Вам также может понравиться
- Rec70-Guidelines On Welding Procedure Qualification Test of Aluminum Alloys For Hull Construction and Marine StructuresДокумент8 страницRec70-Guidelines On Welding Procedure Qualification Test of Aluminum Alloys For Hull Construction and Marine StructuresThe MatrixОценок пока нет
- WPS, PQR, WQT, WPQ: BBW30103 Teknologi Kimpalan BerautomasiДокумент12 страницWPS, PQR, WQT, WPQ: BBW30103 Teknologi Kimpalan BerautomasiNazrin GLОценок пока нет
- Permanent Underwater Wet Weld RepairsДокумент14 страницPermanent Underwater Wet Weld RepairsMubeenОценок пока нет
- Barracuda Gold Weld TestsДокумент24 страницыBarracuda Gold Weld TestsHeinz Zavala GaleanoОценок пока нет
- Quality Plan For Vessel Structural ModificationДокумент9 страницQuality Plan For Vessel Structural ModificationEbuka NwankwoОценок пока нет
- WPS & PQR Training PDFДокумент316 страницWPS & PQR Training PDFamini_mohiОценок пока нет
- Welder and Wps Qualification Control ProcedureДокумент24 страницыWelder and Wps Qualification Control ProcedurejhuliocessarsОценок пока нет
- W14-661 (0 To 40 Bar) PDFДокумент3 страницыW14-661 (0 To 40 Bar) PDFBalaji BobadeОценок пока нет
- ALC 10029C AlcoTec Technical GuideДокумент20 страницALC 10029C AlcoTec Technical Guidetuna61Оценок пока нет
- Flame Straightening S355Документ9 страницFlame Straightening S355Anonymous oI04sS100% (1)
- Voestalpine Heavy Plate TTD ALDUR E 14012013Документ13 страницVoestalpine Heavy Plate TTD ALDUR E 14012013Dragan JerčićОценок пока нет
- Welder Qualification Testing Quality Assurance ManualДокумент31 страницаWelder Qualification Testing Quality Assurance ManualAhmed shabanОценок пока нет
- By RPS Welding ConsultantsДокумент41 страницаBy RPS Welding ConsultantsvairavnОценок пока нет
- Esab Storage HandlingДокумент4 страницыEsab Storage HandlingTasmanijskaNema100% (1)
- 05-Welder Certification PDFДокумент11 страниц05-Welder Certification PDFAnonymous bfxeE1zvY100% (1)
- Previews AWS CM-2000-ALL PreДокумент16 страницPreviews AWS CM-2000-ALL PreWanderley Fonseca50% (2)
- Technical Specs PDFДокумент12 страницTechnical Specs PDFcsolanki6586100% (1)
- Note 6 - Welder Test RequirementДокумент29 страницNote 6 - Welder Test RequirementMohamad Yusuf Helmi100% (1)
- 17 Identification and Traceability: ISO 3834-2 and ISO 3834-3 Required Documents Typical Records/reportsДокумент3 страницы17 Identification and Traceability: ISO 3834-2 and ISO 3834-3 Required Documents Typical Records/reportselmiraОценок пока нет
- Derrick Sample Report PDFДокумент11 страницDerrick Sample Report PDFRajesh ThorweОценок пока нет
- Aws D3.5-93PV PDFДокумент8 страницAws D3.5-93PV PDFwalter091011Оценок пока нет
- Steels Repair IACS REC 47 Pdf193Документ63 страницыSteels Repair IACS REC 47 Pdf193Josep Maria Montoy CanadellОценок пока нет
- Surface Tension Transfer (STT) : ApplicationДокумент6 страницSurface Tension Transfer (STT) : ApplicationAnonymous dvrhf5Оценок пока нет
- PQR Al 6xxxДокумент7 страницPQR Al 6xxxAmin ThabetОценок пока нет
- PWPS - GTSM-73 Rev-AДокумент5 страницPWPS - GTSM-73 Rev-AVimin PrakashОценок пока нет
- JOINTS (QW-402) : in Accordance With QW-200.1, Section IX, ASME BPVCДокумент7 страницJOINTS (QW-402) : in Accordance With QW-200.1, Section IX, ASME BPVCTrường Tùng LýОценок пока нет
- Carefully Evaluate Code RequirementsДокумент3 страницыCarefully Evaluate Code Requirementsmayav1Оценок пока нет
- Welding Inspection CourseДокумент33 страницыWelding Inspection CourseBenjapon bt7Оценок пока нет
- PRES TIG Hot Wire Narrow Gap Welding enДокумент25 страницPRES TIG Hot Wire Narrow Gap Welding enRavishankarОценок пока нет
- Gmaw STTДокумент4 страницыGmaw STTAnonymous 0rt9KWmNОценок пока нет
