Вам также может понравиться
- A-65 & A-75 SeriesДокумент77 страницA-65 & A-75 SeriesRicardo UrioОценок пока нет
- O-Level Instructions: 150SG122Q and 150SG122Q-4 Starter-GeneratorsДокумент18 страницO-Level Instructions: 150SG122Q and 150SG122Q-4 Starter-GeneratorsDouglas de Oliveira0% (1)
- Service Instructions FOR Radar RDR 2000 With Moving Map Installation and Gns 530 (GPS) InstallationДокумент42 страницыService Instructions FOR Radar RDR 2000 With Moving Map Installation and Gns 530 (GPS) InstallationjohnnysОценок пока нет
- Service Bulletin: SB 200SGL200Документ7 страницService Bulletin: SB 200SGL200Douglas de OliveiraОценок пока нет
- Ec 130 Ad, SBДокумент144 страницыEc 130 Ad, SBMd. Pabel AhmedОценок пока нет
- Cessna 414 Updated Manual List As of June 2017Документ5 страницCessna 414 Updated Manual List As of June 2017Elmer VillegasОценок пока нет
- X42003elec - 2012 04 10 PDFДокумент132 страницыX42003elec - 2012 04 10 PDFJose Luis Oliveros100% (1)
- Century 41 Autopilot ManualДокумент61 страницаCentury 41 Autopilot ManualjackcastelОценок пока нет
- 429 Asb 15 19Документ4 страницы429 Asb 15 19Samir PeraltaОценок пока нет
- SL Hartzell 2016Документ36 страницSL Hartzell 2016Alexis KidemaОценок пока нет
- 2007 04 19R1Документ24 страницы2007 04 19R1Yaşar AkyıldızОценок пока нет
- O 320 H2AD Engine Valve ProblemДокумент5 страницO 320 H2AD Engine Valve ProblemjdasfacОценок пока нет
- gtx3x5 Installtoolguide 430 v2Документ113 страницgtx3x5 Installtoolguide 430 v201anku100% (1)
- Special Airworthiness Information Bulletin: Federal Aviation AdministrationДокумент3 страницыSpecial Airworthiness Information Bulletin: Federal Aviation Administrationrnordell0% (1)
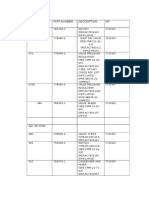
- Service Information: Model/Variant Title Description Pub Number Compliance Serial Number Publication TypeДокумент24 страницыService Information: Model/Variant Title Description Pub Number Compliance Serial Number Publication TypeMoshiurRahman100% (1)
- Cessna Standard Repair ListДокумент44 страницыCessna Standard Repair ListKJ Dhiman100% (1)
- Aa39 SeriesДокумент28 страницAa39 Seriesjoel alvaradoОценок пока нет
- GNS430W GNS400WSeriesMaintenanceManual PDFДокумент114 страницGNS430W GNS400WSeriesMaintenanceManual PDFJEFFREY DEE MAURY NORIEGAОценок пока нет
- Beechcraft DukeДокумент524 страницыBeechcraft Dukejamilahroslien35Оценок пока нет
- TM 1-1500-204-23-1, Change 5Документ448 страницTM 1-1500-204-23-1, Change 5"Rufus"Оценок пока нет
- Piper 761-640 - Lance2 - PC - v2009Документ408 страницPiper 761-640 - Lance2 - PC - v2009Dave SchallОценок пока нет
- A700 Parts ManualДокумент162 страницыA700 Parts Manualmdhelicopters100% (1)
- Product Manual G406-4 ARTEXДокумент70 страницProduct Manual G406-4 ARTEXKumaraswamy RSОценок пока нет
- 35-21-93 Rev 06Документ152 страницы35-21-93 Rev 06torsten.weikОценок пока нет
- Cirrus Sr22t MMДокумент36 страницCirrus Sr22t MMAL PANTOJAОценок пока нет
