Вам также может понравиться
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Two Stroke EnginesДокумент54 страницыTwo Stroke EnginesAJIN ELIAS ALEXОценок пока нет
- Piston and Rings 3126BДокумент3 страницыPiston and Rings 3126BGerardo100% (1)
- Hyundai Engine Power PlantДокумент8 страницHyundai Engine Power Plantpiscesguy78Оценок пока нет
- Ose 1 Vertical Ose Beginner 1 Ok PDFДокумент1 страницаOse 1 Vertical Ose Beginner 1 Ok PDFAnonymous MMLzZjbyОценок пока нет
- Pid of A Piping SystemДокумент4 страницыPid of A Piping SystemBandaluppi VenkateshОценок пока нет
- Steam Generation Calculations of BoilerДокумент5 страницSteam Generation Calculations of BoilerRaza Un Nabi100% (1)
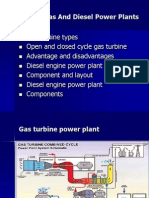
- Lecture 4Документ36 страницLecture 4salmanqaadirОценок пока нет
- 805 300 MW Coal Fired Hybrid Thermal Power Plant With 30 70 Solar Power Concentrator For Econ SHДокумент3 страницы805 300 MW Coal Fired Hybrid Thermal Power Plant With 30 70 Solar Power Concentrator For Econ SHMaria Katherine Cruz PantojaОценок пока нет
- Steam Engine Project ReportДокумент47 страницSteam Engine Project Reportpurushottamdeshpande113Оценок пока нет
- 15-151906-Conventional Power Engineering (Institute Elective - II)Документ2 страницы15-151906-Conventional Power Engineering (Institute Elective - II)BHARAT parmarОценок пока нет
- NYCHA - Ravenswood Houses Heat PlanДокумент3 страницыNYCHA - Ravenswood Houses Heat PlanColin PearceОценок пока нет
- Department of Mechanical Engineering: Assignment-1Документ3 страницыDepartment of Mechanical Engineering: Assignment-1AniketОценок пока нет
- SolarДокумент37 страницSolarPrasannaОценок пока нет
- Garioni Naval Newsletter 32Документ5 страницGarioni Naval Newsletter 32Alexis Barnabás CollinsОценок пока нет
- Deye 16KW Hybrid InverterДокумент2 страницыDeye 16KW Hybrid InverterkresennnОценок пока нет
- Questions and Answers - Photovoltaic Training Session 4Документ3 страницыQuestions and Answers - Photovoltaic Training Session 4Fernando NunoОценок пока нет
- 8-Turbine PerformanceДокумент17 страниц8-Turbine PerformanceYohan ManaligodОценок пока нет
- Geothermal Power PlantДокумент6 страницGeothermal Power PlantDonabell B. MonteclarosОценок пока нет
- Introduction About CI EngineДокумент2 страницыIntroduction About CI Enginevijayakumar100% (1)
- Rankine Cycle Lecture 3 Online 2020Документ19 страницRankine Cycle Lecture 3 Online 2020Bassam RiachiОценок пока нет
- Consumption in KWH: Consider Five Points For Design 1. 2. 3. 4. 5Документ2 страницыConsumption in KWH: Consider Five Points For Design 1. 2. 3. 4. 5002Pradeep002Оценок пока нет
- BioMass Conversion TechnologiesДокумент5 страницBioMass Conversion Technologiessanthoshi durgaОценок пока нет
- 5012 PDFДокумент2 страницы5012 PDFBhupesh yadavОценок пока нет
- Solar Irradiance Calculator - Useful Sun Power ToolДокумент3 страницыSolar Irradiance Calculator - Useful Sun Power ToolBijuОценок пока нет
- ME-267 Internal Combustion Engine Problem Solving: Lect-20Документ16 страницME-267 Internal Combustion Engine Problem Solving: Lect-20akib ajad100% (1)
- Performance Evaluation and Off Design Analysis of The HP and LP Feed Water Heaters On A 3 135 MW Coal Fired Power Plant 2168 9873 1000308Документ14 страницPerformance Evaluation and Off Design Analysis of The HP and LP Feed Water Heaters On A 3 135 MW Coal Fired Power Plant 2168 9873 1000308hari reddyОценок пока нет
- Chapter No-5 Steam Condensers and Cooling Towers Marks-16Документ22 страницыChapter No-5 Steam Condensers and Cooling Towers Marks-16Vera WidyaОценок пока нет
- Electric Power Generator System Using RingДокумент1 страницаElectric Power Generator System Using RingPaul William RabinoОценок пока нет
- Unit 4Документ14 страницUnit 4amsk24_24Оценок пока нет
- Solar-Coupled Thermal Storage-Dracker PDFДокумент24 страницыSolar-Coupled Thermal Storage-Dracker PDFFatah BouhiredОценок пока нет