Вам также может понравиться
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingОт EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingОценок пока нет
- Section 03210 Epoxy Coated Concrete ReinforcementДокумент7 страницSection 03210 Epoxy Coated Concrete ReinforcementgulzamanОценок пока нет
- Increasing the Durability of Paint and Varnish Coatings in Building Products and ConstructionОт EverandIncreasing the Durability of Paint and Varnish Coatings in Building Products and ConstructionОценок пока нет
- 80080-TCH-0000-SP-003 - SIGNED-Coating ProcedureДокумент7 страниц80080-TCH-0000-SP-003 - SIGNED-Coating ProcedurePaul NieОценок пока нет
- 1055 Attachment 9 - QP GRP Piping SpecifiДокумент8 страниц1055 Attachment 9 - QP GRP Piping SpecifikarunaОценок пока нет
- Ceramic Materials for Energy Applications VIОт EverandCeramic Materials for Energy Applications VIHua-Tay LinОценок пока нет
- Method Statement For Roofing & SidingДокумент7 страницMethod Statement For Roofing & SidingJoe_Average88% (8)
- Weld Overlay Procedure For InconelДокумент3 страницыWeld Overlay Procedure For InconelArash Mohamadi100% (2)
- Ceramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesОт EverandCeramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesJosef MatyášОценок пока нет
- BBM Specification (227 229)Документ3 страницыBBM Specification (227 229)mayur_lanjewar100% (4)
- Mechanical Properties and Performance of Engineering Ceramics and Composites X: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesОт EverandMechanical Properties and Performance of Engineering Ceramics and Composites X: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesDileep SinghОценок пока нет
- General SpecificationДокумент5 страницGeneral SpecificationDindo CabudbudОценок пока нет
- Advanced Processing and Manufacturing Technologies for Nanostructured and Multifunctional Materials IIIОт EverandAdvanced Processing and Manufacturing Technologies for Nanostructured and Multifunctional Materials IIITatsuki OhjiОценок пока нет
- Fusion Bonded Epoxy Coated Reinforcing Bars - Specification: Indian StandardДокумент12 страницFusion Bonded Epoxy Coated Reinforcing Bars - Specification: Indian StandardsssmouОценок пока нет
- Technical Specification - FilterДокумент15 страницTechnical Specification - FilterMurli RamchandranОценок пока нет
- Internal Surface Treatment SpecificationДокумент3 страницыInternal Surface Treatment SpecificationaltipatlarОценок пока нет
- External Pipe CoatingsДокумент15 страницExternal Pipe Coatingsupesddn2010100% (3)
- Appendix-8 Painting SpecificationДокумент12 страницAppendix-8 Painting SpecificationVasanthakumarОценок пока нет
- 41537TECH MechДокумент24 страницы41537TECH MechSunilChotaliyaОценок пока нет
- Clamps Specification GeneralДокумент20 страницClamps Specification Generalpiyush_123456789Оценок пока нет
- Specification Cum Compliance Certificate of Earthing SystemДокумент2 страницыSpecification Cum Compliance Certificate of Earthing Systemsbpathi100% (1)
- ISO 2063-Thermal Spray Coating PDFДокумент5 страницISO 2063-Thermal Spray Coating PDFabhibmaneОценок пока нет
- C 36 - C 36M - 99 - Qzm2ltk5rteДокумент3 страницыC 36 - C 36M - 99 - Qzm2ltk5rte2010civ164Оценок пока нет
- 0702 Sound and Vibration ControlДокумент7 страниц0702 Sound and Vibration Controlntt_121987Оценок пока нет
