Вам также может понравиться
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!От EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Рейтинг: 5 из 5 звезд5/5 (2)
- Turbine ConstructionДокумент7 страницTurbine ConstructionPrasannaОценок пока нет
- Power Point Template 3 1Документ52 страницыPower Point Template 3 1Red ReidОценок пока нет
- Types of RotorsДокумент4 страницыTypes of RotorsKamal ArabОценок пока нет
- Improve Pumps Performance With Composite Wear ComponentsДокумент0 страницImprove Pumps Performance With Composite Wear ComponentsDelfinshОценок пока нет
- Bearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsОт EverandBearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsРейтинг: 4 из 5 звезд4/5 (1)
- Cam ViceДокумент50 страницCam ViceAakash Dindigul100% (1)
- Taking Advantage of Single Pass DrillingДокумент2 страницыTaking Advantage of Single Pass DrillingbasОценок пока нет
- Types of RotorsДокумент4 страницыTypes of RotorsumarОценок пока нет
- Ball Mill OperatingДокумент14 страницBall Mill OperatingCao Ngoc AnhОценок пока нет
- Design of Sugar Mill Gears by P.w.jonesДокумент5 страницDesign of Sugar Mill Gears by P.w.jonesanwarmughal0% (1)
- Liburdi TipClearanceOptimization GE6B June2011Документ30 страницLiburdi TipClearanceOptimization GE6B June2011Gustavo PalaciosОценок пока нет
- Lubricants: Friction and Lubrication of Large Tilting-Pad Thrust BearingsДокумент17 страницLubricants: Friction and Lubrication of Large Tilting-Pad Thrust BearingsIrfan OmercausevicОценок пока нет
- Module 4-Part-1Документ44 страницыModule 4-Part-1Renjin J BrightОценок пока нет
- Corus Beam 20Документ1 страницаCorus Beam 20anupamparantapОценок пока нет
- Norsho PDF Norshore PublicДокумент31 страницаNorsho PDF Norshore PublicjrladduОценок пока нет
- Trabajo Compleoto de Sven - Erik Lundberg CMДокумент13 страницTrabajo Compleoto de Sven - Erik Lundberg CMJOAN RODOLFO PURIS CoNDORОценок пока нет
- Sag MillingДокумент21 страницаSag MillingNaren KumarОценок пока нет
- Machine Design Gears Part 3 MUY BUENOДокумент50 страницMachine Design Gears Part 3 MUY BUENOnapoleonmОценок пока нет
- An Introduction To Turbodrills: Putting The Power To WorkДокумент46 страницAn Introduction To Turbodrills: Putting The Power To WorkHamed Gerami100% (1)
- Forging of CrankshaftДокумент4 страницыForging of Crankshaftkhor_yin_1Оценок пока нет
- CrankshaftДокумент13 страницCrankshaftVinod Cf Cruz100% (2)
- Discussion: How To Do The Crankshaft Deflection and Draw The Deflection DiagramДокумент11 страницDiscussion: How To Do The Crankshaft Deflection and Draw The Deflection DiagramMani RajОценок пока нет
- Method Selection IdlerДокумент14 страницMethod Selection IdlerWaris La Joi WakatobiОценок пока нет
- En - 1999 01 07 - T - WL 21507 Ea Srbs in Polysius Vertical Roller Mill QuadropolДокумент2 страницыEn - 1999 01 07 - T - WL 21507 Ea Srbs in Polysius Vertical Roller Mill QuadropolmiteshmechОценок пока нет
- AYOCOL 2014 SamsulДокумент29 страницAYOCOL 2014 Samsulptbbs engineeringОценок пока нет
- Why Magnetic Bearing?Документ27 страницWhy Magnetic Bearing?ANSHОценок пока нет
- Propellers and Shafting: G RedpathДокумент26 страницPropellers and Shafting: G RedpathIsrael Romani CaceresОценок пока нет
