Вам также может понравиться
- Use of Simplified Structural Models To Predict Dynamic Response To Wave-In-Deck LoadsДокумент7 страницUse of Simplified Structural Models To Predict Dynamic Response To Wave-In-Deck LoadsanandakoeОценок пока нет
- Nonlinear Ansys Tension Test Tutorial: 1. Preparing Element and Material ModelДокумент9 страницNonlinear Ansys Tension Test Tutorial: 1. Preparing Element and Material ModelAniruddha KulkarniОценок пока нет
- Sacinp - WHT BH2 JKT InplaceR2Документ1 527 страницSacinp - WHT BH2 JKT InplaceR2anandakoeОценок пока нет
- 1Документ1 страница1anandakoeОценок пока нет
- UC RangeДокумент2 страницыUC RangeanandakoeОценок пока нет
- Jcninp Load - WHT-BH2Документ1 страницаJcninp Load - WHT-BH2anandakoeОценок пока нет
- ContohДокумент13 страницContohanandakoeОценок пока нет
- CIVIL BREADTH and STRUCTURAL DEPTH Exam Specifications: Principles and Practice of EngineeringДокумент6 страницCIVIL BREADTH and STRUCTURAL DEPTH Exam Specifications: Principles and Practice of EngineeringanandakoeОценок пока нет
- Essential Ansys PDFДокумент9 страницEssential Ansys PDFanandakoeОценок пока нет
- SaclstДокумент281 страницаSaclstanandakoeОценок пока нет
- Limit LoadДокумент16 страницLimit Load001tabОценок пока нет
- Chap 16Документ50 страницChap 16sarumaniОценок пока нет
- ANSYS Example BeamBendДокумент6 страницANSYS Example BeamBendhaitham08Оценок пока нет
- Ansys Asas BrochureДокумент4 страницыAnsys Asas BrochureTomás CampoverdeОценок пока нет
- Welds in Pro/E and ANSYS WorkbenchДокумент6 страницWelds in Pro/E and ANSYS WorkbenchSandeep KadamОценок пока нет
- Mathcad Tutorial: by Colorado State University StudentДокумент51 страницаMathcad Tutorial: by Colorado State University StudentDiana ScodreanuОценок пока нет
- ANSYS Short Course: Tim Langlais Langlais@me - Umn.edu August 31, 1998Документ14 страницANSYS Short Course: Tim Langlais Langlais@me - Umn.edu August 31, 1998Radu NeaguОценок пока нет
- Stress Analysis Using ANSYSДокумент20 страницStress Analysis Using ANSYSanandakoeОценок пока нет
- ANSYS Computer RequirementsДокумент6 страницANSYS Computer RequirementsSandeep ReddyОценок пока нет
- 31Документ14 страниц31anandakoeОценок пока нет
- LECTURE 7: Finite Element Methods in Fracture MechanicsДокумент7 страницLECTURE 7: Finite Element Methods in Fracture MechanicsanandakoeОценок пока нет
- Finite Element Analysis Ii Coursework: Areas of StudyДокумент1 страницаFinite Element Analysis Ii Coursework: Areas of StudyanandakoeОценок пока нет
- Pipe Fea Using AnsysДокумент14 страницPipe Fea Using AnsysanandakoeОценок пока нет
- 2 08-NonlinДокумент11 страниц2 08-NonlinanandakoeОценок пока нет
- MECH 387 Lab Exercise 9 Fatigue AnalysisДокумент19 страницMECH 387 Lab Exercise 9 Fatigue AnalysisanandakoeОценок пока нет
- Plasticity: Jake Blanchard Spring 2008Документ9 страницPlasticity: Jake Blanchard Spring 2008miki156799Оценок пока нет
- Sea Eye Tiger ROV System: Allied Marine & Equipment Sdn. BHDДокумент1 страницаSea Eye Tiger ROV System: Allied Marine & Equipment Sdn. BHDanandakoeОценок пока нет
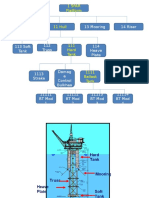
- 12 Topsides 13 Mooring 14 Riser: 1 Spar PlatformДокумент2 страницы12 Topsides 13 Mooring 14 Riser: 1 Spar PlatformanandakoeОценок пока нет
- Er Be IДокумент8 страницEr Be IanandakoeОценок пока нет
- Findind Workbench Tutorial On GeometryДокумент3 страницыFindind Workbench Tutorial On Geometryhimanshuve1991Оценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- A320 AMM ch12Документ1 658 страницA320 AMM ch12Larry BoguesОценок пока нет