- Shop Painting 411Документ4 страницыShop Painting 411quietdifferentОценок пока нет
- Visual Inspection of Weld Api 650Документ2 страницыVisual Inspection of Weld Api 650amshivОценок пока нет
- A 780Документ3 страницыA 780Gustavo SuarezОценок пока нет
- C 931 - C 931m - 04 Qzkzms9dotmxtqДокумент3 страницыC 931 - C 931m - 04 Qzkzms9dotmxtqHumberto GutierrezОценок пока нет
- Gypsum Wallboard (Hard Metric Sizes) : Standard Specification ForДокумент3 страницыGypsum Wallboard (Hard Metric Sizes) : Standard Specification Forkoushik15Оценок пока нет
- Durashield 110 61Документ6 страницDurashield 110 61huicholeОценок пока нет
- 04200Документ9 страниц04200uddinnadeemОценок пока нет
- ITCC in Riyadh Residential Complex J10-13300 09680-1 CarpetДокумент6 страницITCC in Riyadh Residential Complex J10-13300 09680-1 CarpetuddinnadeemОценок пока нет
- Storage Tank API 650Документ20 страницStorage Tank API 650jalison07xОценок пока нет
- Building CodesДокумент15 страницBuilding CodesPikuОценок пока нет
- Amsc N/A FSC 1325Документ5 страницAmsc N/A FSC 1325Mark AinsworthОценок пока нет
- Anticorrosion Reinforcement SpecsДокумент5 страницAnticorrosion Reinforcement SpecsNishan Lulu Muhamed JaleelОценок пока нет
- Specification For Pre Stressed Cement Concrete PolesДокумент10 страницSpecification For Pre Stressed Cement Concrete PolesNagabhushanam PayapalleОценок пока нет
- Standard Design Basis - Fire Proofing of Steel StructuresДокумент4 страницыStandard Design Basis - Fire Proofing of Steel Structuresnirmal sutharОценок пока нет
- RECo Abbreviated MSE Spec 7-20-2018Документ5 страницRECo Abbreviated MSE Spec 7-20-2018Faten Abou ShakraОценок пока нет
- BOQ (Society) PDFДокумент7 страницBOQ (Society) PDFAnkita Baban Gavade100% (1)
- Project: Proposed Three-Storey Commercial Building Location: 187 J.P. Rizal ST., Brgy. Tejeros Makati City Owner: Anabelle OrinaДокумент7 страницProject: Proposed Three-Storey Commercial Building Location: 187 J.P. Rizal ST., Brgy. Tejeros Makati City Owner: Anabelle Orinatyn de guzmanОценок пока нет
- Iacs 69 - NDTДокумент15 страницIacs 69 - NDTRicky WCKОценок пока нет
- Storage Tank (API 650)Документ20 страницStorage Tank (API 650)sbmmla83% (6)
- 2007 Section ViiiДокумент3 страницы2007 Section ViiiMiriam LopezОценок пока нет
- Masonry Works: HEO Architects Technical SpecificationДокумент6 страницMasonry Works: HEO Architects Technical SpecificationDk MariОценок пока нет
- Division Iii-Concrete & MasonryДокумент31 страницаDivision Iii-Concrete & MasonryClive Aaron GuanzonОценок пока нет
- WP 11 Corrosion Protection Tape CoatingДокумент3 страницыWP 11 Corrosion Protection Tape CoatingKarthikОценок пока нет
- WP 11 Corrosion Protection Tape Coating123Документ3 страницыWP 11 Corrosion Protection Tape Coating123KarthikОценок пока нет
- Scope of JobДокумент6 страницScope of JobSHIVAM JOHRIОценок пока нет
- ConstructionДокумент8 страницConstructionGaspar Lig-ang TolomiaОценок пока нет
- Techspec Smart Pylon Part 1Документ7 страницTechspec Smart Pylon Part 1shubham sehgalОценок пока нет
- Brick Masonry SpecificationДокумент14 страницBrick Masonry SpecificationHeak Hor100% (1)
- Dm-dsi-SPEC09 - Corrosion PR & Odor CNTRLДокумент13 страницDm-dsi-SPEC09 - Corrosion PR & Odor CNTRLhardikОценок пока нет
- 4.10) Arch Shaped Self Supporting Trussless Roof SpecificationsДокумент11 страниц4.10) Arch Shaped Self Supporting Trussless Roof Specificationshebh123100% (1)
