model 4 PDFJack Correia100% (1)
- Instructional Material PhysicsДокумент52 страницыInstructional Material PhysicsLester GarciaОценок пока нет
- STL203SДокумент6 страницSTL203SClaudioОценок пока нет
- Gears and Gear TrainsДокумент127 страницGears and Gear TrainsVikki KotaОценок пока нет
- Insight NDT Equipment LTD - ..Документ2 страницыInsight NDT Equipment LTD - ..aoxoxzОценок пока нет
- Lexique Anglais FrançaisДокумент222 страницыLexique Anglais FrançaislordofwarОценок пока нет
- Comparison of Five Major Wind Codes PDFДокумент15 страницComparison of Five Major Wind Codes PDFjoaobarbosa22Оценок пока нет
- SSC 350 Ship Vibration Design GuideДокумент343 страницыSSC 350 Ship Vibration Design GuideKelvin Xu100% (1)
- Checklist GD BandlockДокумент3 страницыChecklist GD BandlockdeogmozyxОценок пока нет
- Questions & Answers On Synchronous Machine StabilityДокумент20 страницQuestions & Answers On Synchronous Machine Stabilitykibrom atsbha50% (2)
- Simba E7-SeriesДокумент8 страницSimba E7-SeriesVictor BalboaОценок пока нет
- (Ricardo, Ponce) 16-Essential Hydraulic Components - Maintenance R2Документ27 страниц(Ricardo, Ponce) 16-Essential Hydraulic Components - Maintenance R2Raúl Marcelo Veloz100% (1)
- ME 525 April 17, 2020 Internal Combustion Engine Performance Problems Set 1 InstructionsДокумент2 страницыME 525 April 17, 2020 Internal Combustion Engine Performance Problems Set 1 Instructionssixela arugalОценок пока нет
- UNIT-3 Part-A 1. Write Short Notes On Mixture Requirements of SI EnginesДокумент27 страницUNIT-3 Part-A 1. Write Short Notes On Mixture Requirements of SI EnginesJVCОценок пока нет
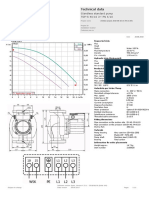
- BOMBAS PRIMARIAS - Data - Sheet - TOP-S - 40 - 10 - 3 - PN - 6 - 10Документ1 страницаBOMBAS PRIMARIAS - Data - Sheet - TOP-S - 40 - 10 - 3 - PN - 6 - 10Sebastian FuentesОценок пока нет
- Perkins (EP)Документ2 страницыPerkins (EP)Leo Dwi ArmandaОценок пока нет
- Vibration Testing Theory and PracticeДокумент31 страницаVibration Testing Theory and PracticeDilara Çınarel0% (3)
- MT4400 Front Brakes (Carlisle)Документ15 страницMT4400 Front Brakes (Carlisle)Brian CareelОценок пока нет
- 4301 L 2 - 2006Документ23 страницы4301 L 2 - 2006Indra H BasriОценок пока нет
- Shell Helix Ultra Professional AF 5W-20: Performance, Features & Benefits Main ApplicationsДокумент2 страницыShell Helix Ultra Professional AF 5W-20: Performance, Features & Benefits Main ApplicationsCristiBvОценок пока нет
- Listado de Partes Bomba FLOMAX 30 Mesas de CargaДокумент1 страницаListado de Partes Bomba FLOMAX 30 Mesas de CargaLibardo GonzalezОценок пока нет
- 2007 Nissan Quest Power Steering Repair ManualДокумент26 страниц2007 Nissan Quest Power Steering Repair ManualService Manual50% (2)
- Waukesha Gas Engine Maintenance ManualДокумент7 страницWaukesha Gas Engine Maintenance Manualagusnnn56% (9)