Вам также может понравиться
- ECU Common Rail System For HINO Dutro-ToYOTA Dyna N04C-TДокумент7 страницECU Common Rail System For HINO Dutro-ToYOTA Dyna N04C-Tkidskung75% (8)
- Bom-R K e MCC PanelДокумент2 страницыBom-R K e MCC PanelNitesh KhamariОценок пока нет
- LV Relay SettingДокумент12 страницLV Relay SettingRatheesh KumarОценок пока нет
- Fundamentals of the Pickett Plot: Recognizing Reservoir PatternsДокумент9 страницFundamentals of the Pickett Plot: Recognizing Reservoir PatternsAngelMeso100% (1)
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsОт EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsОценок пока нет
- Application Examples of Basic CommandsДокумент10 страницApplication Examples of Basic CommandsDjokataОценок пока нет
- Piping Support DesignДокумент27 страницPiping Support DesignOmar TocmoОценок пока нет
- Electromagnetic SpectrumДокумент74 страницыElectromagnetic SpectrumGuiller Lanuza100% (1)
- Additive Solutions For Low Sulphur Fuelsadditive Solutions For Low Sulphur Fuels July 10Документ35 страницAdditive Solutions For Low Sulphur Fuelsadditive Solutions For Low Sulphur Fuels July 10Mazhar HussainОценок пока нет
- Application Examples of Basic Commands Application #4: Drilling Control OperationДокумент10 страницApplication Examples of Basic Commands Application #4: Drilling Control OperationDjokataОценок пока нет
- GEAS 1 - Chemistry - 2Документ4 страницыGEAS 1 - Chemistry - 2Leoneil Angelo AbreuОценок пока нет
- Total Chloride in Alumina Supported Catalysts by Wavelength Dispersive X-Ray FluorescenceДокумент5 страницTotal Chloride in Alumina Supported Catalysts by Wavelength Dispersive X-Ray FluorescenceJesus Gonzalez GracidaОценок пока нет
- Application Examples of Basic Commands: I/O AssignmentДокумент10 страницApplication Examples of Basic Commands: I/O AssignmentDjokataОценок пока нет
- Starting Ignition SystemДокумент20 страницStarting Ignition SystemkavehОценок пока нет
- Terminal Connection Diagramm WiringДокумент3 страницыTerminal Connection Diagramm WiringTran LeОценок пока нет
- Otomasi Sistem Produksi Diagram Elektrik IndustriДокумент10 страницOtomasi Sistem Produksi Diagram Elektrik IndustriKancil JuniorОценок пока нет
- TB6600HG: PWM Chopper-Type Bipolar Stepping Motor Driver ICДокумент34 страницыTB6600HG: PWM Chopper-Type Bipolar Stepping Motor Driver ICVictor Manuel Jeronimo RodriguezОценок пока нет
- Toshiba TB6504F Bipolar Stepping Motor Driver ICДокумент22 страницыToshiba TB6504F Bipolar Stepping Motor Driver ICaurumstar2000Оценок пока нет
- s16d 205Документ7 страницs16d 205enpipa sajaОценок пока нет
- TLE4905L Siemens Elenota - PLДокумент15 страницTLE4905L Siemens Elenota - PLボロウスキ グジェゴジОценок пока нет
- Cair Ttm-Basic Electric Actuator Wiring DiagramДокумент1 страницаCair Ttm-Basic Electric Actuator Wiring DiagramAnuj GautamОценок пока нет
- Toshiba TB6500AH Bipolar Stepper and DC Motor Driver ICДокумент18 страницToshiba TB6500AH Bipolar Stepper and DC Motor Driver ICJavier CuraОценок пока нет
- LM555 3Документ2 страницыLM555 3Jomar SartoОценок пока нет
- MC34063 Ic Tăng Áp DC-DCДокумент7 страницMC34063 Ic Tăng Áp DC-DCchieutimhueОценок пока нет
- StarterДокумент1 страницаStarterDuy KhaОценок пока нет
- 722.5 - Some Tests 3Документ8 страниц722.5 - Some Tests 3Bernhard JaniszewskiОценок пока нет