- ITCC in Riyadh Residential Complex J10-13300 07150-1 DampproofingДокумент3 страницыITCC in Riyadh Residential Complex J10-13300 07150-1 DampproofinguddinnadeemОценок пока нет
- Cathodic Protection 2015Документ21 страницаCathodic Protection 2015ainunОценок пока нет
- Standard Test Method For Impact Resistance D2794Документ3 страницыStandard Test Method For Impact Resistance D2794vasu_suvaОценок пока нет
- RDSO - Metalization With AluminumДокумент2 страницыRDSO - Metalization With AluminumPraveen Varma VОценок пока нет
- SSC JeДокумент41 страницаSSC JeHimanshuKashyapОценок пока нет
- Short Title, Extent and Commencement - (1) These Rules May Be Called TheДокумент10 страницShort Title, Extent and Commencement - (1) These Rules May Be Called TheLaksh ManОценок пока нет
- Faq'S - Indigo Cadet Pilot Program - L3HarrisДокумент4 страницыFaq'S - Indigo Cadet Pilot Program - L3HarrisSОценок пока нет
- About - Egovernance of Civil AviationДокумент9 страницAbout - Egovernance of Civil AviationSiddharth ShuklaОценок пока нет
- Fare Details:: Indian Railways GST DetailsДокумент3 страницыFare Details:: Indian Railways GST DetailsNiraj PrasadОценок пока нет
- Medical Certificate of Fitness FormatДокумент1 страницаMedical Certificate of Fitness FormatSheshu BabuОценок пока нет
- Short Title, Extent and Commencement - (1) These Rules May Be Called TheДокумент10 страницShort Title, Extent and Commencement - (1) These Rules May Be Called TheLaksh ManОценок пока нет
- Boarding Pass: Pune To Patna Vishal/Divya MsДокумент3 страницыBoarding Pass: Pune To Patna Vishal/Divya MsNiraj PrasadОценок пока нет
- BE 2008 Result Nov-Dec 14Документ176 страницBE 2008 Result Nov-Dec 14Niraj PrasadОценок пока нет
- Rennovation of Toilet Blocks in R.O, Pune: Department of Posts, IndiaДокумент2 страницыRennovation of Toilet Blocks in R.O, Pune: Department of Posts, IndiaNiraj PrasadОценок пока нет
- APPLICATION FORM FOR Short Service Commission Executive (GS (Hydro) ) JUN 16 BATCHДокумент1 страницаAPPLICATION FORM FOR Short Service Commission Executive (GS (Hydro) ) JUN 16 BATCHNiraj PrasadОценок пока нет
- TGC 121 NotificatisonДокумент1 страницаTGC 121 NotificatisonNiraj PrasadОценок пока нет
- Notes On Sensitivity AnalysisДокумент12 страницNotes On Sensitivity AnalysisNikhil KhobragadeОценок пока нет
- Water Tank DesignДокумент37 страницWater Tank DesignWrishad Zia95% (98)
- StaircaseДокумент3 страницыStaircaseNiraj PrasadОценок пока нет
- Climate: Month Jan Feb Mar Apr May Jun Jul Aug Sep Oct Nov Dec Year Average High °C (°F)Документ1 страницаClimate: Month Jan Feb Mar Apr May Jun Jul Aug Sep Oct Nov Dec Year Average High °C (°F)Niraj PrasadОценок пока нет
- Retaining Wall DesignДокумент168 страницRetaining Wall DesignAlfonso PatuktokОценок пока нет
- 17216Документ7 страниц17216Niraj PrasadОценок пока нет
- Sem 2 PracticalДокумент60 страницSem 2 PracticalNiraj PrasadОценок пока нет
- Niraj (Registration-Id 51150048158)Документ4 страницыNiraj (Registration-Id 51150048158)Niraj PrasadОценок пока нет
- S 1Документ2 страницыS 1Niraj PrasadОценок пока нет
- 8.ISCA RJEngS 2013 065Документ8 страниц8.ISCA RJEngS 2013 065Niraj PrasadОценок пока нет
- 158-Calculation of Short Circuit CurrentsДокумент24 страницы158-Calculation of Short Circuit Currentsgeorgel1980100% (2)
