Вам также может понравиться
- Toyota Kanban System PDFДокумент10 страницToyota Kanban System PDFAman SharmaОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Revision of Tariff in Students Special and Roam Free Plans Under Prepaid Mobile ServicesДокумент1 страницаRevision of Tariff in Students Special and Roam Free Plans Under Prepaid Mobile ServicesWarren RiveraОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Hydraulic Cylinder - ReferenceДокумент95 страницHydraulic Cylinder - ReferenceWarren RiveraОценок пока нет
- Stuck in A Range: Punter's CallДокумент4 страницыStuck in A Range: Punter's CallWarren RiveraОценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- PremiumTechnicals-Nov26 15 GammonДокумент2 страницыPremiumTechnicals-Nov26 15 GammonWarren RiveraОценок пока нет
- Development of Kanban System at Local Manufacturing Company in Malaysia - Case StudyДокумент6 страницDevelopment of Kanban System at Local Manufacturing Company in Malaysia - Case StudyAarthy ChandranОценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Javascript InterviewДокумент5 страницJavascript InterviewWarren RiveraОценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Managers and Their Information NeedsДокумент34 страницыManagers and Their Information NeedsWarren RiveraОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Varshit Doshi: Mobile: +91 8866514555 Address: D-502, Sahaj Sapphire, Opp APMC MarketДокумент2 страницыVarshit Doshi: Mobile: +91 8866514555 Address: D-502, Sahaj Sapphire, Opp APMC MarketWarren RiveraОценок пока нет
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Innovheads Design Studio: DT 09/12/15 Sr. No Size Inch SQ - Ft. Glass Work 1 2 3 4 5Документ6 страницInnovheads Design Studio: DT 09/12/15 Sr. No Size Inch SQ - Ft. Glass Work 1 2 3 4 5Warren RiveraОценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- 1-Carbon Fibre RainforcedДокумент21 страница1-Carbon Fibre RainforcedWarren RiveraОценок пока нет
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
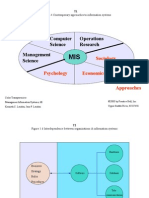
- Computer Science Operations Research Technical Approaches: Sociology Economics Psychology Behavioral ApproachesДокумент101 страницаComputer Science Operations Research Technical Approaches: Sociology Economics Psychology Behavioral ApproachesWarren RiveraОценок пока нет
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Engineering Graphics - 25 Questions Bank: ScaleДокумент4 страницыEngineering Graphics - 25 Questions Bank: ScaleWarren RiveraОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)