- 722.5 - Some Tests 3Документ8 страниц722.5 - Some Tests 3Bernhard JaniszewskiОценок пока нет
- Magnetic Field Sensors for Automotive and Industrial ApplicationsДокумент16 страницMagnetic Field Sensors for Automotive and Industrial Applicationskishan1234Оценок пока нет
- Tle 4905 Data SheetДокумент13 страницTle 4905 Data SheetsasazikoyОценок пока нет
- FZT Sgs-Thomson: Tl082 7 # Likmiijoirirmoos Tl082A-Tl082BДокумент10 страницFZT Sgs-Thomson: Tl082 7 # Likmiijoirirmoos Tl082A-Tl082BMarwa mbrtОценок пока нет
- TB6600HG PWM Chopper Type Bipolar Stepping Motor IC DriverДокумент32 страницыTB6600HG PWM Chopper Type Bipolar Stepping Motor IC DrivertherojecasОценок пока нет
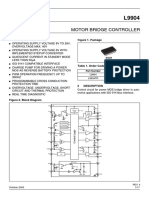
- Motor Bridge Controller: 1 Features Figure 1. PackageДокумент17 страницMotor Bridge Controller: 1 Features Figure 1. PackageNoelОценок пока нет
- RQ SX46 56Документ4 страницыRQ SX46 56Chef KaiserОценок пока нет
- 2-1. Structure and Function hx85x HyundaiДокумент83 страницы2-1. Structure and Function hx85x HyundaiAlfonso BerRamОценок пока нет
- EE322 LAB3 ReportДокумент6 страницEE322 LAB3 ReportkynguyenОценок пока нет
- E 2 CST Cal 002Документ1 страницаE 2 CST Cal 002Aduldech SrasamranОценок пока нет
- Power WindowДокумент6 страницPower WindowFix Gps GarminОценок пока нет
- 2SB631,631K/2SD600,600K: 100V/120V, 1A Low-Frequency Power Amplifier ApplicationsДокумент4 страницы2SB631,631K/2SD600,600K: 100V/120V, 1A Low-Frequency Power Amplifier ApplicationsLuis RinconОценок пока нет
- LMD18200 (H-Bridge) DC Motor Driver 3A: FeaturesДокумент2 страницыLMD18200 (H-Bridge) DC Motor Driver 3A: Featuresdinhquoc voОценок пока нет
- Power Converters Lab ManualДокумент89 страницPower Converters Lab ManualHari PrasadОценок пока нет
- 2 SD 1669Документ3 страницы2 SD 1669Luis Alberto Baca VaccaroОценок пока нет
- LP GHДокумент2 страницыLP GHShofi FawahisОценок пока нет
- DTC C2307 Power Source Malfunction: Circuit DescriptionДокумент3 страницыDTC C2307 Power Source Malfunction: Circuit DescriptionhamayunОценок пока нет
- Out Products: Monolithic IC MM192x SeriesДокумент16 страницOut Products: Monolithic IC MM192x SeriesIbrain MoranОценок пока нет
- BAn Ve Tu Nuoc Thai (New)Документ4 страницыBAn Ve Tu Nuoc Thai (New)Anh NguyenОценок пока нет
- CHP 13.07.2013Документ6 страницCHP 13.07.2013mahesh setiaОценок пока нет
- 04 Power SCD 2Документ82 страницы04 Power SCD 2riajulОценок пока нет
- Fuel Pump ControlДокумент9 страницFuel Pump ControlDaniel Mamani ParedezОценок пока нет
- MC3403 Datasheet 4xOV741Документ11 страницMC3403 Datasheet 4xOV741algogeniusОценок пока нет
- Bd9g341aefj LBДокумент30 страницBd9g341aefj LBFantazsta White Trash.Оценок пока нет
- Lect 5 PLL 2Документ18 страницLect 5 PLL 2Trần Tấn ĐạiОценок пока нет
- Benefits of AC-motorДокумент12 страницBenefits of AC-motorPuneet JoshiОценок пока нет
- Starting Guide For G11S-UDP Synchronous Motor Software: Date - Revision 14/12/05 - 4Документ12 страницStarting Guide For G11S-UDP Synchronous Motor Software: Date - Revision 14/12/05 - 4freddy garciaОценок пока нет
- مثال لحسلب تيار دوار في لمحولاتДокумент5 страницمثال لحسلب تيار دوار في لمحولاتحسن هاديОценок пока нет
- Troubleshoot Engine Control Module IssuesДокумент10 страницTroubleshoot Engine Control Module IssuesDavid QuispeОценок пока нет