- Wifisky Wireless AdapterДокумент9 страницWifisky Wireless AdapterVan HusenОценок пока нет
- Sect1 Network FunctionalityДокумент50 страницSect1 Network FunctionalityIulian StanОценок пока нет
- 3 Lifeline CPVC Hot and Cold Plumbing SystemДокумент4 страницы3 Lifeline CPVC Hot and Cold Plumbing SystemNikita KadamОценок пока нет
- Islplesson 1Документ2 страницыIslplesson 1api-279509605Оценок пока нет
- TLD01 GB PDFДокумент80 страницTLD01 GB PDFLademir FerreiraОценок пока нет
- Economic Thickness of InsulationДокумент16 страницEconomic Thickness of InsulationSomnath RangrejОценок пока нет
- RAN18.1 Capacity Monitoring Guide (BSC6910-Based) (02) (PDF) - EN PDFДокумент78 страницRAN18.1 Capacity Monitoring Guide (BSC6910-Based) (02) (PDF) - EN PDFUmar MirОценок пока нет
- RF 2022 (Jan) v6Документ3 страницыRF 2022 (Jan) v6mozha pradityaОценок пока нет
- NT 664Y6400 B E-Tech-S ENДокумент24 страницыNT 664Y6400 B E-Tech-S ENHugo CarvalhoОценок пока нет
- Anuj Project FileДокумент38 страницAnuj Project FileamaranandminzОценок пока нет
- Network Security Policy: PurposeДокумент17 страницNetwork Security Policy: Purposeamir_saheedОценок пока нет
- P4M800 Pro m7Документ31 страницаP4M800 Pro m7rarahimОценок пока нет
- Pueblo Revival Transitional Housing: Tucson ArizonaДокумент51 страницаPueblo Revival Transitional Housing: Tucson ArizonaJermaine FoxxОценок пока нет
- SAE J551-13 Suface Vehicle StandardДокумент10 страницSAE J551-13 Suface Vehicle StandardLê Đình ĐiềuОценок пока нет
- (BS EN 932-5 - 2000) - Tests For General Properties of Aggregates. Common Equipment and CalibrationДокумент18 страниц(BS EN 932-5 - 2000) - Tests For General Properties of Aggregates. Common Equipment and CalibrationAdelОценок пока нет
- QC General NotesДокумент21 страницаQC General NotesBilly Kurniawan100% (2)
- Mechanical Design Engineer-ZainДокумент5 страницMechanical Design Engineer-ZainSyedZainAliОценок пока нет
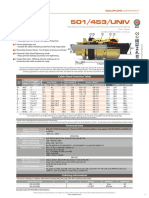
- 501/453/UNIV: Cable Gland Selection TableДокумент1 страница501/453/UNIV: Cable Gland Selection TableAkmalОценок пока нет
- PQP Vs ISO 9001 Clauses List PDFДокумент1 страницаPQP Vs ISO 9001 Clauses List PDFVpln Sarma100% (1)
- Elite IPK II Programming ManualДокумент617 страницElite IPK II Programming Manualvamez2012Оценок пока нет
- Usability Test Form (Customer) : Spelling, Grammar, MechanicsДокумент6 страницUsability Test Form (Customer) : Spelling, Grammar, MechanicsKok Yong ShunОценок пока нет
- R133-E02 Thermometer GlassДокумент24 страницыR133-E02 Thermometer GlasslailiОценок пока нет
- W20PGДокумент147 страницW20PGAnup MishraОценок пока нет
- Elm 327 DSHДокумент76 страницElm 327 DSHekysperОценок пока нет
- Strategic Management Control (Best Summary)Документ2 страницыStrategic Management Control (Best Summary)Laura Lo PrioreОценок пока нет
- Unit 5Документ3 страницыUnit 5rcpascОценок пока нет
- Bender IR485 486 DB UpdatedДокумент4 страницыBender IR485 486 DB UpdatedUrsula JohnsonОценок пока нет
- Title Block in Engineering Drawing and Data Field Arrangement in ISO ExamplesДокумент10 страницTitle Block in Engineering Drawing and Data Field Arrangement in ISO ExamplesGustavo GamezОценок пока нет
- Ports and Protocols - JabberДокумент3 страницыPorts and Protocols - JabberCinthya Rocasalvo PerezОценок пока нет