- p999999 100zd11 000 zd0001 - 0 Welding StandardДокумент25 страницp999999 100zd11 000 zd0001 - 0 Welding StandardJennyОценок пока нет
- ASME IX - How To Prepare A WPS! - Shipbuilding KnowledgeДокумент3 страницыASME IX - How To Prepare A WPS! - Shipbuilding KnowledgeRamakrishnan AmbiSubbiah100% (1)
- Nicrobraz S BinderДокумент3 страницыNicrobraz S BinderPixels MauricioОценок пока нет
- Tarecpir Project Spec Inst GuideДокумент64 страницыTarecpir Project Spec Inst GuideFaizal YaacobОценок пока нет
- CWI TEST Flashcards PDFДокумент30 страницCWI TEST Flashcards PDFGary Oporto cabasОценок пока нет
- Lloyds Approved Welding Consumables SuppliersДокумент16 страницLloyds Approved Welding Consumables SuppliersadammzjinОценок пока нет
- Welder Performance Qualification Record (WPQ) : Testing Condition and Qualification LimitsДокумент9 страницWelder Performance Qualification Record (WPQ) : Testing Condition and Qualification Limitsahmed mohamed100% (1)
- Difference Between WPS and PQR - Difference BetweenДокумент3 страницыDifference Between WPS and PQR - Difference BetweenLorenzoОценок пока нет
- Submerged Arc Welding: Training & EducationДокумент17 страницSubmerged Arc Welding: Training & Educationtanveer ahmedОценок пока нет
- Effect of Flux in Submerged Arc Welding - A ReviewДокумент3 страницыEffect of Flux in Submerged Arc Welding - A ReviewIJAERS JOURNALОценок пока нет
- ABS - PipelineДокумент186 страницABS - Pipelineap1948Оценок пока нет
- Safety Training Brochure MetaboДокумент4 страницыSafety Training Brochure MetaboJonathan DouglasОценок пока нет
- Index For Welding InspectorДокумент3 страницыIndex For Welding InspectorShrikant MojeОценок пока нет
- Gas Tungsten Arc Welding Practice:: Jobs 19-J1-J19 (Plate)Документ8 страницGas Tungsten Arc Welding Practice:: Jobs 19-J1-J19 (Plate)Willy UioОценок пока нет
- ABS - Guide For NDT For Hull Weld 2011Документ89 страницABS - Guide For NDT For Hull Weld 2011Packirisamy BaskarОценок пока нет
- 6 Hull DamagesДокумент37 страниц6 Hull DamagesG.O.D 7Оценок пока нет
- Almansoori Inspection Services: Lifting Equipment Thorough Examination ReportДокумент2 страницыAlmansoori Inspection Services: Lifting Equipment Thorough Examination ReportRanjithОценок пока нет
- Field Welding Inspection Checklist: Wisconsin Department of TransportationДокумент1 страницаField Welding Inspection Checklist: Wisconsin Department of TransportationDele TedОценок пока нет
- Aluminim WPSДокумент2 страницыAluminim WPSmahmoud_allam3Оценок пока нет
- NRP K216 PROJECT - Civil Works & UG Piping Non-Conformance Report (NCR) Issued by FDH JVДокумент7 страницNRP K216 PROJECT - Civil Works & UG Piping Non-Conformance Report (NCR) Issued by FDH JVRam SelvaОценок пока нет
- Ab-076a Welder Qualification Record WQRДокумент1 страницаAb-076a Welder Qualification Record WQRAhmed Shaban KotbОценок пока нет
- Underwater Welding PDFДокумент5 страницUnderwater Welding PDFrock_xxx567879Оценок пока нет
- 6 Welding ProcedureДокумент74 страницы6 Welding Procedureadel100% (5)
- WpsДокумент39 страницWpsAkhilesh Kumar100% (1)
- Boon Asme Ix NotesДокумент31 страницаBoon Asme Ix NotesPRAVEENОценок пока нет
- Welding Procedure SpecificationsДокумент14 страницWelding Procedure SpecificationsBasavaraj KaraningОценок пока нет
- CHAPTER 9 - 1-Welding ProcedureДокумент30 страницCHAPTER 9 - 1-Welding ProcedureMario Sabat100% (1)
- 1.1 Welding Procedure Specification (WPS)Документ35 страниц1.1 Welding Procedure Specification (WPS)Mohamed WahidОценок пока нет
- 1 Qualified Welding Procedure Specifications: GeneralДокумент15 страниц1 Qualified Welding Procedure Specifications: GeneralAlaaОценок пока нет
- Colreg LikeДокумент38 страницColreg LiketxjiangОценок пока нет