- 106.7 - Beam Pump UnitsДокумент30 страниц106.7 - Beam Pump UnitsHassan GDOURAОценок пока нет
- Crank ShaftДокумент65 страницCrank ShaftWebsoft Tech-HydОценок пока нет
- WFT212960Документ2 страницыWFT212960VasanJayakumarОценок пока нет
- Restriction-Less Full Throttle Study Ryan EdwardsДокумент7 страницRestriction-Less Full Throttle Study Ryan EdwardsRyan EdwardsОценок пока нет
- Crankshaft Construction DesignДокумент10 страницCrankshaft Construction DesignChockalingam AthilingamОценок пока нет
- Comparison of LiquidPiston Wankel RotaryДокумент5 страницComparison of LiquidPiston Wankel RotaryChristiano OliveiraОценок пока нет
- Generator Rewind Technology and Efficiency Improvements Implemented On Rewinds in AfricaДокумент13 страницGenerator Rewind Technology and Efficiency Improvements Implemented On Rewinds in Africa賴明宏Оценок пока нет
- CrankshaftДокумент11 страницCrankshaftPankajBhamareОценок пока нет
- Drive Comparison 2003Документ21 страницаDrive Comparison 2003LTE002Оценок пока нет
- Comparison of BearingsДокумент9 страницComparison of BearingsMadhu Sri Harsha0% (1)
- Attrition ScrubbersДокумент39 страницAttrition ScrubbersVic Andres E. AracenaОценок пока нет
- Motors PresentationДокумент38 страницMotors PresentationnjileoОценок пока нет
- Mec 602 Bearing DesignДокумент148 страницMec 602 Bearing DesignJonnalgadda Sameer KumarОценок пока нет
- Technical Information: 1.1 Bearing HistoryДокумент24 страницыTechnical Information: 1.1 Bearing HistoryMohammed KapasiОценок пока нет
- 02 - K-101 Rotor DamageДокумент13 страниц02 - K-101 Rotor Damagemsaadi717Оценок пока нет
- 100284156Документ10 страниц100284156Shumail ZafarОценок пока нет
- Roll KraftДокумент6 страницRoll KraftAndiniPermanaОценок пока нет
- 10-400FLSmidthKrebs SlurryMAX Brochure EmailДокумент8 страниц10-400FLSmidthKrebs SlurryMAX Brochure EmailpacodmxОценок пока нет
- Technology UpdateДокумент6 страницTechnology UpdateDaniel MeloОценок пока нет
- Some Advantages of Welding Turbine Rotors PDFДокумент10 страницSome Advantages of Welding Turbine Rotors PDFAli VarmazyarОценок пока нет
- Semi Independent SuspensionДокумент7 страницSemi Independent SuspensionAditya TanwarОценок пока нет
- Rotary Steerable SystemsДокумент40 страницRotary Steerable SystemsCristhian QuintanaОценок пока нет
- Ball Screw DesignДокумент2 страницыBall Screw DesignAnonymous CYdagIОценок пока нет
- OK Vertical Roller MillДокумент8 страницOK Vertical Roller MillHiresomannavar Mahantesh100% (2)
- Bowel Mill Inspection Guide LineДокумент10 страницBowel Mill Inspection Guide Linesen_subhasis_58Оценок пока нет
- Cranshaft, Crosshead and BearingДокумент47 страницCranshaft, Crosshead and BearingMeghanath Adkonkar0% (1)
- Performance of Grease in WR Bearing of HSM Roughing Stands - D. KeshariДокумент8 страницPerformance of Grease in WR Bearing of HSM Roughing Stands - D. KeshariBoban RajkovicОценок пока нет
- Roll Forging Process Twist DrillsДокумент5 страницRoll Forging Process Twist DrillssowriОценок пока нет
- Operational Information: A. Overview About PBL ToolsДокумент1 страницаOperational Information: A. Overview About PBL Toolsmsm.ele2009Оценок пока нет