- How to Estimate with RSMeans Data: Basic Skills for Building ConstructionОт EverandHow to Estimate with RSMeans Data: Basic Skills for Building ConstructionРейтинг: 4.5 из 5 звезд4.5/5 (2)
- Building Construction Technology: A Useful Guide - Part 1От EverandBuilding Construction Technology: A Useful Guide - Part 1Рейтинг: 4 из 5 звезд4/5 (3)
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideОт Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideРейтинг: 3.5 из 5 звезд3.5/5 (7)
- A Place of My Own: The Architecture of DaydreamsОт EverandA Place of My Own: The Architecture of DaydreamsРейтинг: 4 из 5 звезд4/5 (242)
- The Complete Guide to Building Your Own Home and Saving Thousands on Your New HouseОт EverandThe Complete Guide to Building Your Own Home and Saving Thousands on Your New HouseРейтинг: 5 из 5 звезд5/5 (3)
- Field Guide for Construction Management: Management by Walking AroundОт EverandField Guide for Construction Management: Management by Walking AroundРейтинг: 4.5 из 5 звезд4.5/5 (3)
- Building Physics -- Heat, Air and Moisture: Fundamentals and Engineering Methods with Examples and ExercisesОт EverandBuilding Physics -- Heat, Air and Moisture: Fundamentals and Engineering Methods with Examples and ExercisesОценок пока нет
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedОт EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedРейтинг: 5 из 5 звезд5/5 (1)
- THE PROPTECH GUIDE: EVERYTHING YOU NEED TO KNOW ABOUT THE FUTURE OF REAL ESTATEОт EverandTHE PROPTECH GUIDE: EVERYTHING YOU NEED TO KNOW ABOUT THE FUTURE OF REAL ESTATEРейтинг: 4 из 5 звезд4/5 (1)
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AОт EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AОценок пока нет
- Welding for Beginners in Fabrication: The Essentials of the Welding CraftОт EverandWelding for Beginners in Fabrication: The Essentials of the Welding CraftРейтинг: 5 из 5 звезд5/5 (5)
- Nuclear Energy in the 21st Century: World Nuclear University PressОт EverandNuclear Energy in the 21st Century: World Nuclear University PressРейтинг: 4.5 из 5 звезд4.5/5 (3)
- The Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialОт EverandThe Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialОценок пока нет
- The Everything Woodworking Book: A Beginner's Guide To Creating Great Projects From Start To FinishОт EverandThe Everything Woodworking Book: A Beginner's Guide To Creating Great Projects From Start To FinishРейтинг: 4 из 5 звезд4/5 (3)
- Shipping Container Homes: How to build a shipping container home, including plans, cool ideas, and more!От EverandShipping Container Homes: How to build a shipping container home, including plans, cool ideas, and more!Оценок пока нет
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsОт EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsРейтинг: 3.5 из 5 звезд3.5/5 (3)
- The Complete Guide to Building With Rocks & Stone: Stonework Projects and Techniques Explained SimplyОт EverandThe Complete Guide to Building With Rocks & Stone: Stonework Projects and Techniques Explained SimplyРейтинг: 4 из 5 звезд4/5 (1)
- Civil Engineer's Handbook of Professional PracticeОт EverandCivil Engineer's Handbook of Professional PracticeРейтинг: 4.5 из 5 звезд4.5/5 (2)
- Traditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingОт EverandTraditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingРейтинг: 5 из 5 звезд5/5 (2)