Вам также может понравиться
- 175 Ir012000Документ2 страницы175 Ir012000masoud132Оценок пока нет
- OISD-GDN 199: Oil Industry Safety DirectorateДокумент32 страницыOISD-GDN 199: Oil Industry Safety Directoratemasoud132Оценок пока нет
- Dynamics - Bedford - 2Документ1 страницаDynamics - Bedford - 2masoud132Оценок пока нет
- UTL G GS-8 Rev10 Piping MaterialsДокумент253 страницыUTL G GS-8 Rev10 Piping Materialsmasoud132Оценок пока нет
- General Workplace Safety: JUNE 2006Документ149 страницGeneral Workplace Safety: JUNE 2006masoud132Оценок пока нет
- The Institute of Engineering and Technology (Iet)Документ1 страницаThe Institute of Engineering and Technology (Iet)masoud132Оценок пока нет
- The Institute of Mechanical Engineers (Imeche) : 6 CHAPTER 1 Engineers and Designers-Career Paths-InstitutesДокумент1 страницаThe Institute of Mechanical Engineers (Imeche) : 6 CHAPTER 1 Engineers and Designers-Career Paths-Institutesmasoud132Оценок пока нет
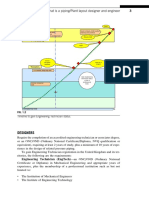
- 3 1.1 What Is A Piping/plant Layout Designer and Engineer: DesignersДокумент1 страница3 1.1 What Is A Piping/plant Layout Designer and Engineer: Designersmasoud132Оценок пока нет
- Engineering Institutions and Engineering Societies: American Society of Mechanical Engineers (Asme)Документ1 страницаEngineering Institutions and Engineering Societies: American Society of Mechanical Engineers (Asme)masoud132Оценок пока нет
- The Institute of Mechanical Engineers (Imeche) : 5 1.2 Engineering Institutions and Engineering SocietiesДокумент1 страницаThe Institute of Mechanical Engineers (Imeche) : 5 1.2 Engineering Institutions and Engineering Societiesmasoud132Оценок пока нет
- SP 10 17 PDFДокумент8 страницSP 10 17 PDFmasoud132Оценок пока нет
- 2 CHAPTER 1 Engineers and Designers-Career Paths-InstitutesДокумент1 страница2 CHAPTER 1 Engineers and Designers-Career Paths-Institutesmasoud132Оценок пока нет
- Engineers and Designers - Career Paths-Institutes: What Is A Piping/Plant Layout Designer and EngineerДокумент1 страницаEngineers and Designers - Career Paths-Institutes: What Is A Piping/Plant Layout Designer and Engineermasoud132Оценок пока нет
- SP 10 03 PDFДокумент7 страницSP 10 03 PDFmasoud132Оценок пока нет
- SP 10 04Документ8 страницSP 10 04masoud132Оценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Cpa f1.1 - Business Mathematics & Quantitative Methods - Study ManualДокумент573 страницыCpa f1.1 - Business Mathematics & Quantitative Methods - Study ManualMarcellin MarcaОценок пока нет
- Dell Inspiron 5547 15Документ7 страницDell Inspiron 5547 15Kiti HowaitoОценок пока нет
- Goal SettingДокумент11 страницGoal Settingraul_mahadikОценок пока нет
- DbmsДокумент5 страницDbmsRohit KushwahaОценок пока нет
- BROMINE Safety Handbook - Web FinalДокумент110 страницBROMINE Safety Handbook - Web Finalmonil panchalОценок пока нет
- Ofsaai Ic 72 E22351 01Документ312 страницOfsaai Ic 72 E22351 01Mohamed AbrarОценок пока нет
- Learning Activity No.2Документ1 страницаLearning Activity No.2Miki AntonОценок пока нет
- NEW Sample ISAT Questions RevisedДокумент14 страницNEW Sample ISAT Questions RevisedHa HoangОценок пока нет
- 8 TH Linear Equations DBДокумент1 страница8 TH Linear Equations DBParth GoyalОценок пока нет
- Proac Studio 100: Monitor Level Performance From An Established Compact DesignДокумент2 страницыProac Studio 100: Monitor Level Performance From An Established Compact DesignAnonymous c3vuAsWAОценок пока нет
- KRPL Shahjahanpur Check List For Arc Welding MachineДокумент1 страницаKRPL Shahjahanpur Check List For Arc Welding MachineA S YadavОценок пока нет
- Stability TestДокумент28 страницStability TestjobertОценок пока нет
- Cause List 2.1.2023Документ4 страницыCause List 2.1.2023あいうえおかきくけこОценок пока нет
- RG-RAP6260 (G) Hardware InstallationДокумент26 страницRG-RAP6260 (G) Hardware InstallationrazuetОценок пока нет
- SAMPLE Forklift Safety ProgramДокумент5 страницSAMPLE Forklift Safety ProgramSudiatmoko SupangkatОценок пока нет
- Happiest Refugee Coursework 2013Документ10 страницHappiest Refugee Coursework 2013malcrowe100% (2)
- Self-Actualization in Robert Luketic'S: Legally Blonde: A HumanisticДокумент10 страницSelf-Actualization in Robert Luketic'S: Legally Blonde: A HumanisticAyeshia FréyОценок пока нет
- California Academy For Lilminius (Cal) : Lesson PlanДокумент4 страницыCalifornia Academy For Lilminius (Cal) : Lesson Plandarryl franciscoОценок пока нет
- Only Great Minds Can Read This Based On Cambridge University StudyДокумент7 страницOnly Great Minds Can Read This Based On Cambridge University StudyabotОценок пока нет
- Metro Depot: (Aar 422) Pre-Thesis SeminarДокумент3 страницыMetro Depot: (Aar 422) Pre-Thesis SeminarSri VirimchiОценок пока нет
- Lesson Plan - Sight Word ObservationДокумент2 страницыLesson Plan - Sight Word Observationapi-253277023Оценок пока нет
- The Sword and The Exquisiteness PDFДокумент1 437 страницThe Sword and The Exquisiteness PDFTaruna UnitaraliОценок пока нет
- Discover India, January 2018Документ51 страницаDiscover India, January 2018calebfriesenОценок пока нет
- Primefaces Users Guide 3 5cДокумент497 страницPrimefaces Users Guide 3 5calvarolucasОценок пока нет
- Serie10 User Man ProgДокумент1 042 страницыSerie10 User Man Progfahmi derbel100% (1)
- Climate Declaration: For White Corex PlasterboardДокумент1 страницаClimate Declaration: For White Corex PlasterboardAbdullah BeckerОценок пока нет
- Marshall Mix Design (Nptel - ceTEI - L26 (1) )Документ7 страницMarshall Mix Design (Nptel - ceTEI - L26 (1) )andrewcwng0% (1)
- Understanding PumpДокумент113 страницUnderstanding Pumpnyr1981_942955963100% (5)
- Cross CultureДокумент134 страницыCross CulturePhương AnnhОценок пока нет
- Introduction of Woman Role in SocietyДокумент12 страницIntroduction of Woman Role in SocietyApple DogОценок пока нет