- Cables and Skates - Improving The Weakest Links: Chris BabinДокумент16 страницCables and Skates - Improving The Weakest Links: Chris Babinmsm.ele2009Оценок пока нет
- Ies Dsa System (Dognut Sub Adapter) : DescriptionДокумент4 страницыIes Dsa System (Dognut Sub Adapter) : Descriptionmsm.ele2009Оценок пока нет
- OMV Contingency Relief Well Planning PDFДокумент10 страницOMV Contingency Relief Well Planning PDFmsm.ele2009Оценок пока нет
- Keywords: South Pars Field, Dariyan Formation, Porosity and Water SaturationДокумент4 страницыKeywords: South Pars Field, Dariyan Formation, Porosity and Water Saturationmsm.ele2009Оценок пока нет
- WWW Nioc IrДокумент6 страницWWW Nioc Irmsm.ele2009Оценок пока нет
- Calculate Bottles Required For Koomey UnitДокумент3 страницыCalculate Bottles Required For Koomey Unitmsm.ele2009Оценок пока нет
- OTC 14313 Expandable Liner Hangers: Case HistoriesДокумент11 страницOTC 14313 Expandable Liner Hangers: Case Historiesmsm.ele2009Оценок пока нет
- Stressed Steel Liner Yields Stronger Casing Repairs: Petroleum EquipmentДокумент5 страницStressed Steel Liner Yields Stronger Casing Repairs: Petroleum Equipmentmsm.ele2009Оценок пока нет
- SPE 36827 Drilling Liner Technology For Depleted ReservoirДокумент6 страницSPE 36827 Drilling Liner Technology For Depleted Reservoirmsm.ele2009Оценок пока нет
- Performance Sheet Drill Pipe: Pipe Body: Tubular AssemblyДокумент1 страницаPerformance Sheet Drill Pipe: Pipe Body: Tubular Assemblymsm.ele2009Оценок пока нет
- M Otor S Pecifications: Bit To BendДокумент2 страницыM Otor S Pecifications: Bit To Bendmsm.ele2009Оценок пока нет
- Nonretrievable Rotating-Liner Drilling System Deployed SuccessfullyДокумент2 страницыNonretrievable Rotating-Liner Drilling System Deployed Successfullymsm.ele2009Оценок пока нет
- 04 Slide DrillingДокумент7 страниц04 Slide Drillingmsm.ele2009100% (1)
- Installation of Retrievable Liners: by D.O. Manley, Manley ConsultingДокумент6 страницInstallation of Retrievable Liners: by D.O. Manley, Manley Consultingmsm.ele2009Оценок пока нет
- Joint Inversion of MWD and Wireline MeasurementsДокумент4 страницыJoint Inversion of MWD and Wireline Measurementsmsm.ele2009Оценок пока нет
- Oil and Gas Wells Completion and Sand Control MethodДокумент4 страницыOil and Gas Wells Completion and Sand Control Methodmsm.ele2009Оценок пока нет
- 4 3/4" Motor Assembly Series 1 Power Section (5") 3.8 Stages 7/8 Lobe Weatherford (Std. Rubber)Документ1 страница4 3/4" Motor Assembly Series 1 Power Section (5") 3.8 Stages 7/8 Lobe Weatherford (Std. Rubber)msm.ele2009Оценок пока нет
- Bits Increase ROP, Eliminate Trips: Gallery of New Drill Bit TechnologyДокумент2 страницыBits Increase ROP, Eliminate Trips: Gallery of New Drill Bit Technologymsm.ele2009Оценок пока нет
- Hyflo™ III Liner Packer With C-2™ Profile, Hyflo III Liner Packer With HR™ Profile, Hyflo™ III Liner Packer With RH™ ProfileДокумент5 страницHyflo™ III Liner Packer With C-2™ Profile, Hyflo III Liner Packer With HR™ Profile, Hyflo™ III Liner Packer With RH™ Profilemsm.ele2009Оценок пока нет
- Slimline Single-Phase Reservoir SamplerДокумент2 страницыSlimline Single-Phase Reservoir Samplermsm.ele2009Оценок пока нет