- Reading Material - SCRДокумент9 страницReading Material - SCRDimitri RamloganОценок пока нет
- Bearing Current - YaskawaДокумент40 страницBearing Current - YaskawaArunava DasguptaОценок пока нет
- Basic Calculation of A Buck Converter 'S Power Stage: Application NoteДокумент9 страницBasic Calculation of A Buck Converter 'S Power Stage: Application NoteNestor GlezОценок пока нет
- Design high frequency push-pull DC/DC converterДокумент5 страницDesign high frequency push-pull DC/DC converterEdoardoОценок пока нет
- The Clapp Oscillator: ObjectiveДокумент4 страницыThe Clapp Oscillator: ObjectiveDinesh Kumar MehraОценок пока нет
- Avt1611 enДокумент4 страницыAvt1611 enGiovanni BatistaОценок пока нет
- TD 310Документ9 страницTD 310Paresh PanchalОценок пока нет
- VLSIДокумент9 страницVLSIArunitha ArulnathanОценок пока нет
- Laporan 3 Kubikel High & Low VoltageДокумент5 страницLaporan 3 Kubikel High & Low VoltageTirta MuktiОценок пока нет
- AUMAДокумент4 страницыAUMAbj156iОценок пока нет
- B11 Starting System/Charging System: To IndexДокумент6 страницB11 Starting System/Charging System: To Indexwei fooОценок пока нет
- HeaderДокумент10 страницHeaderDjokata0% (1)
- CopyrightДокумент1 страницаCopyrightDjokataОценок пока нет
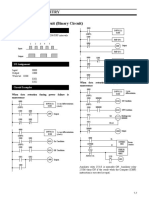
- Useful Circuitry Push-On/Push-Off Circuit (Binary Circuit)Документ10 страницUseful Circuitry Push-On/Push-Off Circuit (Binary Circuit)DjokataОценок пока нет
- Application Examples of Basic Commands: OperationДокумент11 страницApplication Examples of Basic Commands: OperationDjokataОценок пока нет
- Chap 9.1Документ7 страницChap 9.1DjokataОценок пока нет
- Useful Circuitry: 16-Point Non-Lock-In AnnunicatorДокумент6 страницUseful Circuitry: 16-Point Non-Lock-In AnnunicatorDjokataОценок пока нет
- ContentДокумент3 страницыContentDjokataОценок пока нет
- Chap 8.1Документ6 страницChap 8.1DjokataОценок пока нет
- Useful Circuitry 1 - Cycle Differentiation CircuitДокумент6 страницUseful Circuitry 1 - Cycle Differentiation CircuitDjokataОценок пока нет
- Application Examples of Basic CommandsДокумент9 страницApplication Examples of Basic CommandsDjokataОценок пока нет
- Application Examples of Basic Commands Example: Ball Sorter MechanismДокумент5 страницApplication Examples of Basic Commands Example: Ball Sorter MechanismDjokataОценок пока нет
- Chap 6.1Документ11 страницChap 6.1DjokataОценок пока нет
- Application Examples of Basic Commands: ExampleДокумент11 страницApplication Examples of Basic Commands: ExampleDjokataОценок пока нет
- Chap 5.1Документ9 страницChap 5.1DjokataОценок пока нет
- Application Examples of Basic Commands On and Off Delay CircuitДокумент10 страницApplication Examples of Basic Commands On and Off Delay CircuitDjokata100% (1)
- Unit Specifications and Components General Specifications of Cpm1A Cpus UnitДокумент15 страницUnit Specifications and Components General Specifications of Cpm1A Cpus UnitDjokataОценок пока нет
- Chap 3.1Документ17 страницChap 3.1DjokataОценок пока нет
- Appendix E-PC Setup CPM1A PC Setup SettingsДокумент10 страницAppendix E-PC Setup CPM1A PC Setup SettingsDjokataОценок пока нет
- Chap 2.2Документ2 страницыChap 2.2DjokataОценок пока нет
- Appendix C-Programming Instructions Instruction Available in CPM1A and CPM2A Sequence InstructionsДокумент10 страницAppendix C-Programming Instructions Instruction Available in CPM1A and CPM2A Sequence InstructionsDjokataОценок пока нет