- EASA TCDS E.005 (IM) Teledyne Continental IO 360 Series Engines 01 31032004Документ24 страницыEASA TCDS E.005 (IM) Teledyne Continental IO 360 Series Engines 01 31032004Ken VanОценок пока нет
- QuickshotДокумент355 страницQuickshotDanielLobatoBernardes0% (2)
- TBO Hélice PDFДокумент133 страницыTBO Hélice PDFCarlos Javier SilveraОценок пока нет
- 34-15-59a PDF Component Maintenance ManualДокумент110 страниц34-15-59a PDF Component Maintenance ManualesedgarОценок пока нет
- Beech Starship AMMДокумент1 062 страницыBeech Starship AMMHeiriОценок пока нет
- SB 7002 - R.42Документ21 страницаSB 7002 - R.42Evandro Junior100% (1)
- Pratt and Whuitney JT15D-5Документ1 253 страницыPratt and Whuitney JT15D-5jesus francoОценок пока нет
- Tool Service Bulletin: Pratt & Whitney CanadaДокумент10 страницTool Service Bulletin: Pratt & Whitney CanadaCristhian342Оценок пока нет
- Altimatic Iiic Service ManualДокумент239 страницAltimatic Iiic Service Manualjd beardenОценок пока нет
- BHT 412 SPM Chapter 02 Torque PDFДокумент30 страницBHT 412 SPM Chapter 02 Torque PDFMARKPОценок пока нет
- (E-124) Betriebs-Und Einbauanweisung Operation and Installation ManualДокумент117 страниц(E-124) Betriebs-Und Einbauanweisung Operation and Installation ManualVincent LefeuvreОценок пока нет
- RR M250-Siv Ceb 73 - 6048Документ6 страницRR M250-Siv Ceb 73 - 6048turboshaft100% (1)
- Table DickyДокумент7 страницTable DickyRestianingОценок пока нет
- Airworthiness LimitationsДокумент5 страницAirworthiness LimitationsCharles PereiraОценок пока нет
- Enstrom F28C RFM (1998)Документ120 страницEnstrom F28C RFM (1998)JeremiahJohnsonОценок пока нет
- Spa 400 PDFДокумент2 страницыSpa 400 PDFflorin071Оценок пока нет
- 159 0000 R54 Hartzell PDFДокумент1 678 страниц159 0000 R54 Hartzell PDFAgil AgustianОценок пока нет
- Digiflo OP91052CДокумент25 страницDigiflo OP91052Crichard_vannevelОценок пока нет
- Csp-Hmi-2 Handbook of Maintenance InstructionДокумент2 014 страницCsp-Hmi-2 Handbook of Maintenance InstructionfpcaeroinsОценок пока нет
- Note 8Документ7 страницNote 8Alberto MolinaОценок пока нет
- IPC - 912 - 914 Series - ED4 - R3Документ202 страницыIPC - 912 - 914 Series - ED4 - R3JoseAntonioMolinaVeraОценок пока нет
- Cessna172RG Checklist Revised 11-6-12Документ24 страницыCessna172RG Checklist Revised 11-6-12alphaОценок пока нет
- 35-590096 - Section 2Документ42 страницы35-590096 - Section 2Fábio FariaОценок пока нет
- SSP-384 2nd Edition Lycoming Engine ToolsДокумент53 страницыSSP-384 2nd Edition Lycoming Engine ToolsKamal Jit DhimanОценок пока нет
- Technical Manual Underwater Acoustic Beacon MODELS DK100/DK120/DK130/DK140Документ25 страницTechnical Manual Underwater Acoustic Beacon MODELS DK100/DK120/DK130/DK140IlyaОценок пока нет
- Recognised Supplemental Type CertificatesДокумент23 страницыRecognised Supplemental Type CertificatesVignesh100% (1)
- Installation Manual For The Bonanza A-36 Ice Protection SystemДокумент18 страницInstallation Manual For The Bonanza A-36 Ice Protection Systemthilo eckardtОценок пока нет