- Ensco Ds-10: General InformationДокумент1 страницаEnsco Ds-10: General Informationmsm.ele2009Оценок пока нет
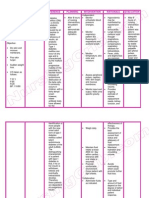
- Nursing Care Plan Diabetes Mellitus Type 1Документ2 страницыNursing Care Plan Diabetes Mellitus Type 1deric85% (46)
- YeastДокумент16 страницYeastpippo pappi100% (1)
- Bio-Lubricant Production From Vegetable Oil and Animal Fat: International UniversityДокумент52 страницыBio-Lubricant Production From Vegetable Oil and Animal Fat: International UniversityKiệtNguyễnОценок пока нет
- April FoolДокумент179 страницApril FoolrogeraccuraОценок пока нет
- Ssi-199-22 D Vikran Dolphin Rev.1Документ2 страницыSsi-199-22 D Vikran Dolphin Rev.1ANGEL ANTONIO GUTIERREZ CONTRERASОценок пока нет
- Chapter - 01 Geography The Earth in The Solar SystemДокумент10 страницChapter - 01 Geography The Earth in The Solar SystemKarsin ManochaОценок пока нет
- Letter For LACДокумент7 страницLetter For LACDahlia G. MaglasangОценок пока нет
- Module 8 - Facilitating Learner - Centered TeachingДокумент4 страницыModule 8 - Facilitating Learner - Centered TeachingSheila Mae Paltep100% (3)
- Note 15-Feb-2023Документ4 страницыNote 15-Feb-2023Oliver ScissorsОценок пока нет
- 2018-3-27 MIDAS Civil Presentation Curved BridgesДокумент57 страниц2018-3-27 MIDAS Civil Presentation Curved BridgesShishir Kumar NayakОценок пока нет
- JIS-G3455 - Carbon Steel Pipes For High Pressure ServiceДокумент27 страницJIS-G3455 - Carbon Steel Pipes For High Pressure ServiceHoang Tan100% (1)
- POLAR BEARS-Biology ProjectДокумент16 страницPOLAR BEARS-Biology Projectserwaa21Оценок пока нет
- Plasterboard FyrchekДокумент4 страницыPlasterboard FyrchekAlex ZecevicОценок пока нет
- REF615 PG 756379 ENs PDFДокумент96 страницREF615 PG 756379 ENs PDFandi mulyanaОценок пока нет
- I. Errors, Mistakes, Accuracy and Precision of Data Surveyed. A. ErrorsДокумент53 страницыI. Errors, Mistakes, Accuracy and Precision of Data Surveyed. A. ErrorsJETT WAPОценок пока нет
- Concept of ConstitutionДокумент32 страницыConcept of ConstitutionDorepe Icon0% (1)
- Lesson 3: Letters of RequestДокумент4 страницыLesson 3: Letters of RequestMinh HiếuОценок пока нет
- Omran WalidДокумент196 страницOmran WalidDébora AmougouОценок пока нет
- MC-8002 Mixer 2Документ1 страницаMC-8002 Mixer 2JAIDEV KUMAR RANIОценок пока нет
- Os Unit-1Документ33 страницыOs Unit-1yoichiisagi09Оценок пока нет
- BRB Personal Care Cost Effictive Guide Formulation Edition 2019Документ28 страницBRB Personal Care Cost Effictive Guide Formulation Edition 2019Abdulrahman HamdanОценок пока нет
- Habibillah Energi Adidaya Statement of QualificationsДокумент56 страницHabibillah Energi Adidaya Statement of QualificationsjakalegawaОценок пока нет
- TSR 9294 DLA3 Dragons RestДокумент78 страницTSR 9294 DLA3 Dragons RestLéo Duarte100% (4)
- Week 5 Teradata Practice ExerciseДокумент14 страницWeek 5 Teradata Practice ExerciseWooyeon ChoОценок пока нет
- Warranties Liabilities Patents Bids and InsuranceДокумент39 страницWarranties Liabilities Patents Bids and InsuranceIVAN JOHN BITONОценок пока нет
- Nexus 1500+ Power Quality Meter User Manual - E154713Документ362 страницыNexus 1500+ Power Quality Meter User Manual - E154713Antonio BocanegraОценок пока нет
