Вам также может понравиться
- Diseño de Espesadores ConvencionalesДокумент18 страницDiseño de Espesadores ConvencionalesEduardo Malebran SotoОценок пока нет
- 001 Decantacion y SedimentacionДокумент28 страниц001 Decantacion y SedimentacionYulyani Romani FloresОценок пока нет
- Modelo de Espesamiento de Suspensions FloculadasДокумент29 страницModelo de Espesamiento de Suspensions FloculadasOscar Cristian Caro BahamondesОценок пока нет
- Trabajo de Formalidad, Molalidad, Molaridad, NormalidadДокумент10 страницTrabajo de Formalidad, Molalidad, Molaridad, NormalidadhollydemzerОценок пока нет
- Operación UnitariaДокумент11 страницOperación UnitariaCharli Alves MОценок пока нет
- Bases Teoricas EspesamientoДокумент11 страницBases Teoricas EspesamientoMagda 99Оценок пока нет
- Apuntes Hidrometalurgia-Aglomeración CuradoДокумент13 страницApuntes Hidrometalurgia-Aglomeración CuradoMatías Valenzuela NachbauerОценок пока нет
- Anexo1. Criba Vibratoria PDFДокумент5 страницAnexo1. Criba Vibratoria PDFamicarelliОценок пока нет
- E6 - CRUZ ANA - Método Cloe-Clevenger para Diseño de EspesadoresДокумент15 страницE6 - CRUZ ANA - Método Cloe-Clevenger para Diseño de Espesadoresdarioharloc2272100% (1)
- Termodinámica clásica. Protocolos experimentales sobre primera y segunda leyes, y sobre potenciales selectosОт EverandTermodinámica clásica. Protocolos experimentales sobre primera y segunda leyes, y sobre potenciales selectosОценок пока нет
- Practica Nro9 Espesadores CalculosДокумент14 страницPractica Nro9 Espesadores CalculosAnonymous TsKN7XZBОценок пока нет
- Mi Ciclones Fiq 13Документ19 страницMi Ciclones Fiq 13janko391100% (1)
- Filtro Prensa PDFДокумент3 страницыFiltro Prensa PDFSilvia ToapantaОценок пока нет
- Medios DensosДокумент15 страницMedios DensosFranco Chuyes BenelОценок пока нет
- Flotacion de Minerales SelectivaДокумент10 страницFlotacion de Minerales SelectivaFranz PalaciosОценок пока нет
- Practica8 Modsim InterMetДокумент2 страницыPractica8 Modsim InterMetPaul Mamani BernedoОценок пока нет
- Diapos Separacion Solido LiquidoДокумент63 страницыDiapos Separacion Solido LiquidoNairim TiemОценок пока нет
- FLOTACIÓNДокумент28 страницFLOTACIÓNRONALDОценок пока нет
- PPT4 Espesamiento - BДокумент51 страницаPPT4 Espesamiento - BJonathan Molina FuentesОценок пока нет
- Unidad05 La Flotación de Los Minerales PDFДокумент27 страницUnidad05 La Flotación de Los Minerales PDFJaime Quevedo SaavedraОценок пока нет
- Clase 1 Reactores Químicos Industriales IДокумент36 страницClase 1 Reactores Químicos Industriales IAnnaAncietaОценок пока нет
- Escuela Profesional de Ingeniería Metalúrgica Tesis en Ingenieria Metalurgica Entregable Del Tema de TesisДокумент5 страницEscuela Profesional de Ingeniería Metalúrgica Tesis en Ingenieria Metalurgica Entregable Del Tema de TesisRonald Alarcon RomaniОценок пока нет
- ManualSimEsp PDFДокумент13 страницManualSimEsp PDFpao_75_Оценок пока нет
- Clasificacion HidrociclonicaДокумент7 страницClasificacion HidrociclonicaDennis Elias100% (1)
- Molino de BolasДокумент6 страницMolino de Bolasclucero9Оценок пока нет
- T026 46513925 T PDFДокумент111 страницT026 46513925 T PDFBrenda LarenasОценок пока нет
- Comparacion de Modelos de Distribucion para Análisis GranulométricoДокумент24 страницыComparacion de Modelos de Distribucion para Análisis GranulométricoJaviera Vega BórquezОценок пока нет
- Criterios de Diseño de Tuberias CiegasДокумент10 страницCriterios de Diseño de Tuberias CiegasRommel ValladaresОценок пока нет
- 2.2 Clasificacion de Harneros - Hidrociclon 1Документ41 страница2.2 Clasificacion de Harneros - Hidrociclon 1Maria Paz Araya JorqueraОценок пока нет
- Fisicoquímica experimental para sistemas coloidales con aplicación industrialОт EverandFisicoquímica experimental para sistemas coloidales con aplicación industrialОценок пока нет
