Вам также может понравиться
- Rugasol C Pds enДокумент2 страницыRugasol C Pds enArdy YulisetiantoОценок пока нет
- Const WhitePaper Cost of Rework XL June2013Документ14 страницConst WhitePaper Cost of Rework XL June2013ManishMokalОценок пока нет
- Elc pwp60Документ5 страницElc pwp60ManishMokalОценок пока нет
- Critobspaper PDFДокумент16 страницCritobspaper PDFManishMokalОценок пока нет
- Façade Design Life Datasheet V2Документ1 страницаFaçade Design Life Datasheet V2ManishMokalОценок пока нет
- Effect of Ultra Fine Flyash and Ultra Fine Ggbs On The Workability and Compressive Strength of ConcreteДокумент6 страницEffect of Ultra Fine Flyash and Ultra Fine Ggbs On The Workability and Compressive Strength of ConcreteManishMokalОценок пока нет
- Fireresistance Cif Winter 07 PDFДокумент4 страницыFireresistance Cif Winter 07 PDFManishMokal100% (1)
- Bearingd For BridgesДокумент19 страницBearingd For BridgesManishMokalОценок пока нет
- Zhangyunsheng304687 Self 200808 8Документ5 страницZhangyunsheng304687 Self 200808 8ManishMokalОценок пока нет
- Evaluating The Effect of Mixing Method On Cement HydrationДокумент14 страницEvaluating The Effect of Mixing Method On Cement HydrationManishMokalОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- 01 - TechDocs, Acft Gen, ATAs-05to12,20 - E190 - 202pgДокумент202 страницы01 - TechDocs, Acft Gen, ATAs-05to12,20 - E190 - 202pgေအာင္ ရွင္း သန္ ့Оценок пока нет
- Payment of Wages 1936Документ4 страницыPayment of Wages 1936Anand ReddyОценок пока нет
- UG ENGLISH Honours PDFДокумент59 страницUG ENGLISH Honours PDFMR.Shantanu SharmaОценок пока нет
- Advanced Herd Health Management, Sanitation and HygieneДокумент28 страницAdvanced Herd Health Management, Sanitation and Hygienejane entunaОценок пока нет
- VRARAIДокумент12 страницVRARAIraquel mallannnaoОценок пока нет
- Fin Accounting IFRS 2e Ch13Документ62 страницыFin Accounting IFRS 2e Ch13Nguyễn Vinh QuangОценок пока нет
- S-Sapfico-Satyanarayanamaterial 121212Документ183 страницыS-Sapfico-Satyanarayanamaterial 121212mpsing1133Оценок пока нет
- Investment Analysis and Portfolio Management: Frank K. Reilly & Keith C. BrownДокумент113 страницInvestment Analysis and Portfolio Management: Frank K. Reilly & Keith C. BrownWhy you want to knowОценок пока нет
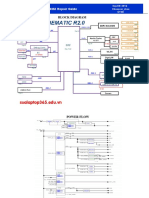
- Asus x453Документ5 страницAsus x453Rhiry Ntuh AthryОценок пока нет
- Wordbank 15 Coffee1Документ2 страницыWordbank 15 Coffee1akbal13Оценок пока нет
- Aharonov-Bohm Effect WebДокумент5 страницAharonov-Bohm Effect Webatactoulis1308Оценок пока нет
- Ty Baf TaxationДокумент4 страницыTy Baf TaxationAkki GalaОценок пока нет
- Essays of Warren Buffett - Lessons For Corporate America by Lawrence Cunningham - The Rabbit HoleДокумент3 страницыEssays of Warren Buffett - Lessons For Corporate America by Lawrence Cunningham - The Rabbit Holebrijsing0% (1)
- Ppap - 2556 PDFДокумент7 страницPpap - 2556 PDFMohamed ElmakkyОценок пока нет
- Kootenay Lake Pennywise April 26, 2016Документ48 страницKootenay Lake Pennywise April 26, 2016Pennywise PublishingОценок пока нет
- TB 60 Repair Parts PDFДокумент282 страницыTB 60 Repair Parts PDFvatasa100% (2)
- Study Notes - Google Project Management Professional CertificateДокумент4 страницыStudy Notes - Google Project Management Professional CertificateSWAPNIL100% (1)
- 15 Miscellaneous Bacteria PDFДокумент2 страницы15 Miscellaneous Bacteria PDFAnne MorenoОценок пока нет
- Answer: C: Exam Name: Exam Type: Exam Code: Total QuestionsДокумент26 страницAnswer: C: Exam Name: Exam Type: Exam Code: Total QuestionsMohammed S.GoudaОценок пока нет
- Assignment November11 KylaAccountingДокумент2 страницыAssignment November11 KylaAccountingADRIANO, Glecy C.Оценок пока нет
- This Is A Short Presentation To Explain The Character of Uncle Sam, Made by Ivo BogoevskiДокумент7 страницThis Is A Short Presentation To Explain The Character of Uncle Sam, Made by Ivo BogoevskiIvo BogoevskiОценок пока нет
- Module 7 NSTP 1Документ55 страницModule 7 NSTP 1PanJan BalОценок пока нет
- Transactions List: Marilena Constantin RO75BRDE445SV93146784450 RON Marilena ConstantinДокумент12 страницTransactions List: Marilena Constantin RO75BRDE445SV93146784450 RON Marilena ConstantinConstantin MarilenaОценок пока нет
- Ubicomp PracticalДокумент27 страницUbicomp Practicalvikrant sharmaОценок пока нет
- Learning English Through The Educational Games of Wordwall Website For Elementary Students by Group 1 (R4E)Документ6 страницLearning English Through The Educational Games of Wordwall Website For Elementary Students by Group 1 (R4E)NurulОценок пока нет
- Driver Drowsiness Detection System Using Raspberry PiДокумент7 страницDriver Drowsiness Detection System Using Raspberry PiIJRASETPublicationsОценок пока нет
- Economics Exam Technique GuideДокумент21 страницаEconomics Exam Technique Guidemalcewan100% (5)
- Sharat Babu Digumarti Vs State, Govt. of NCT of Delhi (Bazee - Com Case, Appeal) - Information Technology ActДокумент17 страницSharat Babu Digumarti Vs State, Govt. of NCT of Delhi (Bazee - Com Case, Appeal) - Information Technology ActRavish Rana100% (1)
- Partnership Digest Obillos Vs CIRДокумент2 страницыPartnership Digest Obillos Vs CIRJeff Cadiogan Obar100% (9)
- 1KHW001492de Tuning of ETL600 TX RF Filter E5TXДокумент7 страниц1KHW001492de Tuning of ETL600 TX RF Filter E5TXSalvador FayssalОценок пока нет