- Cathodic ProtectionДокумент6 страницCathodic ProtectiontxjiangОценок пока нет
- Shipyard LayoutДокумент5 страницShipyard LayouttxjiangОценок пока нет
- NDTДокумент18 страницNDTtxjiangОценок пока нет
- Design For ProductionДокумент8 страницDesign For ProductiontxjiangОценок пока нет
- Sts OperationДокумент39 страницSts Operationtxjiang100% (3)
- Construction Safety ChecklistДокумент3 страницыConstruction Safety ChecklistbangladragosОценок пока нет
- Steven Thomas ResumeДокумент1 страницаSteven Thomas ResumestevenmthomasОценок пока нет
- 2011 CatalogДокумент25 страниц2011 CatalogClaudiaPagginiОценок пока нет
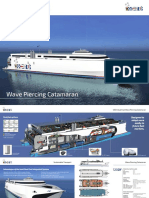
- Incat 120DF Brochure A4Документ4 страницыIncat 120DF Brochure A4princeОценок пока нет
- Green Cosmos AKS Lining PDFДокумент8 страницGreen Cosmos AKS Lining PDFMeng WaiОценок пока нет
- Electrical Installation For Second Floor For G+2Документ1 страницаElectrical Installation For Second Floor For G+2Welday GebremichaelОценок пока нет
- PadajucebrtveДокумент11 страницPadajucebrtveMonk3y MОценок пока нет
- Silo Fluidizer Mini Disk: Mini Fluidizing Disk Keeps Material Moving in Tight CurvaturesДокумент2 страницыSilo Fluidizer Mini Disk: Mini Fluidizing Disk Keeps Material Moving in Tight Curvaturesseeralan_1986Оценок пока нет
- Wood Finishes: Catalogue 2017Документ36 страницWood Finishes: Catalogue 2017nanoОценок пока нет
- Method Statement For Pipeline WeldingДокумент21 страницаMethod Statement For Pipeline WeldingKhwanas Luqman100% (1)
- Subject - Machine Design - : Topic - Spur GearДокумент10 страницSubject - Machine Design - : Topic - Spur GearRohit GhulanavarОценок пока нет
- Anchor Systems Used For Detention Hollow Metal Systems: Standard Test Methods ForДокумент16 страницAnchor Systems Used For Detention Hollow Metal Systems: Standard Test Methods ForAlevj DbОценок пока нет
- Recent Advances in Graphene-Based Nanocomposites For Automotive and Off-Highway Vehicle ApplicationsДокумент34 страницыRecent Advances in Graphene-Based Nanocomposites For Automotive and Off-Highway Vehicle ApplicationsAg PradhiОценок пока нет
- NSIC ListДокумент769 страницNSIC ListManav Hota0% (1)
- Model ZW209: Pressure Reducing ValveДокумент4 страницыModel ZW209: Pressure Reducing ValveHai PhanОценок пока нет
- 35423-10 Eco Testr Ph2Документ2 страницы35423-10 Eco Testr Ph2Sally Salina FarahОценок пока нет
- 1577e SB PDFДокумент14 страниц1577e SB PDFJefatura de Planta Invemet PeruОценок пока нет
- Iso 3834Документ2 страницыIso 3834Jaay Vel0% (1)
- 2012 Rekomendasi Pengangkutan Limbah B3Документ75 страниц2012 Rekomendasi Pengangkutan Limbah B3yordan abdulОценок пока нет
- Work Permits FormatsДокумент17 страницWork Permits FormatsAjay khatriОценок пока нет
- Refrig 1Документ31 страницаRefrig 1VitorAguiarОценок пока нет
- CD-M Series 2 Manual - 2cДокумент45 страницCD-M Series 2 Manual - 2cpaulgtswОценок пока нет
- A Presentation On Lithium Bromide Absorption Refrigeration SystemДокумент15 страницA Presentation On Lithium Bromide Absorption Refrigeration SystemAyub GNОценок пока нет
- Borneras ChintДокумент2 страницыBorneras ChintGina Moron MoronОценок пока нет
- AHTN2022 CHAPTER39 wNOTESДокумент17 страницAHTN2022 CHAPTER39 wNOTESdoookaОценок пока нет
- HMPP Hempaline Bro - WEBДокумент6 страницHMPP Hempaline Bro - WEBvpjagannaathОценок пока нет
- PERTAMINA COMPATIBILITY TEST Method PDFДокумент27 страницPERTAMINA COMPATIBILITY TEST Method PDFm_asad_a50% (2)
- ConductorДокумент3 страницыConductorRaimon Guitart Garcia 78151008KОценок пока нет
- ATLAS OF ISOTHERMAL TRANSFORMATION AND COOLING TRANSFORMATION DIAGRAMS - CompressedДокумент430 страницATLAS OF ISOTHERMAL TRANSFORMATION AND COOLING TRANSFORMATION DIAGRAMS - CompressedYENIFER PLATA LOPEZОценок пока нет