- Trabajo Final Fuentes Fugitivas - Control de Emisiones de PolvoДокумент54 страницыTrabajo Final Fuentes Fugitivas - Control de Emisiones de PolvoFranze André Pandal PiélagoОценок пока нет
- SedimentacionДокумент48 страницSedimentacionGuillermo Saldaña TorresОценок пока нет
- Etapas - Críticas - Proceso - Flotación - USACH (1 - Sem14) - IIДокумент39 страницEtapas - Críticas - Proceso - Flotación - USACH (1 - Sem14) - IIgissellemaileenОценок пока нет
- Procesos Industriales Del CobreДокумент6 страницProcesos Industriales Del CobreJuan Camilo Fajardo GallegoОценок пока нет
- 02 Análisis de Fe - Práctica PDFДокумент15 страниц02 Análisis de Fe - Práctica PDFangieОценок пока нет
- EXPOSICION de Sedimentacion de Gases Camaras de SedimentacionДокумент10 страницEXPOSICION de Sedimentacion de Gases Camaras de Sedimentacionrebaj PeñaОценок пока нет
- Importancia ReologiaДокумент5 страницImportancia ReologiaJeanPauul Padilla100% (1)
- Chancado y Clasificación-2015Документ72 страницыChancado y Clasificación-2015Hector Rodrigo Chacon CampitoОценок пока нет
- Modelos de Difusión AtmosféricaДокумент5 страницModelos de Difusión AtmosféricaDiana De Los Santos MendozaОценок пока нет
- Flotacion ColumnarДокумент15 страницFlotacion ColumnarKristiam Guevara HuamaniОценок пока нет
- Procesamiento de Molibdeno Por FlotaciónДокумент11 страницProcesamiento de Molibdeno Por FlotaciónHector Veliz Reyes100% (1)
- Copia de Cuestionario de Aglomerado-2Документ6 страницCopia de Cuestionario de Aglomerado-2Florencia Gallardo100% (1)
- Libro SecFlashДокумент56 страницLibro SecFlashIsabella Muñoz TróchezОценок пока нет
- Análisis Termodinámico de La Lixiviación de Minerales Sulfurados de CobreДокумент4 страницыAnálisis Termodinámico de La Lixiviación de Minerales Sulfurados de CobreGrace Torres SarmientoОценок пока нет
- Diseño Del TanqueДокумент6 страницDiseño Del TanqueRENODECOОценок пока нет
- Fundamentos de ReologiaДокумент45 страницFundamentos de ReologiaGabriela Vargas González100% (4)
- SedimentaciónДокумент34 страницыSedimentaciónAngel AdrianОценок пока нет
- Diseño de Un Reactor de Adsorción de OroДокумент6 страницDiseño de Un Reactor de Adsorción de OroArturo Alcides100% (1)
- Antecedentes Del Curso 2018-1Документ12 страницAntecedentes Del Curso 2018-1rodmonsalОценок пока нет
- Modelado de Un Reactor QuímicoДокумент17 страницModelado de Un Reactor QuímicoErwin_SchОценок пока нет
- ANEXOS. Anexo A. Instructivo de Cuantificación de Fases y Amorfos Con El Programa X Pert HighScore Plus v3.0 de PANalyticalДокумент66 страницANEXOS. Anexo A. Instructivo de Cuantificación de Fases y Amorfos Con El Programa X Pert HighScore Plus v3.0 de PANalyticalCarlos Alberto Salazar DuqueОценок пока нет
- Guia Laboratorio N°04-HidrometalurgiaДокумент5 страницGuia Laboratorio N°04-HidrometalurgiaJesus Talledo BermudezОценок пока нет
- Estatuto Universitario UnsjДокумент99 страницEstatuto Universitario UnsjFacundo Varas100% (2)
- Valoracion de PlasticosДокумент8 страницValoracion de PlasticosDieguitoOmarMoralesОценок пока нет
- Espesadores MonografiaДокумент13 страницEspesadores MonografiaFernando DavilaОценок пока нет
- Tecnologias para El Control de Solidos en Fluidos de PerforaciónДокумент25 страницTecnologias para El Control de Solidos en Fluidos de PerforaciónEleannys Peinado100% (2)
- Control de Procesos en Platas de Concentracion MineraДокумент20 страницControl de Procesos en Platas de Concentracion MineraPaola Páez RojasОценок пока нет
- Espesadores A.e.-Fimbres Soto Miguel A.Документ8 страницEspesadores A.e.-Fimbres Soto Miguel A.Miguel FimbresОценок пока нет
- Sol Medamb Aridos Via HumedaДокумент15 страницSol Medamb Aridos Via HumedaSebastian FauréОценок пока нет
- Bentonita Procesos de TransformaciónДокумент15 страницBentonita Procesos de TransformaciónJose Marval RodriguezОценок пока нет