- SblistДокумент12 страницSblistgerezairОценок пока нет
- Cirrus: 4 PLC'S 2 PLC'SДокумент6 страницCirrus: 4 PLC'S 2 PLC'SmidunОценок пока нет
- Inspection Program ManualCRJ-200-Rev 24 - RedactedДокумент182 страницыInspection Program ManualCRJ-200-Rev 24 - RedactedAayus PatelОценок пока нет
- NSD 360Документ231 страницаNSD 360Sidinei Matucci100% (1)
- Aerospace Actuators 1: Needs, Reliability and Hydraulic Power SolutionsОт EverandAerospace Actuators 1: Needs, Reliability and Hydraulic Power SolutionsОценок пока нет
- Design Engineering GuideДокумент93 страницыDesign Engineering Guidesmanmugen100% (1)
- The Formation of Sperm in HumansДокумент3 страницыThe Formation of Sperm in HumansReydale CachoОценок пока нет
- AST 473 Cessna Citation II Air Conditioning System: Dr. BarnhartДокумент29 страницAST 473 Cessna Citation II Air Conditioning System: Dr. BarnhartReydale CachoОценок пока нет
- OrderДокумент1 страницаOrderReydale CachoОценок пока нет
- Formation of SpermДокумент8 страницFormation of SpermReydale CachoОценок пока нет
- Barfield 8000Документ47 страницBarfield 8000Reydale CachoОценок пока нет
- Deadweight Testers&Gauges ManualДокумент58 страницDeadweight Testers&Gauges ManualReydale CachoОценок пока нет
- Barfield 2311FAДокумент22 страницыBarfield 2311FAReydale CachoОценок пока нет
- Airframe Answer KeyДокумент14 страницAirframe Answer KeyDiwosh Sh100% (1)
- Manuel Velez PangilinanДокумент14 страницManuel Velez PangilinanReydale CachoОценок пока нет
- Ultra Sonic Cleaner Bransonic - OpДокумент64 страницыUltra Sonic Cleaner Bransonic - OpReydale Cacho0% (1)
- Bendix Generators - Illistrated PartsДокумент12 страницBendix Generators - Illistrated PartsReydale Cacho100% (1)
- Ultra Sonic Cleaner Bransonic - OpДокумент64 страницыUltra Sonic Cleaner Bransonic - OpReydale Cacho0% (1)
- Digital Collect CardДокумент5 страницDigital Collect CardReydale CachoОценок пока нет
- Jeppesen Airframe Textbook AnswersДокумент12 страницJeppesen Airframe Textbook AnswersReydale Cacho100% (1)
- Ultra Sonic Cleaner Bransonic - OpДокумент64 страницыUltra Sonic Cleaner Bransonic - OpReydale Cacho0% (1)
- Reviewer No AnswerДокумент27 страницReviewer No AnswerReydale CachoОценок пока нет
- Chapter 1Документ10 страницChapter 1Reydale Cacho100% (1)
- UntitledДокумент1 страницаUntitledReydale CachoОценок пока нет
- Bacteria AlphaДокумент3 страницыBacteria AlphaReydale CachoОценок пока нет
- Bravais Lattices in 3 DimensionsДокумент6 страницBravais Lattices in 3 DimensionsReydale CachoОценок пока нет
- Eng'g MaterialsДокумент3 страницыEng'g MaterialsReydale CachoОценок пока нет
- Understanding The Self Lecture Lesson 1 Revised PDFДокумент41 страницаUnderstanding The Self Lecture Lesson 1 Revised PDFKylie CuadraОценок пока нет
- London A Day in The Citypdf 2 PDF FreeДокумент18 страницLondon A Day in The Citypdf 2 PDF FreePuri RodriguezОценок пока нет
- What's New: Contemporary Quiz#5Документ2 страницыWhat's New: Contemporary Quiz#5Christian Castañeda100% (1)