- Seminar EngineДокумент9 страницSeminar EngineSwaroop R NayakaОценок пока нет
- B777 Air SystemsДокумент0 страницB777 Air SystemsJOUO20009167Оценок пока нет
- Helideck Hand SignalsДокумент5 страницHelideck Hand Signalsromerov24Оценок пока нет
- Russian Journalist and Putin Biographer Talks To Industry Experts About The Next Generation of Air Travel and What It Can Do For The Future of The Russian Economy-PR Newswire Asia-NewswireДокумент3 страницыRussian Journalist and Putin Biographer Talks To Industry Experts About The Next Generation of Air Travel and What It Can Do For The Future of The Russian Economy-PR Newswire Asia-NewswirePascalNajadiОценок пока нет
- RAAF Pilot EngineerДокумент70 страницRAAF Pilot EngineerBobby ChippingОценок пока нет
- EfcsДокумент4 страницыEfcsJai DeepОценок пока нет
- SpiceJet - E-Ticket - PNR Z9C9KW - 21 Oct 2015 Delhi-Varanasi For MR. SINHAДокумент2 страницыSpiceJet - E-Ticket - PNR Z9C9KW - 21 Oct 2015 Delhi-Varanasi For MR. SINHAVasant Kumar SinhaОценок пока нет
- MSM - Master of Science in Management and Engineering Class Profile 2017 FINALДокумент24 страницыMSM - Master of Science in Management and Engineering Class Profile 2017 FINALRodrigs Nogoy CelsoОценок пока нет
- TurtleSkin WaterArmor InformationДокумент2 страницыTurtleSkin WaterArmor InformationtsantiagotiwllОценок пока нет
- VQPR ChartsДокумент11 страницVQPR ChartsKAPTAN XОценок пока нет
- TongyuДокумент1 страницаTongyuwasfiОценок пока нет
- PCARДокумент21 страницаPCARJP David100% (2)
- SNOWTAM DECODER (Notam Format) : No Official Use - Accuracy Cannot Be Guaranteed - For Info Only !Документ2 страницыSNOWTAM DECODER (Notam Format) : No Official Use - Accuracy Cannot Be Guaranteed - For Info Only !flotterotterОценок пока нет
- AMESim - Applications in AeronauticsДокумент26 страницAMESim - Applications in AeronauticsAnonymous ftVjzUlWLОценок пока нет
- Fluid Mechanics Student NotebookДокумент100 страницFluid Mechanics Student Notebookrbabhi100% (1)
- AC 43.13-1B w-chg1 PDFДокумент646 страницAC 43.13-1B w-chg1 PDFSaul De Leon EstradaОценок пока нет
- Performance Evaluation of DFMC-GNSS Receiver For Avionics ApplicationsДокумент16 страницPerformance Evaluation of DFMC-GNSS Receiver For Avionics ApplicationsBalakrishna SaradkaОценок пока нет
- Aug 10 QuestionДокумент118 страницAug 10 QuestionAyaan KhanОценок пока нет
- B GutДокумент2 страницыB GutirmawatigОценок пока нет
- S. R. ChakravarthyДокумент7 страницS. R. ChakravarthyDevangMarvaniaОценок пока нет
- E524c AsenДокумент56 страницE524c AsenmaungmaunglattОценок пока нет
- AERODYNAMICSДокумент14 страницAERODYNAMICSEswara Reddy100% (5)
- Explanatory Note To Ed Decision 2021-008-rДокумент24 страницыExplanatory Note To Ed Decision 2021-008-rrdpereirОценок пока нет
- Airlines OperationsДокумент31 страницаAirlines OperationsAviation Library100% (1)
- The GEnx Next Generation AviationДокумент8 страницThe GEnx Next Generation AviationMukesh Karunanethy100% (1)
- TCAA Invitation Appplication For Training Loan On The Field of Aircraft Maintenance EngineeringДокумент1 страницаTCAA Invitation Appplication For Training Loan On The Field of Aircraft Maintenance EngineeringCollinОценок пока нет
- Slipso400 ManualДокумент24 страницыSlipso400 Manualwjaniak_1Оценок пока нет
- H Service Data Sheet PDFДокумент8 страницH Service Data Sheet PDFAbhijit MannaОценок пока нет
- Wing Lift-Drag Ratio OptimizationДокумент7 страницWing Lift-Drag Ratio OptimizationDipanjan ChoudhuryОценок пока нет