- Curso Dir Fenom Tran v0Документ23 страницыCurso Dir Fenom Tran v0Roman ReynsОценок пока нет
- Transistor EsДокумент13 страницTransistor EsRoman ReynsОценок пока нет
- Proyeccion SocialДокумент1 страницаProyeccion SocialRoman ReynsОценок пока нет
- Milpo - Planta PDFДокумент12 страницMilpo - Planta PDFRoman ReynsОценок пока нет
- Avances en OdontoestomatologíaДокумент5 страницAvances en OdontoestomatologíaRoman ReynsОценок пока нет
- Termodinamica de DisolucionДокумент24 страницыTermodinamica de DisolucionRoman ReynsОценок пока нет
- Beco Sistema de GestionДокумент17 страницBeco Sistema de GestionRoman ReynsОценок пока нет
- Beneficios de La Implementación Del BIMДокумент156 страницBeneficios de La Implementación Del BIMJuan Javier Macalupu Cuadros100% (1)
- Ejemplo MOCK TISG 2022Документ6 страницEjemplo MOCK TISG 2022AndresОценок пока нет
- Reiki OshoДокумент39 страницReiki OshoDavid Carrozzo100% (3)
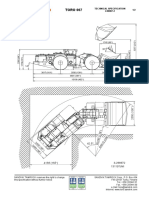
- Ficha Tecnica Toro 007Документ2 страницыFicha Tecnica Toro 007Jose CarmonaОценок пока нет
- 08 PDFДокумент13 страниц08 PDFGe VerafОценок пока нет
- Trabajo de GradoДокумент196 страницTrabajo de GradoWalter Javier Aliaga AramayoОценок пока нет
- 2 Plan OracionДокумент7 страниц2 Plan OracionJohaniita FuentezОценок пока нет
- Presentación de ABR RetoДокумент15 страницPresentación de ABR RetoPATTSI DANALIS FERNANDEZ LAURAОценок пока нет
- 1.2.2 Meiosis PDFДокумент29 страниц1.2.2 Meiosis PDFKarlita MariaОценок пока нет
- POESДокумент51 страницаPOESMariajose Marenco100% (7)
- Tarea 2 CRISTIAN EDUARDO VAZQUEZ HUERTAДокумент7 страницTarea 2 CRISTIAN EDUARDO VAZQUEZ HUERTACristian VázquezОценок пока нет
- 9 Junquera PDFДокумент38 страниц9 Junquera PDFna77aquenoОценок пока нет
- Estandarización de Disoluciones ValorantesДокумент7 страницEstandarización de Disoluciones ValorantesGabriel Rojas del CuadroОценок пока нет
- Reseña Histórica Mesones MuroДокумент4 страницыReseña Histórica Mesones MuroJessica Joana Vallejos AcostaОценок пока нет
- Evolucion Tecnologica de Ladrillos de ArcillaДокумент34 страницыEvolucion Tecnologica de Ladrillos de ArcillaOssWiss50% (2)
- Tarea Logistica (2 - 4)Документ6 страницTarea Logistica (2 - 4)Anonymous FezJJ6bIОценок пока нет
- Apertura Máxima MandibularДокумент8 страницApertura Máxima MandibularAndres Diaz TrujilloОценок пока нет
- Resumen Apéndice, La ÉticaДокумент8 страницResumen Apéndice, La ÉticaSofy KeОценок пока нет
- Laboratorio N°5Документ16 страницLaboratorio N°5Carlos TiconaCcОценок пока нет
- Escuela Militar de Ingeniería PDFДокумент6 страницEscuela Militar de Ingeniería PDFBeimar Miguel CeronОценок пока нет
- Temas de Composicion Pause ClarkДокумент38 страницTemas de Composicion Pause ClarkRaúl Carbonell HerreraОценок пока нет
- Practica N°01-MicrosДокумент12 страницPractica N°01-MicrosStephen WarlockОценок пока нет
- Ta1 22c2aДокумент7 страницTa1 22c2aJulier LcОценок пока нет
- Historia de La Acustica y Sus FenomenosДокумент21 страницаHistoria de La Acustica y Sus FenomenosHenner Rivas Be̶r̶r̶i̶o̶Оценок пока нет
- Vuelo 236 de Air TransatДокумент2 страницыVuelo 236 de Air TransatReyes ALfredoОценок пока нет
- Victor Ortega Tarea 8Документ5 страницVictor Ortega Tarea 8Victor Ortega Cabezas100% (7)
- Wa0035.Документ5 страницWa0035.Sebastián GáfaroОценок пока нет
- Como Calcular El Capacitor de Un Motor MonofasicoДокумент6 страницComo Calcular El Capacitor de Un Motor MonofasicoGerman Gabriel FernandezОценок пока нет
- Relaciones A La Luz de La AlteridadДокумент7 страницRelaciones A La Luz de La AlteridadYennifer LlanosОценок пока нет
- Guía Básica de Taladros Magnéticos Y Cortadores AnularesДокумент16 страницGuía Básica de Taladros Magnéticos Y Cortadores AnularesErlen PolancoОценок пока нет