- Very High Frequency Omni-Directional Range: Alejandro Patt CarrionДокумент21 страницаVery High Frequency Omni-Directional Range: Alejandro Patt CarrionAlejandro PattОценок пока нет
- Thi Thu TNTHPT - Tieng Anh 12 - 136Документ5 страницThi Thu TNTHPT - Tieng Anh 12 - 136Yến LinhОценок пока нет
- 11 SortingДокумент131 страница11 SortingTran Nhat MinhОценок пока нет
- DSO Digital Storage Oscilloscope: ApplicationДокумент2 страницыDSO Digital Storage Oscilloscope: ApplicationmsequipmentsОценок пока нет
- Vocabulary Placement TestДокумент3 страницыVocabulary Placement TestMonica Vergara MejiaОценок пока нет
- C TADM70 73 Sample QuestionsДокумент2 страницыC TADM70 73 Sample QuestionsPriya ChОценок пока нет
- Instructional Module: IM No.: IM-NSTP 1-1STSEM-2021-2022Документ6 страницInstructional Module: IM No.: IM-NSTP 1-1STSEM-2021-2022Princess DumlaoОценок пока нет
- B1+ Exam MappingДокумент3 страницыB1+ Exam Mappingmonika krajewskaОценок пока нет
- Validation of Analytical ProceduresДокумент15 страницValidation of Analytical ProceduresildamonalisaОценок пока нет
- Full Cutoff LightingДокумент3 страницыFull Cutoff LightingFatma IbrahimОценок пока нет
- V Packing SealДокумент10 страницV Packing SealBobby ArbianugrohoОценок пока нет
- TOC - Question AnswerДокумент41 страницаTOC - Question AnsweretgegrgrgesОценок пока нет
- Prima Magistra:: Wulan Rahayu Syachtiyani, Novi TrisnawatiДокумент12 страницPrima Magistra:: Wulan Rahayu Syachtiyani, Novi TrisnawatiGita GloriaОценок пока нет
- Winning at New ProductsДокумент24 страницыWinning at New Products劉緯文100% (1)
- Chapter 1 To7 With Course OutlineДокумент34 страницыChapter 1 To7 With Course Outlinerk_kamatchi3483Оценок пока нет
- Lesson Plan For C.O. 2Документ1 страницаLesson Plan For C.O. 2Jubilee BundaОценок пока нет
- Group 2 PBA - ScriptДокумент6 страницGroup 2 PBA - ScriptruciОценок пока нет
- Character QuestionsДокумент3 страницыCharacter QuestionsAaron FarmerОценок пока нет
- Original Instructions Alkuperäiset Ohjeet Αρχικýj Οδηγßεj: Rev. 4 5/31/11 BrwДокумент32 страницыOriginal Instructions Alkuperäiset Ohjeet Αρχικýj Οδηγßεj: Rev. 4 5/31/11 BrwnikosvitalОценок пока нет
- TUYA ManualДокумент2 страницыTUYA ManualMagandang MallОценок пока нет
- Proper Storage of Instruments2Документ20 страницProper Storage of Instruments2Pierre Vincent PorrasОценок пока нет
- Reader of The Year - PDF: Learning Activity 1.1 PortfolioДокумент20 страницReader of The Year - PDF: Learning Activity 1.1 PortfolioAtenaОценок пока нет
- Implementation of Smart and Secure Gate Pass System Using QR CodeДокумент7 страницImplementation of Smart and Secure Gate Pass System Using QR CodeResearch ParkОценок пока нет
- SP Post ListДокумент54 страницыSP Post ListJoel Eljo Enciso SaraviaОценок пока нет
- AI Coming For LawyersДокумент4 страницыAI Coming For LawyersbashiОценок пока нет
- Air Washer Test RigДокумент5 страницAir Washer Test RigJagdish Singh MehtaОценок пока нет
- Giáo Trình LabviewДокумент54 страницыGiáo Trình LabviewXuan Chiem0% (1)