- Some Sunsickday - Kitchenro11Документ356 страницSome Sunsickday - Kitchenro11Spencer HОценок пока нет
- Canadian Solar-Datasheet-All-Black CS6K-MS v5.57 ENДокумент2 страницыCanadian Solar-Datasheet-All-Black CS6K-MS v5.57 ENParamesh KumarОценок пока нет
- Yealink Meeting Server Administrator Guide V10.23.0.5 PDFДокумент97 страницYealink Meeting Server Administrator Guide V10.23.0.5 PDFFatima PérezОценок пока нет
- SOP For Production DepartmentДокумент5 страницSOP For Production DepartmentDaniel SusantoОценок пока нет
- Advanced Production Decline Analysis and ApplicationОт EverandAdvanced Production Decline Analysis and ApplicationРейтинг: 3.5 из 5 звезд3.5/5 (4)
- Well Control for Completions and InterventionsОт EverandWell Control for Completions and InterventionsРейтинг: 4 из 5 звезд4/5 (10)
- Asphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsОт EverandAsphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsОценок пока нет
- Hydrocarbon Fluid Inclusions in Petroliferous BasinsОт EverandHydrocarbon Fluid Inclusions in Petroliferous BasinsОценок пока нет
- Asset Integrity Management for Offshore and Onshore StructuresОт EverandAsset Integrity Management for Offshore and Onshore StructuresОценок пока нет
- Deepwater Drilling: Well Planning, Design, Engineering, Operations, and Technology ApplicationОт EverandDeepwater Drilling: Well Planning, Design, Engineering, Operations, and Technology ApplicationРейтинг: 4.5 из 5 звезд4.5/5 (2)
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideОт EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideРейтинг: 2 из 5 звезд2/5 (1)
- Deepwater Deception: The Truth about the Tragic Blowout & Perversion of American JusticeОт EverandDeepwater Deception: The Truth about the Tragic Blowout & Perversion of American JusticeОценок пока нет
- An Operations Guide to Safety and Environmental Management Systems (SEMS): Making Sense of BSEE SEMS RegulationsОт EverandAn Operations Guide to Safety and Environmental Management Systems (SEMS): Making Sense of BSEE SEMS RegulationsОценок пока нет
- Essentials of Oil and Gas Utilities: Process Design, Equipment, and OperationsОт EverandEssentials of Oil and Gas Utilities: Process Design, Equipment, and OperationsРейтинг: 4.5 из 5 звезд4.5/5 (4)
- 100 AI Use Cases in the Upstream Industry: A Comprehensive Guide for Professionals and Researchers to Overcome Industry Challenges Using AI and PythonОт Everand100 AI Use Cases in the Upstream Industry: A Comprehensive Guide for Professionals and Researchers to Overcome Industry Challenges Using AI and PythonОценок пока нет
- Ship and Mobile Offshore Unit Automation: A Practical GuideОт EverandShip and Mobile Offshore Unit Automation: A Practical GuideОценок пока нет
- Thermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesОт EverandThermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesРейтинг: 3.5 из 5 звезд3.5/5 (3)
- Industrial Piping and Equipment Estimating ManualОт EverandIndustrial Piping and Equipment Estimating ManualРейтинг: 5 из 5 звезд5/5 (7)
- Practical Reservoir Engineering and CharacterizationОт EverandPractical Reservoir Engineering and CharacterizationРейтинг: 4.5 из 5 звезд4.5/5 (3)