- Chap 2.1Документ24 страницыChap 2.1DjokataОценок пока нет
- Appendix D-Memory Areas CPM1A Memory Area Functions Memory Area StructureДокумент15 страницAppendix D-Memory Areas CPM1A Memory Area Functions Memory Area StructureDjokataОценок пока нет
- Appendix A-Standard Models Standard ModelsДокумент3 страницыAppendix A-Standard Models Standard ModelsDjokataОценок пока нет
- Chap 1.1Документ11 страницChap 1.1DjokataОценок пока нет
- APPENDBДокумент10 страницAPPENDBDjokataОценок пока нет
- Hvs-313. Maximum Demand ControllerДокумент3 страницыHvs-313. Maximum Demand ControllerHari BabuОценок пока нет
- Chemistry Project: To Study The Quantity of Casein Present in Different Samples of MilkДокумент14 страницChemistry Project: To Study The Quantity of Casein Present in Different Samples of Milkveenu68Оценок пока нет
- Hooke's Law and Property of MaterialsnotesДокумент5 страницHooke's Law and Property of MaterialsnotesPrithu PareekОценок пока нет
- Analysis of Milk ComponentsДокумент7 страницAnalysis of Milk Componentsgailluna112795Оценок пока нет
- 0 Physics SyllabusДокумент2 страницы0 Physics Syllabusiffat fatima patilОценок пока нет
- E1213-14 Práctica Estándar para La Diferencia Mínima de Temperatura Resoluble para Sistemas de Imágenes TérmicasДокумент3 страницыE1213-14 Práctica Estándar para La Diferencia Mínima de Temperatura Resoluble para Sistemas de Imágenes Térmicasfredy lopezОценок пока нет
- MFIX On of Discrete Element MethodДокумент30 страницMFIX On of Discrete Element MethodkamranianОценок пока нет
- Mohit SIR LATEST Notes (GATE+ESE-2020) )Документ5 страницMohit SIR LATEST Notes (GATE+ESE-2020) )Vipul MetaОценок пока нет
- Introducing JiFi ST Petersburg 2014Документ4 страницыIntroducing JiFi ST Petersburg 2014danjohhnОценок пока нет
- Electronics Engg.: Detailed Solutions ofДокумент52 страницыElectronics Engg.: Detailed Solutions ofAshish ChoudharyОценок пока нет
- cO2CH4 Permselective GassensorДокумент5 страницcO2CH4 Permselective GassensorKartik RamasubramanianОценок пока нет
- Atomic absorption spectroscopy analysis of metalsДокумент3 страницыAtomic absorption spectroscopy analysis of metalsVishnu VichuZОценок пока нет
- Quantum NumbersДокумент10 страницQuantum Numbersaplattinum1633Оценок пока нет
- Wiring DiagramДокумент24 страницыWiring DiagramReji Raju0% (1)
- Assignment 2Документ2 страницыAssignment 2ue06037Оценок пока нет
- Universal cleaner for ultrasonic bathsДокумент1 страницаUniversal cleaner for ultrasonic bathsJuan ShunaОценок пока нет
- Midas FEAДокумент2 страницыMidas FEACristian Camilo Londoño PiedrahítaОценок пока нет
- EagleBurgmann Statotherm P Foil 9591 P enДокумент1 страницаEagleBurgmann Statotherm P Foil 9591 P enkeyur1109Оценок пока нет
- Physics SL Paper 3 TZ2Документ20 страницPhysics SL Paper 3 TZ2Dongjean SeoОценок пока нет
- 400 KV Tender Docs PDFДокумент356 страниц400 KV Tender Docs PDFtanujaayerОценок пока нет
- Thermal Engineering PDFДокумент76 страницThermal Engineering PDFKartik KuriОценок пока нет
- 11 TransportationДокумент61 страница11 TransportationWindi Astuti0% (1)
- 1 Design Basis 1.1 Material and Properties 1.1 Material and PropertiesДокумент13 страниц1 Design Basis 1.1 Material and Properties 1.1 Material and PropertiesDarshan PanchalОценок пока нет